N7201A552C - 第209页
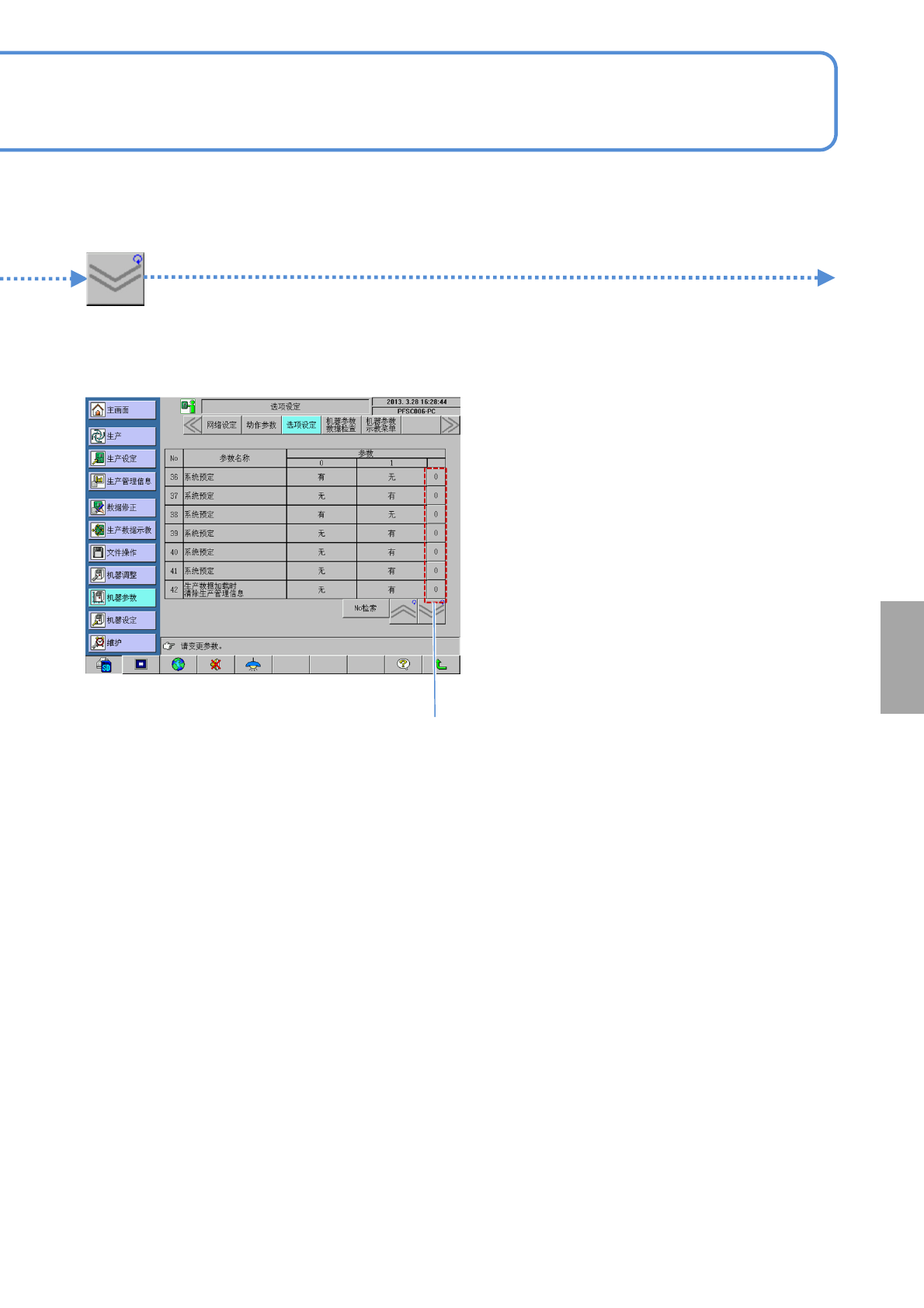
SPG EJP6AJ -MB-05OM- 02 5-3-7 -6 点击选择 (选择其他项目时) 系 统 管 理 42. 生产数据加载时清除生产管 理信息 从 NPM-DGS 下载生产数据时,选择是否清除生产 管理信息。
SPG EJP6AJ-MB-05OM-02
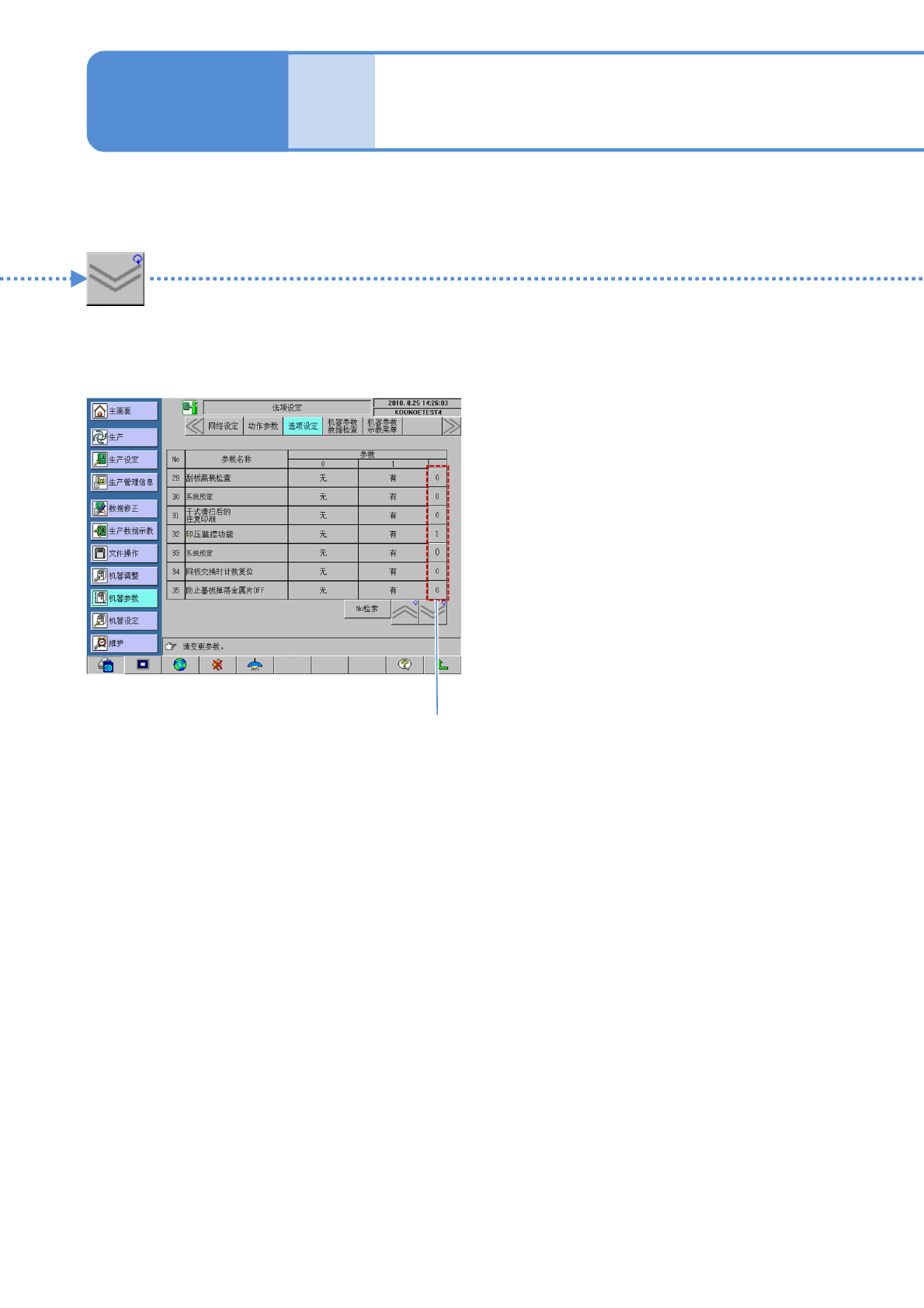
29. 刮板漏装检查
在印刷动作前,通过设定为有效还是无效,来确认是
否安装了刮刀。
5-3-7-5
点击选择
35.防止基板掉落金属片OFF
基板定位动作时,选择防止基板落下的单元是否动作。
31.干式清扫后的往复印刷
生产中在清洁动作后的印刷动作中,选择是否进行往
返印刷。
32.印压监控功能
印刷动作时,通过设定为有效还是无效,来确认刮刀
印压是否偏移了设定范围。
34.网板交换时计数复位
网板更换时,选择是否复原印刷计数。
机器
参数
选购件设定 3
操作篇
5-3-7
(选择其他项目时)
SPG EJP6AJ-MB-05OM-02
5-3-7-6
点击选择
(选择其他项目时)
系
统
管
理
42.生产数据加载时清除生产管理信息
从NPM-DGS下载生产数据时,选择是否清除生产
管理信息。
SPG EJP6AJ-MB-05OM-02
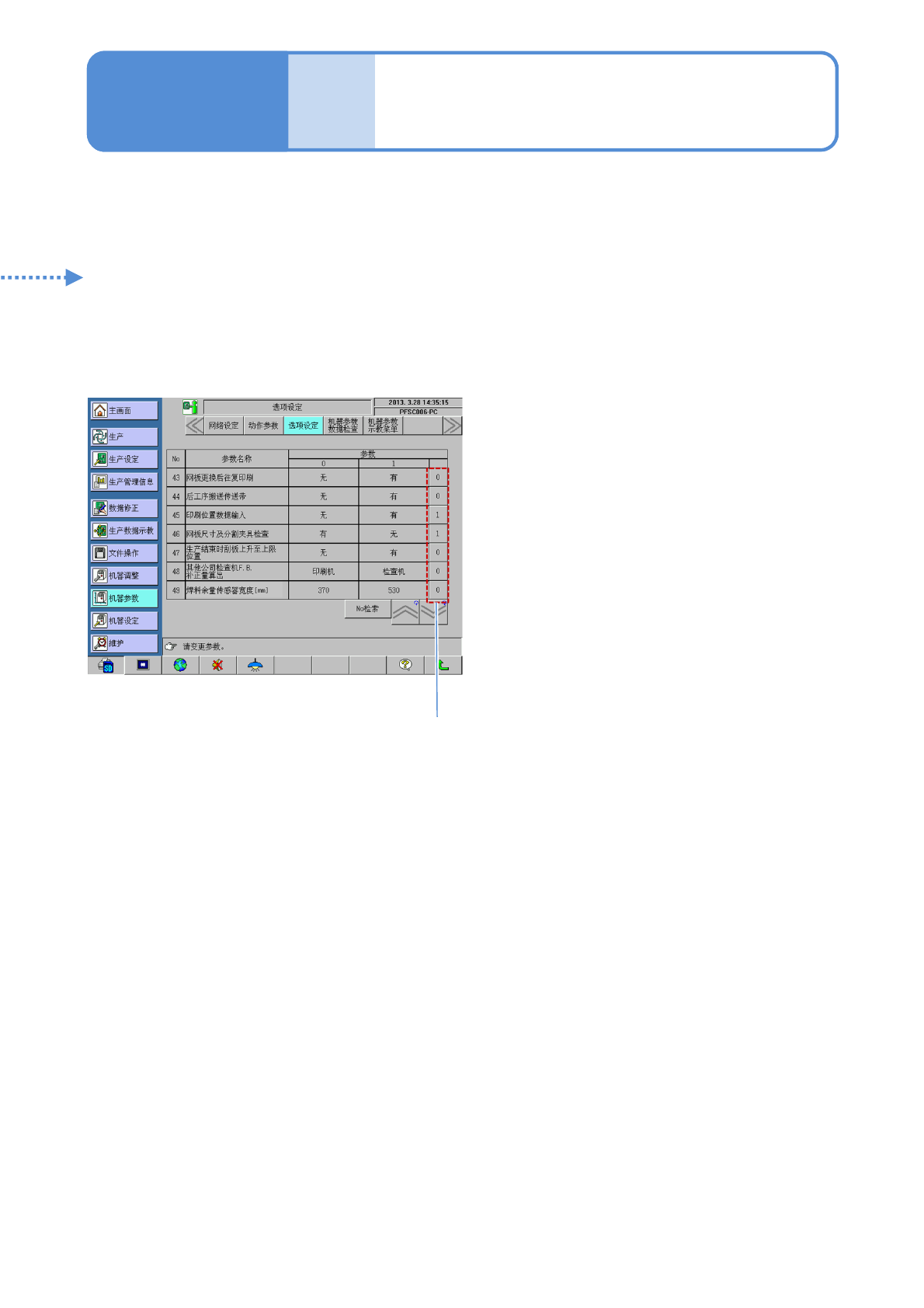
43.网板更换后往复印刷
5-3-7-7
45.印刷位置数据输入
47.生产结束时刮板上升至上限位置
在网板更换后的生产,选择是否进行往返印刷。
修改数据时,在使用印刷位置数据画面,选择是否
容许输入「印刷位置数据(X,Y,)」。
●通常值: 无
生产结束后,选择刮刀是否上升到原点位置。
●初始值: 无
机器
参数
选购件设定 4
操作篇
5-3-7
点击选择
46.网板尺寸及分割夹具检查
设定网板尺寸、分割夹具检查的使用有无。
设定为“0: 有”,即会在网板识别前使用网板支架
的识别标记进行网板尺寸的检查后,执行分割夹具
检查。
●只有在使用通用网板支架(选购件)时有效。
●通常值: 无
44.后工序搬送传送带
选择在印刷机与其他公司的检查机之间是否存在搬
送传送带。
48.其他公司检查机F.B . 补正量算出
解析焊料检查的计测数据,选择在对印刷位置(X、
Y、θ)进行补正时,是通过印刷机计算印刷位置的补
正量,还是通过检查机计算补正量。
●根据所使用的检查机,有时会在检查机侧发生无
法计算补正量的情形。如有不明之处,请咨询敝
公司。
49.焊料余量传感器宽度[mm]
选择事先调整的焊料余量检测传感器的宽度。
当传感器的宽度被调整到外侧时,设定为“1:530”。
●当传感器的宽度与数据不一致时,有可能无法正
确检测焊料高度。