KE-2050_QA表.pdf - 第53页
机 种 ①通 过 手 动 控制把OCC 移 动 到供料 库标记 上。 ②手 动 控制的菜 单 控制-> 贴 装 头 -> 贴 装 头设备 控制, 让 OCC 的垂直和角度照明亮灯。 关联 值 CORR 940以 上 (注) 应 用目 视 确 认标记 形状是否 为 清楚的 圆形。 ③打 开 快捷指令,用CD 指令,把 标记设定为 c :\juki \tool s。(参照 图 1) 照明 图 值 MAX_LVL 100以上 GX…
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
6
】
-6
QA表 NO. 7 NO. 6
内容
新设定
日期
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 供料器缸筒
编制日期
2002/9/4
GX5 装置名称 供料装置
确认方法及调整方法(故障处理方法)
供料器缸筒的上升·下降时间:2~3sec调整(时间2秒)
左右无差
供料器上升下降速度的稳定化
过持时:过紧货降低压力,降低供料能力
过快时:上升芯片跳起
调整速度控制器。
机种
①通过手动控制把OCC移动到供料库标记上。
②手动控制的菜单控制->贴装头->贴装头设备控制,让OCC的垂直和角度照明亮灯。
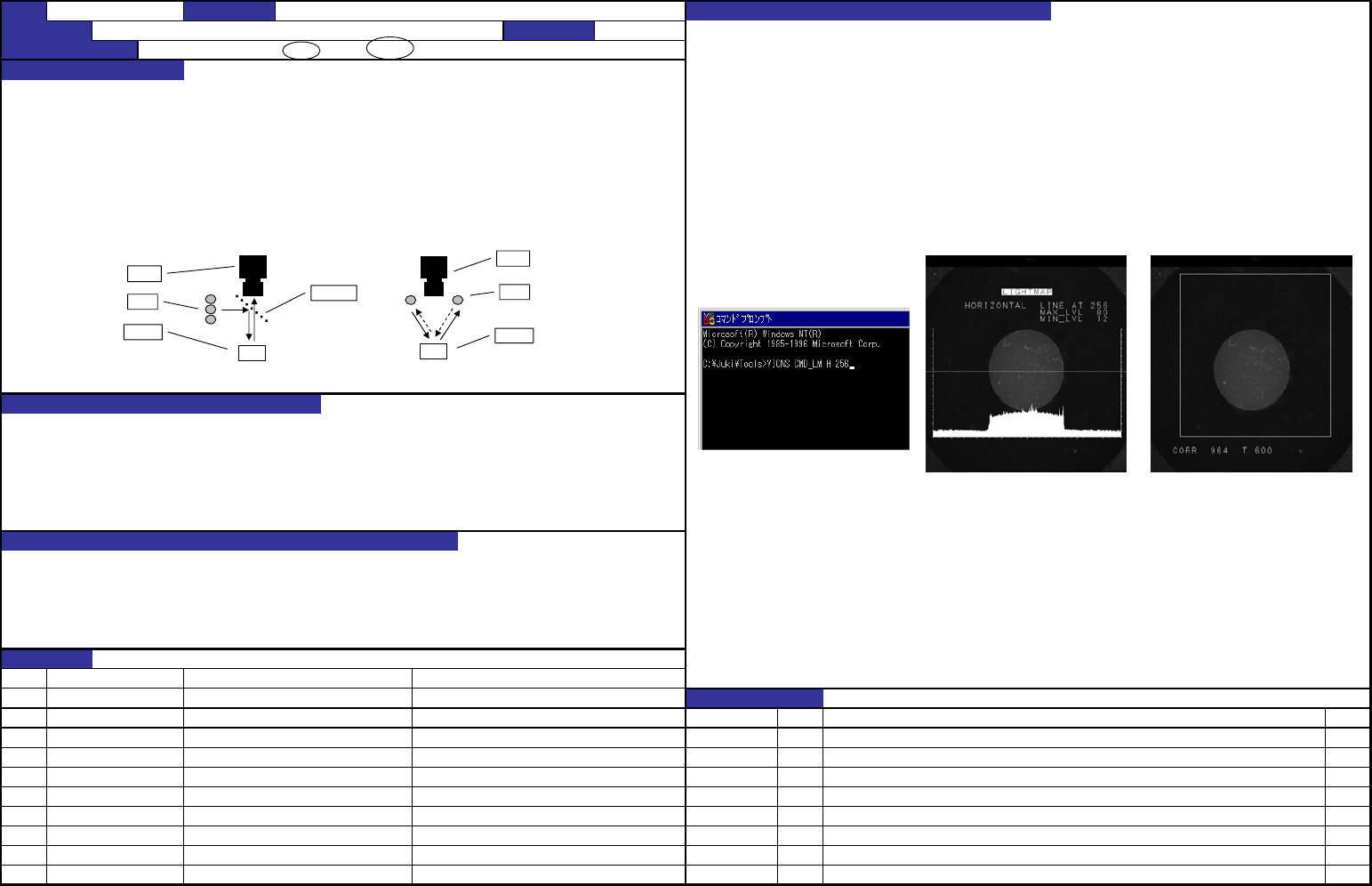
关联值 CORR 940以上 (注) 应用目视确认标记形状是否为清楚的圆形。 ③打开快捷指令,用CD指令,把标记设定为 c:\juki\tools。(参照图1)
照明图值 MAX_LVL 100以上 GX5的照明系列不同,因此图像比GX4暗,但是 ④ 接着,按Enter键。 VICNS CMD_LM H 256 (用大写字母,文字间隔用空白键)
MIN_LVL 40以下 标记背景如果有浓度差没有问题。参照(参考)。 ⑤ 监视器的水平线通过供料器标记中心附近,反复④变更上述的指令数值。(参照图2)
⑥确认VCS监视器显示的照明图的MAX_LVL和MIN_LVL的值是否满足规格值。
(参考) GX5和GX4的OCC照明不同。GX4为同轴照明,被照射的照明光在标记表面
为正反射 ⑦ 结束手动控制,起动编辑。
大部分的光被受光,但是GX5为环照明,对标记具有一定的角度,正反射的光受光量 ⑧ 按菜单的机器操作->确认->标记系列->供料库,识别供料库。
比GX4少,图像暗。 ⑨确认VCS监视器显示的CORR的值是否满足规格值。(参照图3)
GX4OCC GX5OCC
相関値 CORR 标记形状的类似值
ライトマップ値 MAX_LVL 线上光亮度的最大值 图1
MIN_LVL 线上光亮度的最小值 图2 图3
供料库标记识别异常
由于供料库标记识别精度不良造成的元件吸附位置偏斜
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
6
】
-7
QA表 NO. 1 (1/2) NO. 1 (2/2)
GX5 装置名称 供料装置
确认方法及调整方法(故障处理方法)
功能名称
供料器标记
编制日期
2002/12/26
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
2002.12.26
新设定
日期
照明
标记
摄像机
照明
标记
摄像机
半反射
机种
调整方法中有说明
用VCS识别元件时,影响识别率,贴装精度。
1.发生元件识别异常。
2.元件贴装贴装精度不良。
NO
①
②
NO. 担当人
③ 0
④
⑤
⑥
⑦
⑧
⑨
⑩
【
7
】
-1
QA表 NO. 2 (1/2) NO. 2 (2/2)
KE-2050/KE-2060 装置名称 VCS
确认方法及调整方法(故障处理方法)
功能名称
VCS照明调整
编制日期
2002/9/30
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
2002.09.30
新设定
日期
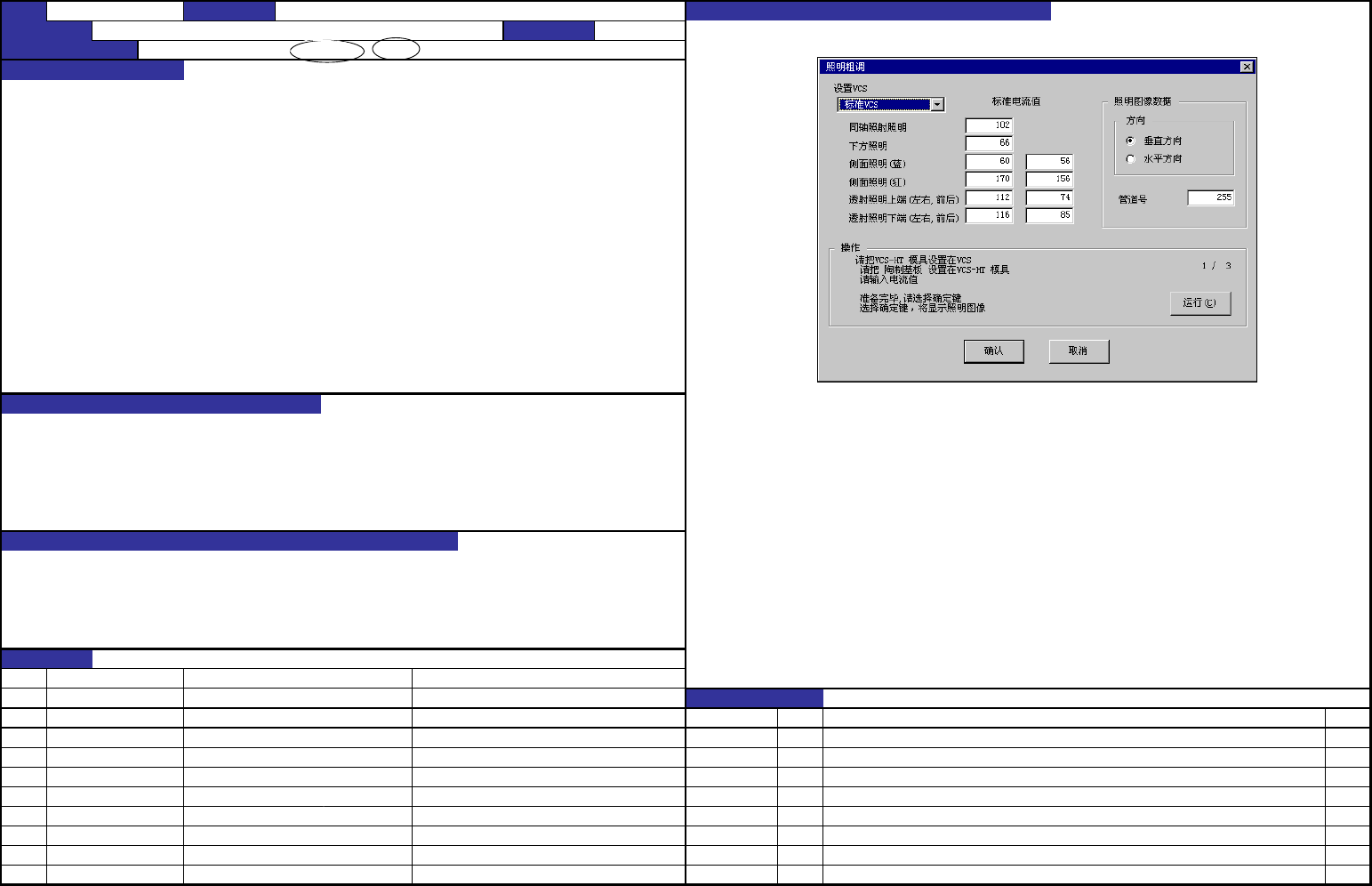
<MS参数 VCS光亮粗整调画面>