00190973-02.pdf - 第382页
Istruzioni per l’uso SIPLACE 80S -20/F4/F4-6 6 Cosa fare ... Edizione 07/97 Versione software dalla SR.403.xx 6.9 Riempiendo di componenti 6 - 19 Didascalia della Fig. 6.8.2 1 tavol o 1 (SAV ) 2 tavol o 2 3 tavol o 3 4 d…
6 Cosa fare ... Istruzioni per l’uso SIPLACE 80S-20/F4/F4-6
6.8 Come evitare errori di traccia Edizione 07/97 Versione software dalla SR.403.xx
6 - 18
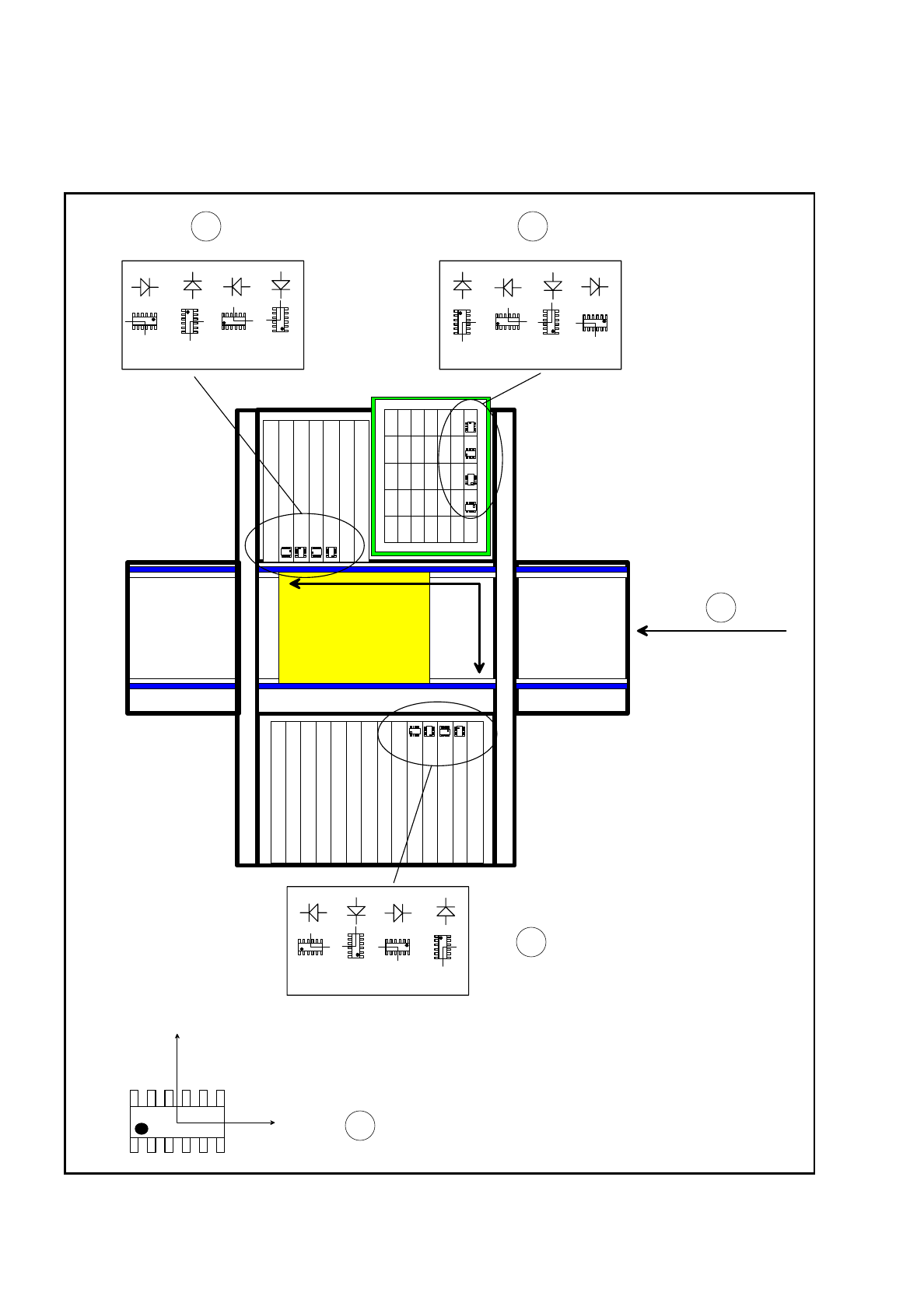
6.8.6 Controllo degli angoli di prelievo dei componenti
Fig. 6.8.2 Controllo degli angoli di prelievo dei componenti
0° 90°
180° 270°
X
component-removal belt
0°
90°
180°
270°
0°
90° 180° 270°
Y
0°
90°
180°
270°
0°
90°
180°
270°
0°
90°
180°
270°
Y
X
MKS
12
4
3
5
Istruzioni per l’uso SIPLACE 80S-20/F4/F4-6 6 Cosa fare ...
Edizione 07/97 Versione software dalla SR.403.xx 6.9 Riempiendo di componenti
6 - 19
Didascalia della Fig. 6.8.2
1 tavolo 1 (SAV)
2 tavolo 2
3 tavolo 3
4 direzione di trasporto
5 descrizione del componente nell‘editor FI, posizione di descrizione 0°
6.9 Riempiendo di componenti
Lo riempimento di componenti con e senza codice a barre è descritto nella sezione 3.4 ’Caricatori’, pagina 3 -
23 .
INDICAZIONE:
quando riempite i caricatori a barra di componenti fate attenzione a non piegare i piedini di collegamento.
●
Tagliate in tempo le cinghie dei moduli di alimentazione in modo tale che i moduli di alimentazione non
vengano subito svuotati il che causerebbe altrimenti tempi di arresto della macchina elevati.
●
Tuttavia fate attenzione a non tagliare le cinghie troppo presto, perché se dopo averle tagliate arrotolate la
fine della cinghia vecchia nel nuovo rotolo, il rotolo della nuova cinghia potrebbe riempirsi troppo, la cin-
ghia potrebbe scivolare via dal rotolo ed agganciarsi in qualche punto causando errori di prelievo o tempi
di arresto della macchina elevati.
●
In caso di rotoli grandi utilizzate assolutamente assi d‘innesto e fate attenzione ad inserire bene le lamiere
divisorie (vedi Fig. 6.5.2, pagina 6 - 11).
6.10 Lavorando con i vassoi
Per riempire i caricatori SAV procedete come descritto qui a seguito:
●
nel menu „Vista base“ richiamate il menu „Caricatore“.
●
Poi selezionate il menu „Funzioni con scambiatore automatico di vassoi“.
●
Fate clic sul pulsante „Muovere vs. posiz. ricaric.“.
●
Richiamate il menu „Visualizza caricatore e modifica livelli di riempimento“.
●
Fate clic sul pulsante „Attualizza livelli di riempimento“
●
Verrà visualizzato il livello di riempimento corrente dei caricatori.
●
Riempite un caricatore di componenti.
●
Fate clic sul relativo caricatore nella tabella.
●
Fate clic sul pulsante „Nuovo livello di riempimento ...“. Si aprirà la finestra „Immiss. stato riemp.“
●
Nella casella d‘inserimento „Nuovo valore“ inserite il numero dei componenti con cui avete effettuato lo
riempimento.
●
Fate clic su OK. Il caricatore si riempirà.
●
Ritornate al menu „Funzioni con scambiatore automatico di vassoi“.
●
Fate clic sul pulsante „Abbandona posiz. ricaric.“.
●
Continuate il processo di montaggio se era stato interrotto.

6 Cosa fare ... Istruzioni per l’uso SIPLACE 80S-20/F4/F4-6
6.11 Profilo dell‘utente Edizione 07/97 Versione software dalla SR.403.xx
6 - 20
6.11 Profilo dell‘utente
Al personale d‘utenza dovrebbero essere assegnati i seguenti compiti:
●
fare in modo che ci siano sempre componenti a sufficienza per i moduli di alimentazione
●
controllare che i componenti siano disposti in modo giusto rispetto ai moduli d‘alimentazione
●
riempire di componenti in tempo, ovvero tagliare le cinghie in tempo
●
controllare l‘intensità delle vibrazioni dei moduli di alimentazione lineari (non più necessario per i moduli di
alimentazione del tipo 3).
●
controllare la posizione giusta dei componenti (vedi sezione 6.8.5 da pagina 6 - 17 e sezione 6.8.6 da
pagina 6 - 18)
●
controllare la forza di aspirazione della pellicola (non per i moduli S di alimentazione)
●
controllare il flusso di materiale dei circuiti scheda sia nel trasporto d’entrata che in quello d‘uscita
●
controllare la qualità dei circuiti scheda
●
eseguire un controllo con campioni dei circuiti scheda prima di inserirli nel forno da brasatura
●
rispettare la normativa CE
●
evitare gli errori (vedi sezione 6.7.1 da pagina 6 - 13 e sezione 6.7.2 da pagina 6 - 13)
●
fare attenzione alle indicazioni ed alle segnalazioni di guasti nel dispositivo automatico e se necessario
passarle al preparatore
●
eseguire i lavori di manutenzione specificati nel manuale di istruzioni d‘uso.
6.12 Attrezzi di cui l‘utente deve disporre
Tutti gli utenti dovranno essere muniti degli attrezzi elencati qui a seguito. Vi consigliamo di conservare questi
attrezzi in un contenitore adatto, p.es. un astuccio di cuoio per evitare che il personale possa ferirsi, p.es. con
le pinzette.
Per ogni utente della macchina Vi serviranno:
–
1pinzetta SMD
–
un pennello a setole corte per pulire il tavolo dei componenti
–
un assortimento di piccoli cacciavite a fessura ed a croce
–
una chiave esagonale per moduli di alimentazione lineari e scambiatori di pipette
–
una pinza da taglio per cinghie e materiale da taglio
–
una forbice da taglio (non utilizzate forbici universali o pinze a cesoia)
–
una penna da cancellare o penna in fibra ottica per fiducial di scheda
–
penne idrorepellenti per contrassegnare le tracce
–
detergenti (alcool etilico, detergente per plexiglas, bastoncini d‘ovatta, panni senza peli, scovolini)
–
Inoltre:
–
un aspirapolvere
–
un carrello elevatore per la sostituzione dei tavoli C, vedi sezione 10.3 ’Tavoli CO’, pagina 10 - 11