XP Type II 工程师培训手册 (2.0).pdf.pdf - 第120页
FK-9F98-34 XP T ype II Series T raining T est for Service Engineers Edition 2.0 XP242E – Chapter 3 S t atic Accuracy Me asurement Page 2 of 6 3.2 Perpendicularity of the XY Axes 1. Jig: Perpendicular measurement jig (Z95…
FK-9F98-34 XP Type II Series Training Test for Service Engineers
Edition 2.0 XP242E – Chapter 3 Static Accuracy Measurement Page 1 of 6
Chapter 3 Static Accuracy Measurement
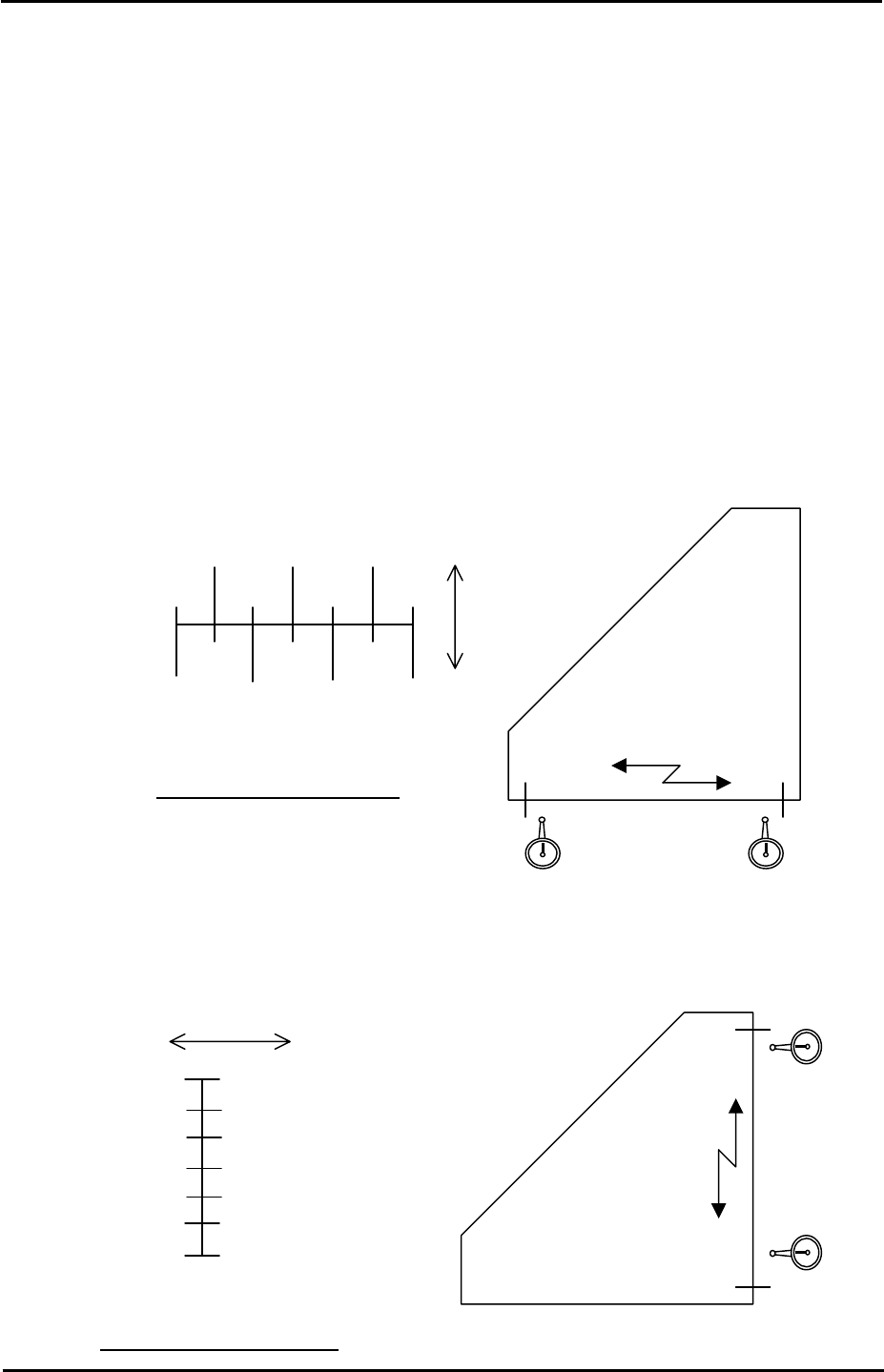
3.1 Straightness of the X/Y Axes
1. Jig: Perpendicular measurement jig Z9531DEPJ0050.
2. Equipment: Lever type dial gauge (0.01mm).
3. Attach the dial gauge to the placement head (an extension bar is necessary).
4. Place the perpendicular measurement jig (Z9531DEPJ0050) on to the main conveyor.
Adjust the jig position so that when running the dial gage along the jig in the X direction,
the 0mm and 300mm point values are both 0 (i.e. the jig is parallel to the X axis).
Movement distance of the X-axis
5. Measure the Y-axis straightness in the same way as the X-axis.
Note: measure in the part placement area of the main conveyor.
0 point
300mm
point
Z9531DEPJ0050
0 0 X-direction
250 150 50
300 200 100 0
( ) ( ) ( )
0 ( ) ( ) 0
+
-
Tolerance: 0.06/300 (mm)
Movement distance of the Y-axis
0 point
300mm
point
Z9531DEPJ0050
0
Y-direction
0
+
-
300
250
100
150
100
50
0
0
( )
( )
( )
( )
( )
0
Tolerance: 0.06/300 (mm)
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
3 – 1 CS Section
FK-9F98-34 XP Type II Series Training Test for Service Engineers
Edition 2.0 XP242E – Chapter 3 Static Accuracy Measurement Page 2 of 6
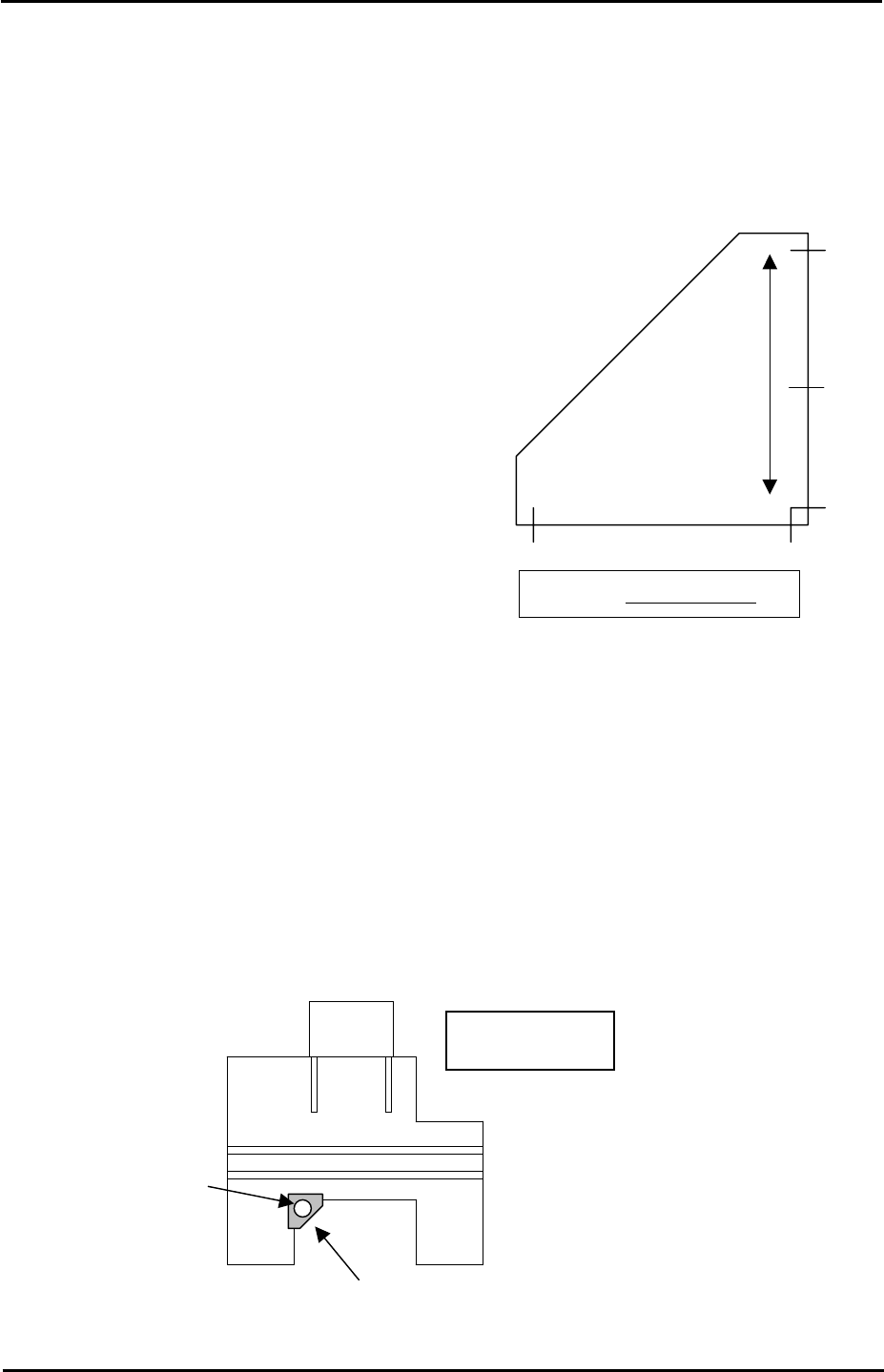
3.2 Perpendicularity of the XY Axes
1. Jig: Perpendicular measurement jig (Z9531DEPJ0050).
2. Equipment: Lever type dial gauge (0.01mm).
Z9531DEPJ0050
300mm
( )
( )
0
0 0
3. Load the perpendicular measurement jig on
the conveyor, and position it so that the X-side
is parallel with the X-axis.
4. With the jig in this position, measure the Y-
direction side. This indicates the Y-axis
orientation which is perpendicular to the X-
axis.
Note: measure in the part placement area of
the main conveyor.
Tolerance 0.06/300 (mm)
3.3 Z-axis Verticality Measurement
1. Jig: Cylindrical jig (Z9531DEPJ0060).
2. Jig: Platform plate jig (Z9531DEPJ1080).
3. Equipment: Lever type dial gauge (0.002mm).
4. Set the platform plate jig as shown in the diagram below. Set the cylindrical jig on the
platform plate jig. Ensure that no dirt, parts, or other foreign matter obstruct the balance
of the jigs.
The top view of
the machine
Set the platform plate jig
(Z9531DEPJ1080) on the left side
corner of the machine front base.
Load the cylindrical
j
ig (Z9531DEPJ0060)
on the perpendicular
measurement jig.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
3 – 2 CS Section
FK-9F98-34 XP Type II Series Training Test for Service Engineers
Edition 2.0 XP242E – Chapter 3 Static Accuracy Measurement Page 3 of 6
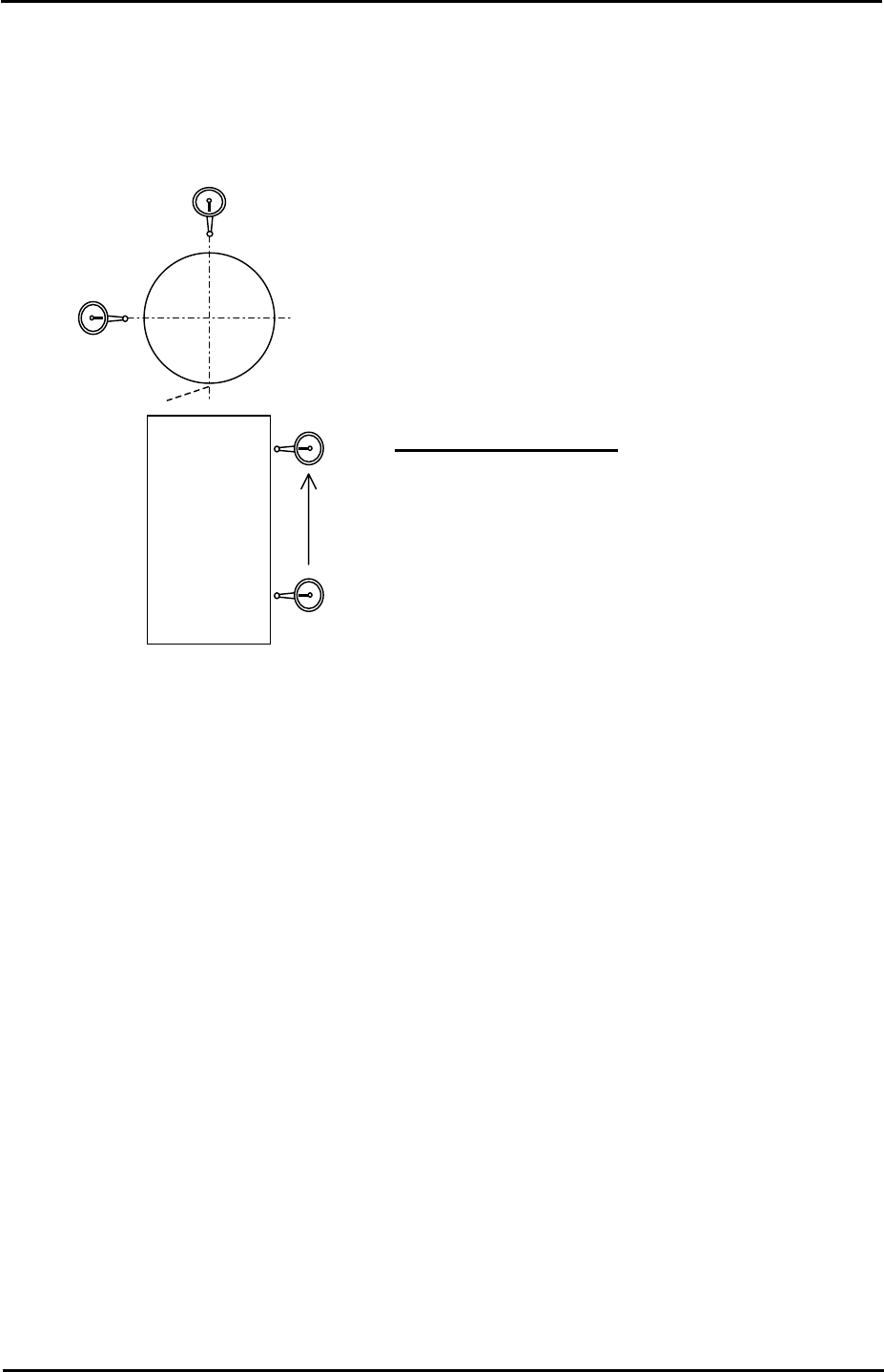
5. Set a mini magnetic dial gauge stand on the placing head at the end of the Z axis spline
shaft. Set the tip of the dial indicator on the most forward part of the cylindrical jig vertical
surface (point C in the diagram below).
C
30mm
Z9531DEPJ0060
0
A
X-direction
Y-direction
Tolerance 0.030 / 30mm
6. Measure the straightness of the Z-axis. The range of measurement is from 2mm above
the minus stopper to 32mm above the minus stopper (a stroke of 30mm).
7. The difference in straightness between these two points should be within 0.03mm.
8. Repeat for the right hand side of the cylindrical jig.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
3 – 3 CS Section