KE-2050_QA表.pdf - 第68页
机 种 1.用由尼塔公司制的音波式皮 带张力 计 放到皮 带 上 进行测定 。 (Weight=002. 5、Widt h=006.0 1. 调整 皮 带 的 张力 Span=0481/M 、=0577/L) 25~30N 上下移 动 惰 轮 的位置, 调整 2.基准 销 的松 动 :60μm以下 张力 。 3.基准 销 ~ 传送轨道 FC的基板 导向 器面 为止的距离 : 5.3mm±0 .2mm 左右的惰 轮 高度 应 一 样 。 …
机种
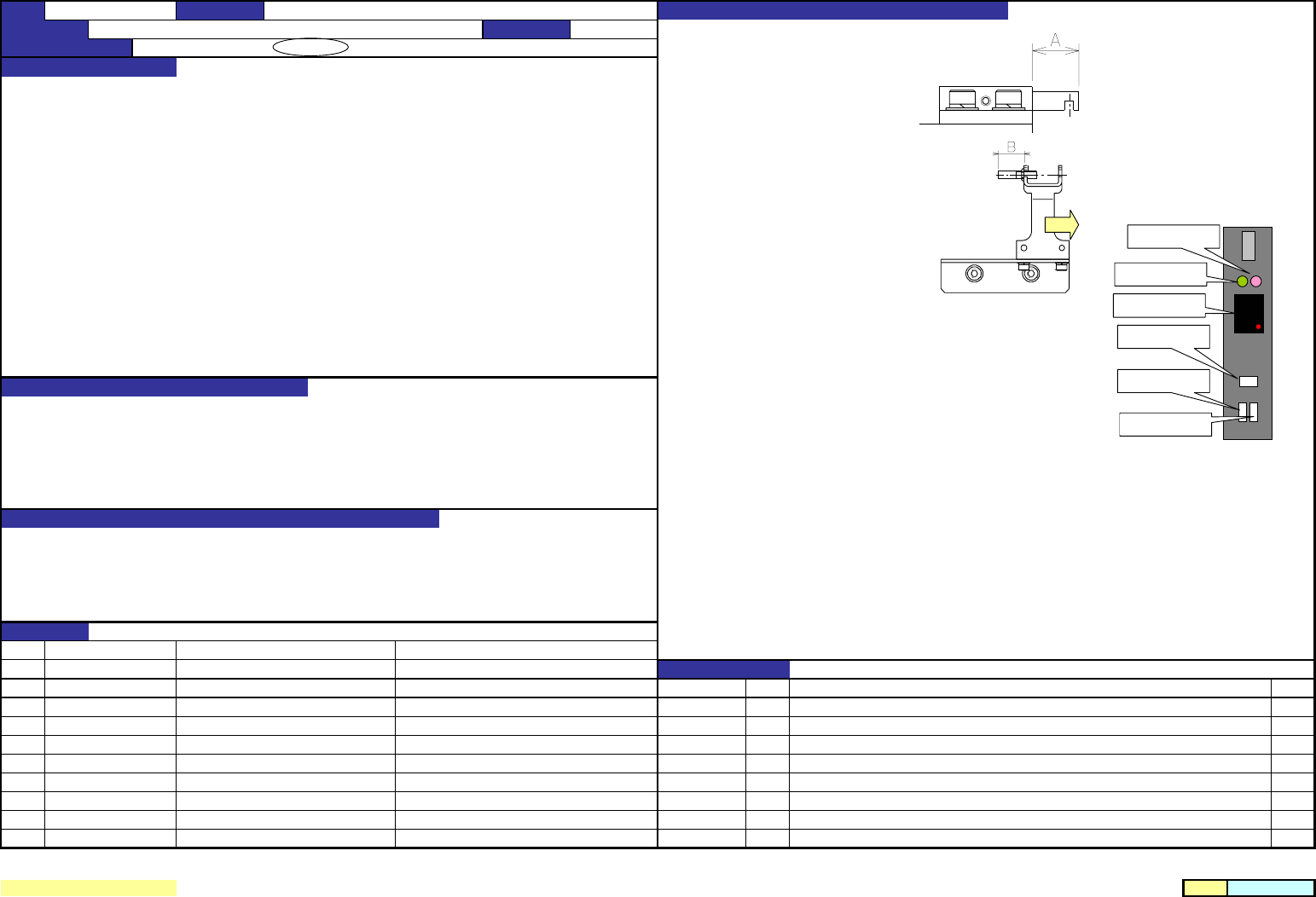
1.WAIT传感器部的凸出量
拧松侧面的螺丝,调整到规格值。
1.WAIT传感器块的凸起量
M:10mm
L:9mm
WAIT传感器支架的凸起量(仅L)
14mm(侧显示的前端部为止) WAIT传感器支架的凸出量
2.WAIT传感器的灵敏度调整 (仅L尺寸)
应用轧花基板调整。 拧松螺母,把B尺寸调整到规格值。
投光~受光传感器的光轴应一致。
把支架靠近长孔的IN侧安装。
2.请确认WAIT传感器的投光和受光之间没有障碍物时,应为「9」,
有时为「0」。
①调整时,卸下WAIT传感器放大器的半透明护罩。
②把模式变换SW设定为「SET」:数字显示「1」、红:灭灯、绿:灭灯
③把
基板遮挡WAIT传感器,按按键。
1.IN马达的停止触发发生时间 数字显示为「2」、红:灭灯、绿:闪亮(灵敏度不良时红闪亮)
2.IN马达的停止触发发生时间 ③移动基板(离开投光和受光部)按按键。
数字显示为「1」~「9」:最好是「9」。
④把模式变换SW设定为「RUN」。
1.短:因为IN马达提早停止,下次CENT缓冲的距离延长,传送节拍变长。
与IN传感器同时ON后发生异常不能传送。
长:基板行走过度,CENT达到缓冲之后,因冲击元件偏斜。
2.有的基板种类发生检测不良。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
8
】
-9
QA表 NO.
10
内容
2002/10/7
新设定
日期
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
基板位置的识别(WAIT传感器关系)
编制日期
2002/9/4
KE-2050/KE-2060 装置名称
传送
确认方法及调整方法(故障处理方法)
9
安全表示灯(緑)
動作表示灯(赤)
デジタル表示器
チューニングボタン
モード切替えSW
L-ON/D-ON
切替えSW
动作显示灯(红)
安全显示灯(绿)
数字显示器
按键
模式变换开关
L-CN/D-CN
变换开关
机种
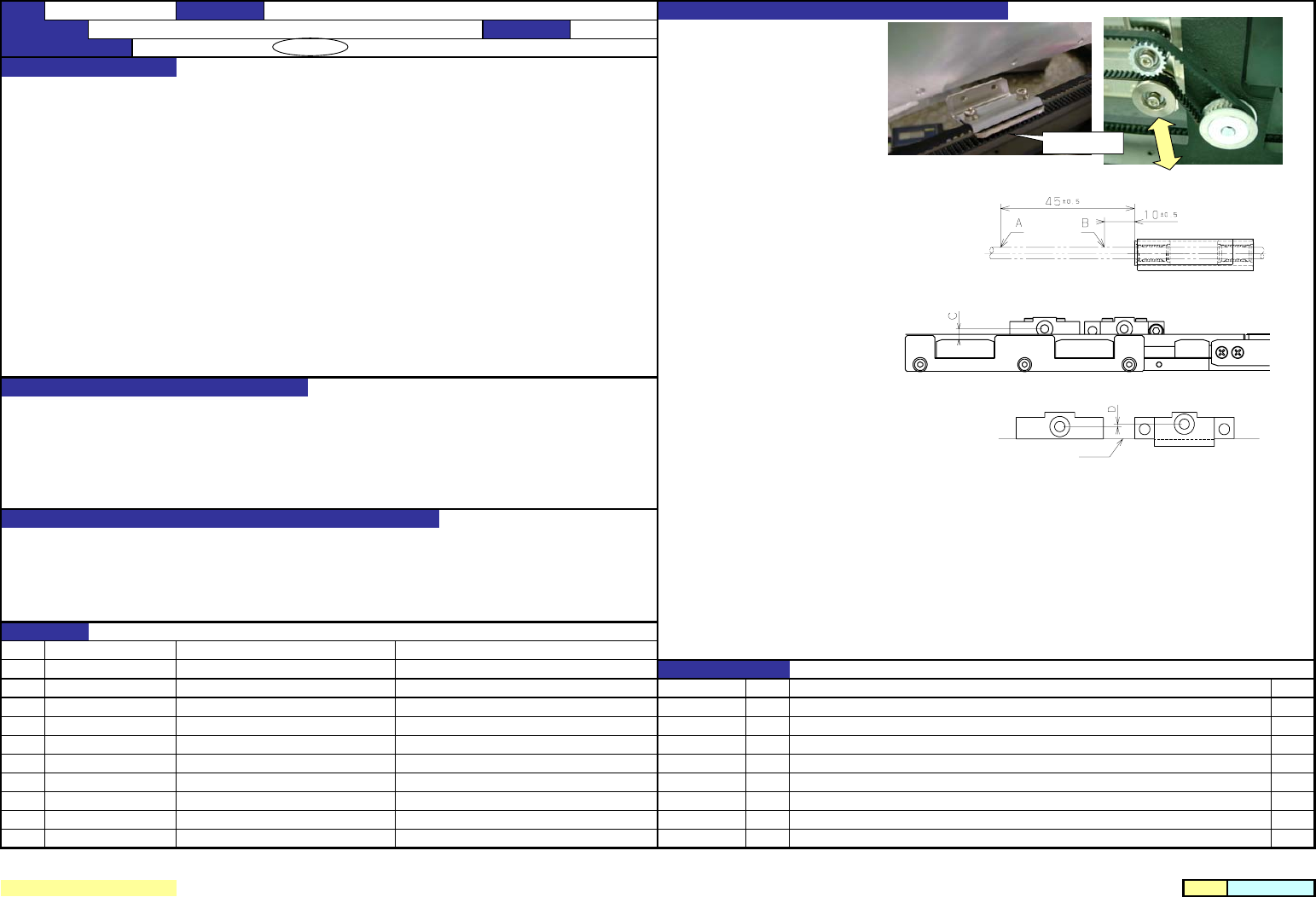
1.用由尼塔公司制的音波式皮带张力
计放到皮带上进行测定。
(Weight=002.5、Width=006.0
1.调整皮带的张力 Span=0481/M、=0577/L)
25~30N 上下移动惰轮的位置,调整
2.基准销的松动:60μm以下 张力。
3.基准销~传送轨道FC的基板导向器面为止的距离 : 5.3mm±0.2mm 左右的惰轮高度应一样。
4.左右的基准销的Y方向位置偏斜 : 0.03mm以内
2.固定导向块,插入φ4(-0.006/-0.008)的检测杆,在B位置互为180°反方向施加1N的负荷
的A位置,用拨盘标尺测定轴的松动。
3.测定C尺寸。
4.以导向部的安装面为基准,求两销位置的偏差尺寸D。
1.固定基准销的位置。
2.销基准保持基板钳夹的重复精度。
3.确保对传送的基板孔的基准销位置。
4.销基准时被钳夹的缉办倾斜的基准。
1.弱:销
基准丝二,基准销(从动侧)的位置不稳定,贴装位置不一致。强:皮带损坏。
2.销基准时,不能保持基板钳夹位置的重复精度,发生贴装偏斜。
3.基准销不能进入基板的基准孔里。不能识别BOC标记,贴装时发生基准销偏斜,贴装偏斜。
4.不能识别BOC标记,贴装时基准销偏斜,基板偏斜,贴装位置偏斜。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
8
】
-10
QA表 NO.
11
40000813 LINEAR_WAY 10±0.02
内容
40000890 GUIDE_BLOCK_B 4.8±0.03 2002/10/7
新设定
40000888 GUIDE_BLOCK 4.8±0.03
日期
選択使用
中心销 φ6h6、摆动0.05
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
销基准的定位
编制日期
2002/9/4
KE-2050/KE-2060 装置名称
传送
确认方法及调整方法(故障处理方法)
測定位置
安装面
机种
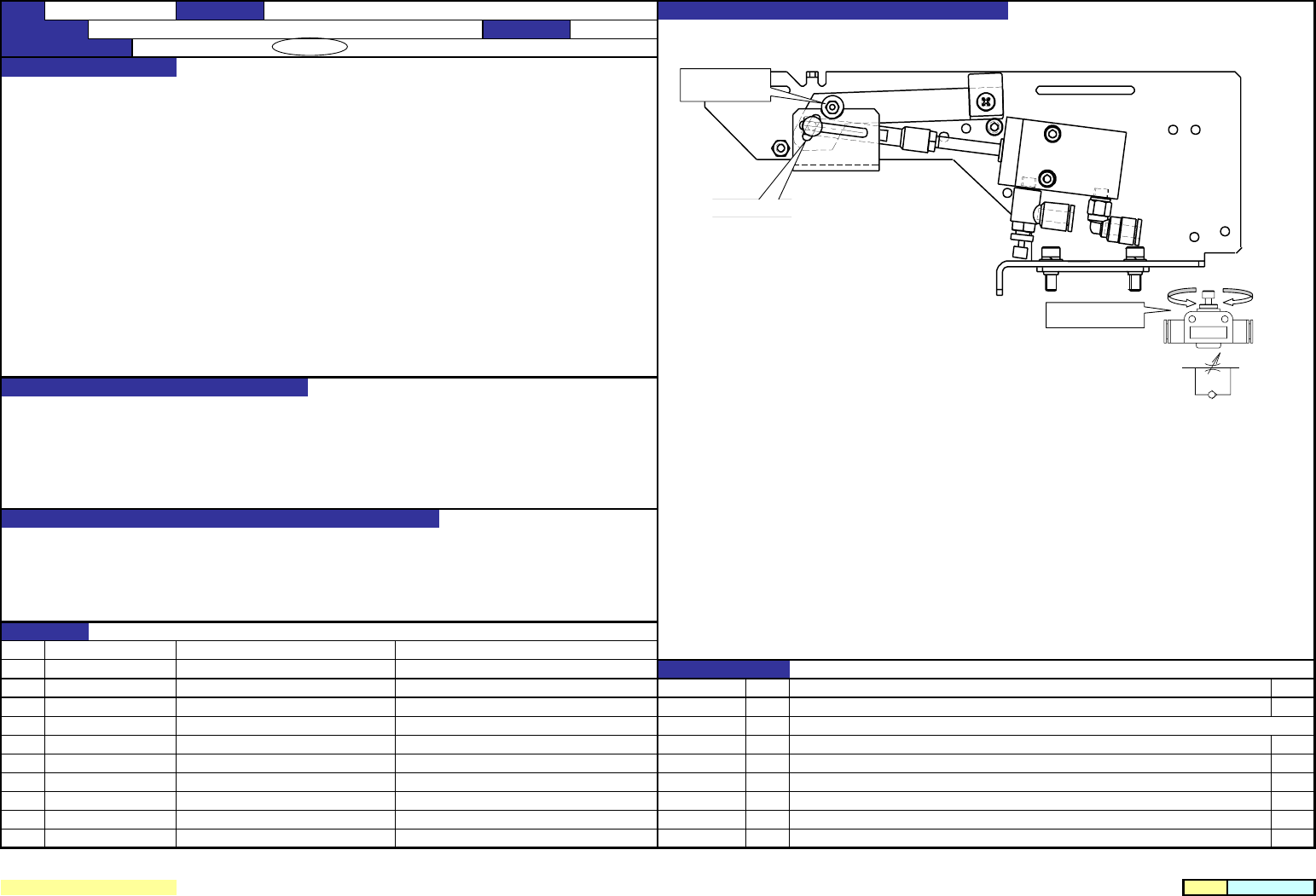
1.速度控制调整时,线全部拧仅螺丝,返回指定转动。
调整后用螺母固定。
1.速度控制打开度:A侧(安装在气缸)从全闭打开1圈。
:B侧 从全闭打开2.5圈。
2.止动板的动作应顺畅。
2.ON/OFF空气,观察止动板的动作。
止动板的支点部的粘合剂出来,说明润滑脂不足。
请注意止动销插到导向器长孔的情况。
1.让基板止动器以适当的速度动作。
2.维持基板止动器的动作速度。防止与其它部件相碰。
1.速度慢:基板到达了但止动器动作不结束。
速度快:止动器架等损坏。可靠性降低。
2.止动器不能达到规定位置,贴装位置不一致。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
8
】
-11
QA表 NO.
12
2002/12/26
内容
2002/10/7 新設
日期
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
X方向的基板定位(止动器关系)
编制日期
2002/9/4
KE-2050/KE-2060 装置名称
传送
确认方法及调整方法(故障处理方法)
ON侧从全闭打开0.5圈→A侧从全闭打开1圈,OFF侧从全闭打开3/4圈→B侧从全闭打开2.5圈
ON側のスピコン
OFF側のスピコン
ストッパプレート
支点部分
長穴部
OFF侧速度控制
止动板支点
长孔部