KE-2050_QA表.pdf - 第9页
机 种 确 认 方法 卸下 轴承 板,确 认推顶橡胶是否 从 贴 装 头 支架凸出50μm。 球螺旋保持 轴承 的 弹 力:推 进 橡胶 损坏 量 50μm 调整 方法 轴承 贴 装 头 支架的A尺寸 4 4E+07 连接箱的 B尺寸 8 4E+07 轴承 厚度(T1、T2) 8 4E+07 推 顶 橡胶的厚度 8 SM1030552TN 4 测定 上述, 选择 能 让推顶橡胶凸出贴装头 ( 0 ) 支架50μm的 间隔 片。 连接 箱…
机种
确认方法
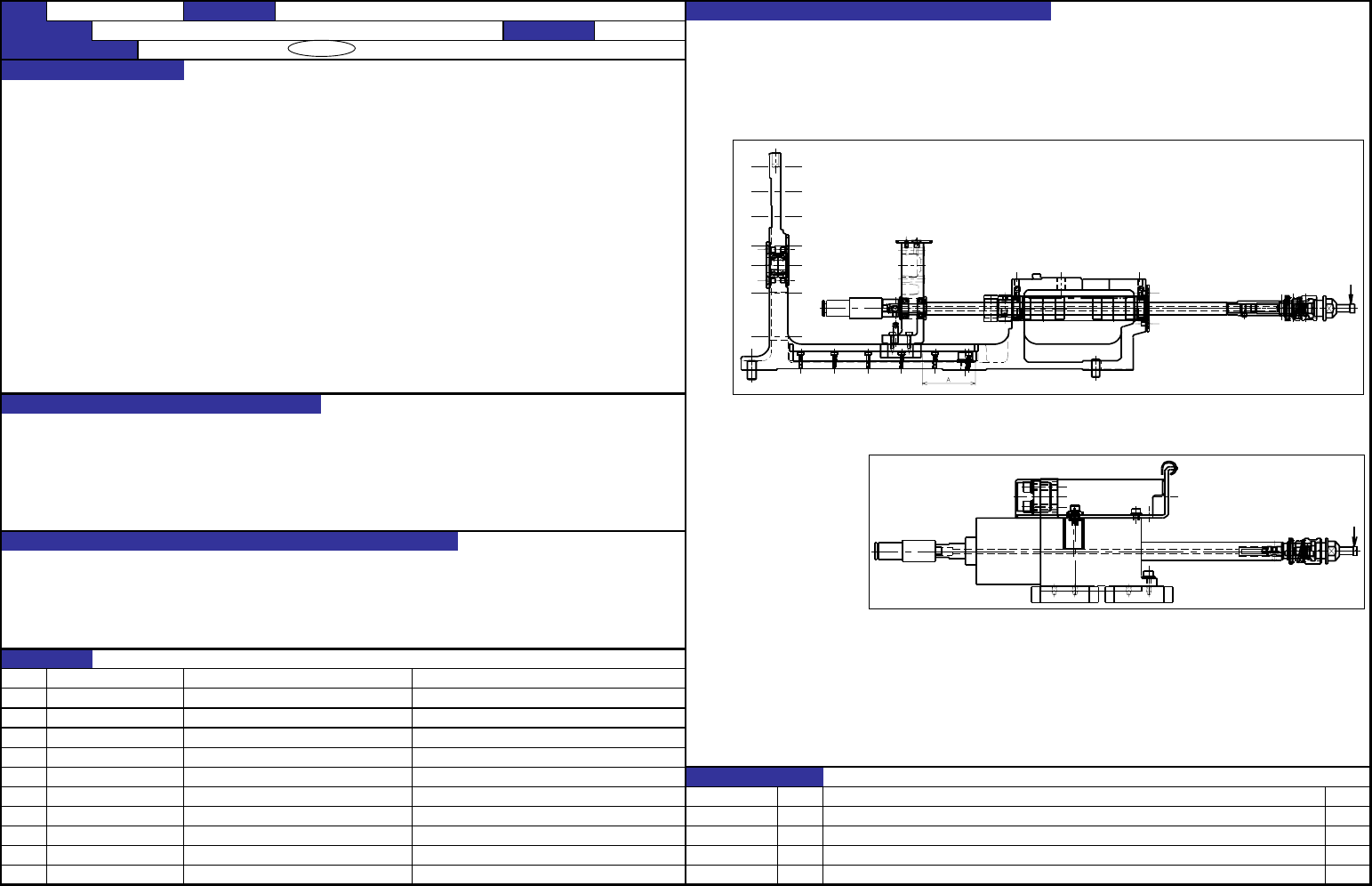
测定夹具吸嘴摆动,应为0.02mm以下。
夹具吸嘴的摆动在0.02mm以下
在摆动最小的部位,把连接轴脱脂后,贴上轴标签。
故障原因
元件吸附,激光测定会影响贴装制度。 1.贴装头支架、球连接器、IC θ马达、吸嘴套轴、吸嘴套轴IC零件不良。
2.球连接器保持轴承受压不足。
贴装精度恶化 调整方法
吸嘴更换异常 1.更换零件
元件吸附错误 2.调整轴承的受压
LA测定异常 参照QA表 贴装头-4球连接器保持轴承的受压
NO
①
②
③
④
⑤
⑥ NO. 担当人
⑦
新设定
⑧
1消除轴标签
⑨
⑩
【
1
】
-3
QA表
NO. 4 (1/2) NO. 4 (2/2)
'02.09.30
'03.01.15
40001142
吸嘴套轴
40001179
吸嘴套轴IC
球螺旋
40003258
IC θ马达
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40001111
贴装头支架
40001140
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
夹具吸嘴的摆动
编制日期
2002/9/30
GX-5 装置名称
贴装头(MNLA、FMLA贴装头) 确认方法及调整方法(故障处理方法)
变更履历
日期 内容
机种
确认方法
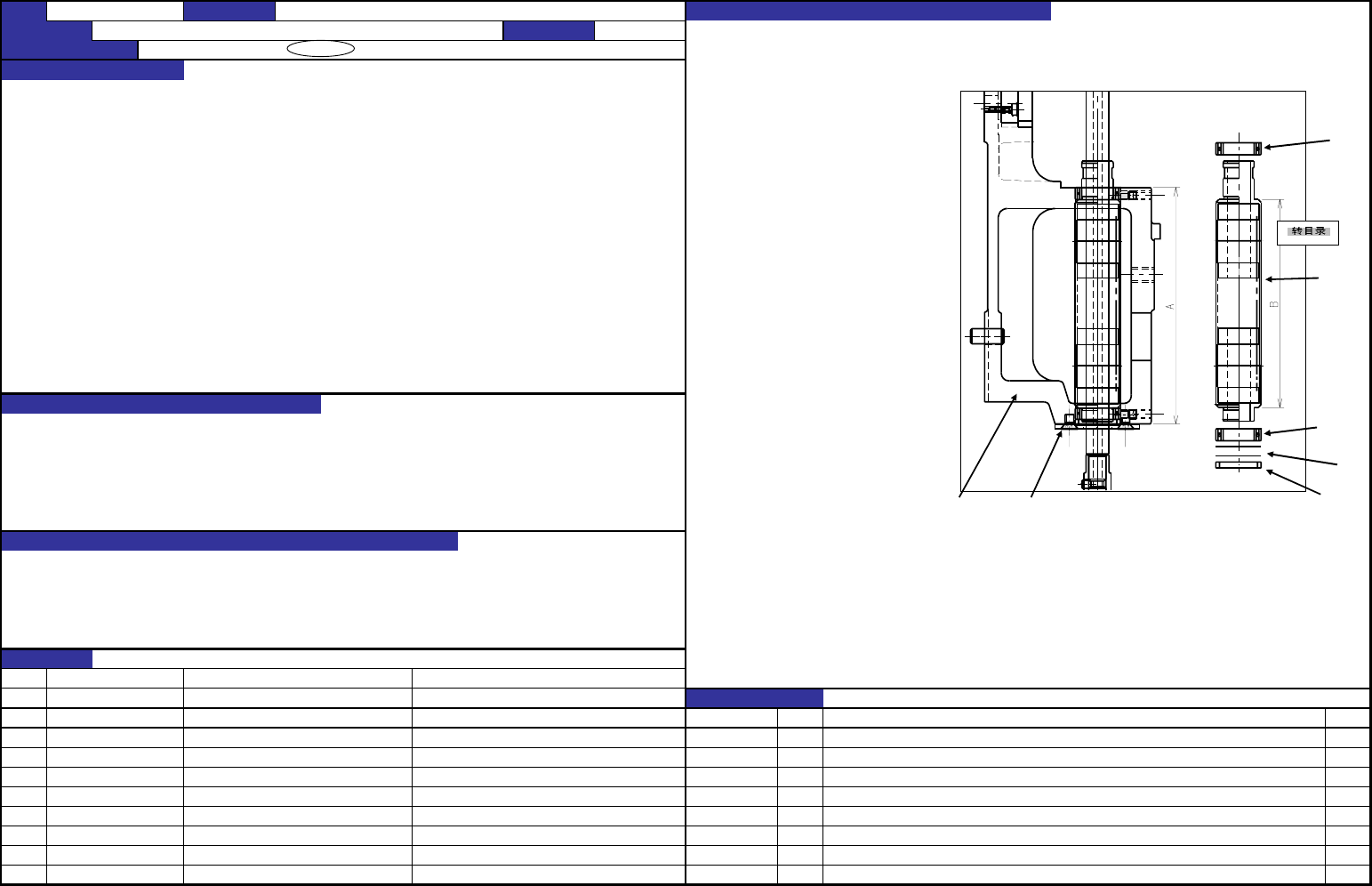
卸下轴承板,确认推顶橡胶是否从贴装头支架凸出50μm。
球螺旋保持轴承的弹力:推进橡胶损坏量 50μm
调整方法 轴承
贴装头支架的A尺寸 4 4E+07
连接箱的B尺寸 8 4E+07
轴承厚度(T1、T2) 8 4E+07
推顶橡胶的厚度 8 SM1030552TN
4
测定上述,选择能让推顶橡胶凸出贴装头 ( 0 )
支架50μm的间隔片。 连接箱
间隔片厚度 (mm)
=A-B-T1-T2-Ts+0.15
Z轴系统的刚性不足,影响贴装精度。 轴承
吸嘴摆动变大,影响贴装精度,元件吸附,激光测定。
间隙片
贴装头支架 轴承板推顶橡胶
贴装精度恶化
元件吸附错误
LA测定异常
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-4
QA表 NO. 5 (1/2) NO. 5 (2/2)
SB111000100 轴承
40001204
S轴承座C
t=0.05mm
40001203
S轴承座B
t=0.1mm
40001202
S轴承座A
t=0.2mm
内容
40001144
推进橡胶
'02.09.30
新设定
40001140 球螺旋
日期
40001111
贴装头支架
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
保持球螺旋轴承的弹性
编制日期
2002/9/30
GX-5 装置名称
贴装头(MNLA贴装头) 确认方法及调整方法(故障处理方法)
机种
确认方法
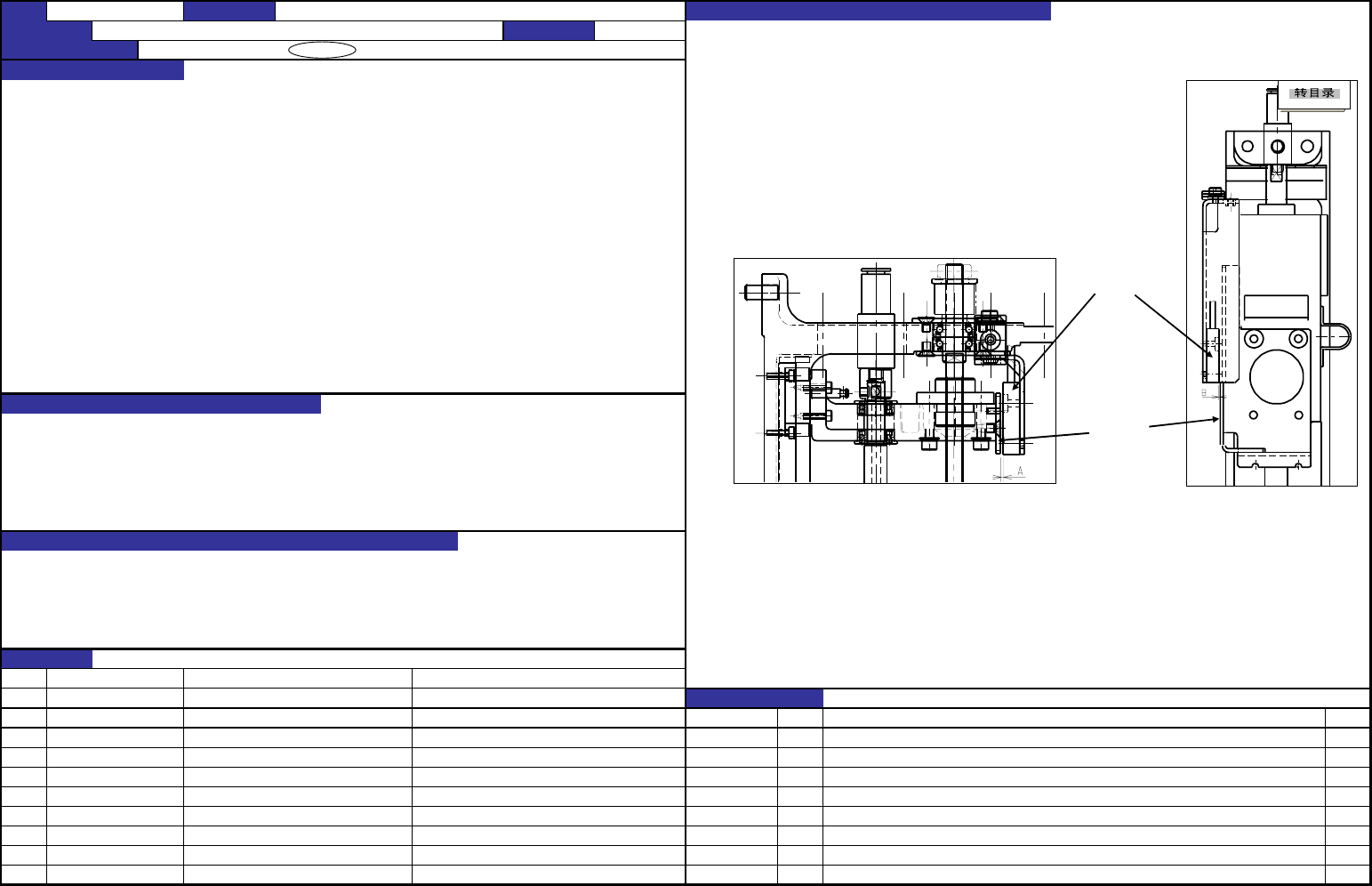
测定Z传感器和Z传感器配件的间隙,间隙应为0.9±0.2mm。(图A、B尺寸)
生下移动Z传感器,让上下都符合规格范围。FMLA贴装头
Z传感器和Z传感器间隙 0.9±0.2mm 调整方法
MNLA贴装头
拧松Z传感器座的安装螺丝,调整Z传感器的位置。
FMLA贴装头
拧松Z传感器座的安装螺丝,调整Z传感器位置。
上下移动IC θ马达后,如果间隙变化时,拧松安装螺丝调整Z传感器配件的方向。
MNLA贴装头
Z传感器
影响Z轴原点位置的再现性,影响Z轴异常,吸嘴更换,元件吸附,LA测定,贴装精度。 Z传感器配件
Z轴异常
吸嘴更换异常
元件吸附异常,芯片跳起
LA测定异常
贴装精度恶化
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【
1
】
-5
QA表 NO. 6 (1/2) NO. 6 (2/2)
内容
40001164
Z传感器座IC
'02.09.30
新设定
40001147
Z传感器夹头
日期
40001131
Z传感器座
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
Z传感器间隙
编制日期
2002/9/30
GX-5 装置名称
贴装头(MNLA贴装头) 确认方法及调整方法(故障处理方法)
40001168
Z传感器夹头IC
目次へ