DGS安装SQL2008版 - 第783页
NPM-DGS 程序手册 7.4 供料器装配画面 EJS9AC-MB-07P-03 Page 7-83 在双轨上显示周期 在双轨上,显示每个轨道的周期,以 及每个机器的周期。 显示方法因实装模式、轨道指定而有 所不同。 ① 交替 : 没有指定轨道时 a : 显示各个轨道上的周期。 b : 在两个轨道上生产时,将作为机器周 期而显 示周期的平均。 ② 交替 : 指定了轨道 1 、轨道 2 时 a : 显示各个轨道的周期。没有在轨道指定…
NPM-DGS
程序手册
7.4
供料器装配画面
Page 7-82 EJS9AC-MB-07P-03
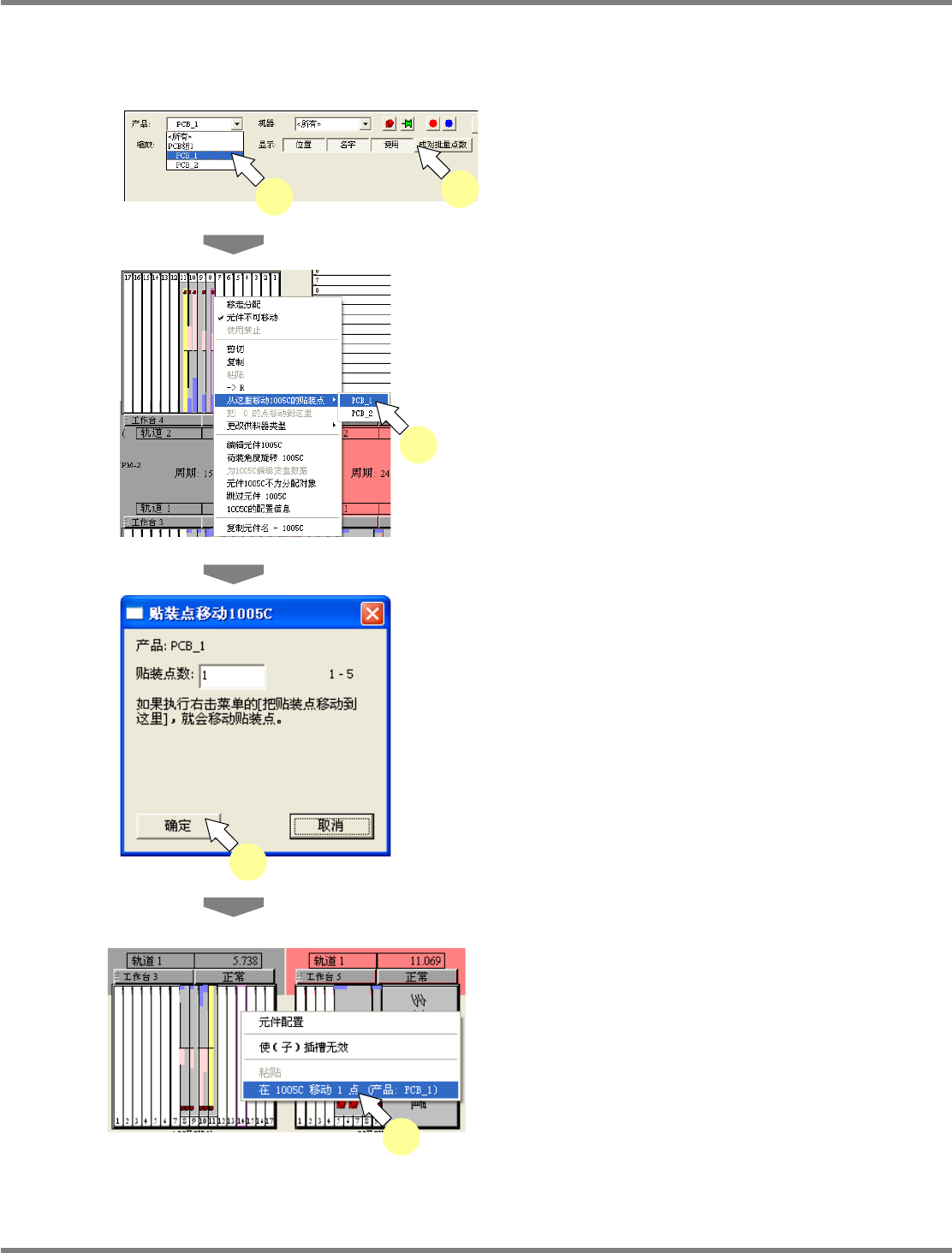
指定成对批量时的贴装点配置情形
当指定了成对批量时,可指定移动目的地的批量后移动贴装点。
1
从
PCB
中选择需要显示的批量后,点
击
[
成对批量点数
]
。
贴装点图表将分别显示显示中的批量与成对批
量。
2
右击想要移动贴装点的元件后,选择
[
从这里移动
XXXX
的贴装点
]
→
[
移动目
的地的基板名
]
。
3
设定移动的贴装点数后,点击
[
确定
]
。
显示在贴装点移动画面上的基板表示移动目的
地的基板。
在
<
最佳化选项
>
画面上,将‘针对多个模式上
的相同元件,由相同供料器供给’有效时,移
动的贴装点数将以模式数的倍数而移动。
4
右击移动目的地插槽后,选择
[
在
XXXX
移动
1
点
(
产品
:
基板
XXXX)]
。
当配置了空插槽或批量相同的元件时,将进行
与通常的贴装点配置相同的动作。
移动到贴装点所选择的基板上。之后的操作,请
进行与
'
■
通常的贴装点配置时
'
相同的模拟动
作。
Project070300S-45C00
3
Project070300S-46C00
4
Project070300S-43C00
1
1
Project070300S-44C00
2
NPM-DGS
程序手册
7.4
供料器装配画面
EJS9AC-MB-07P-03 Page 7-83
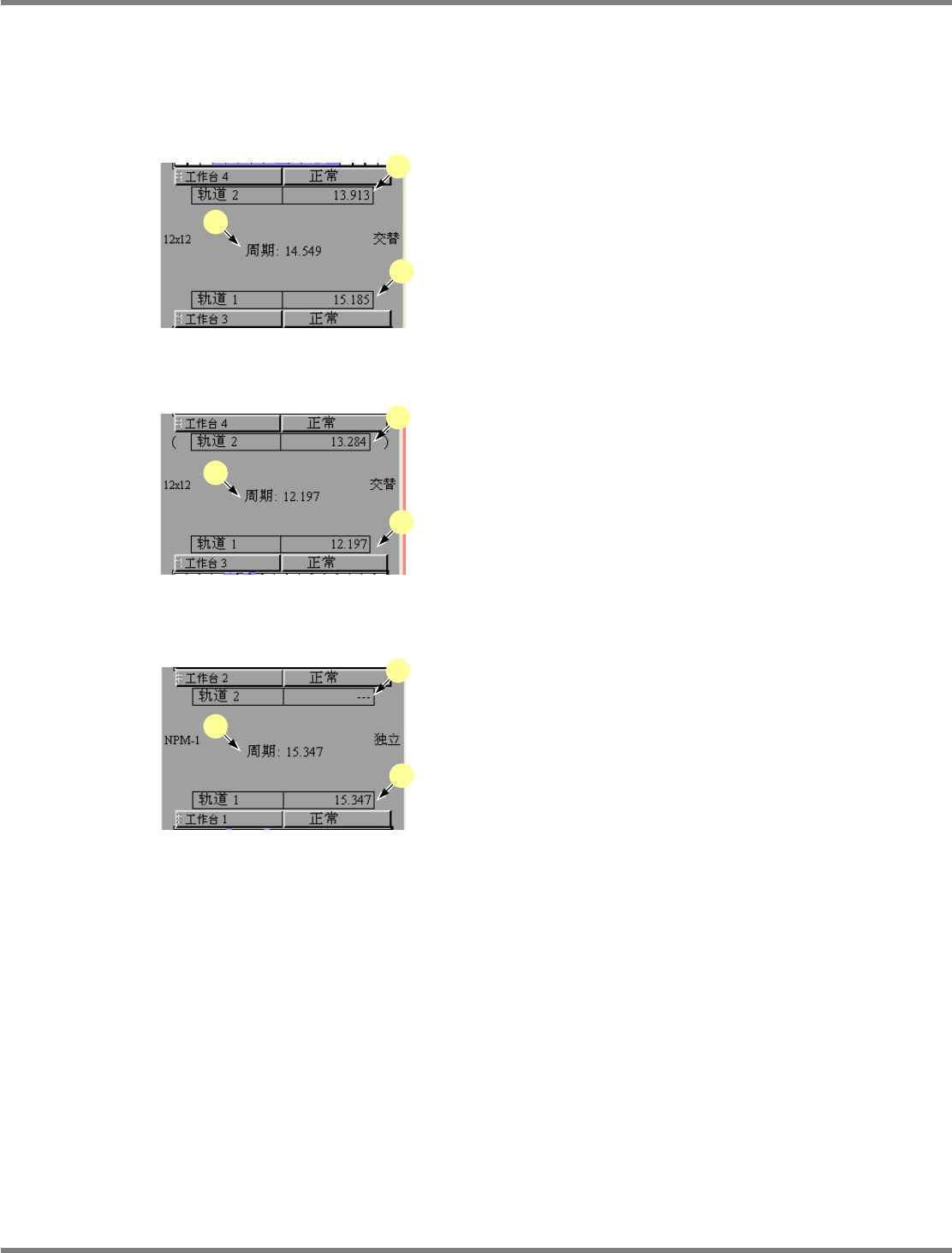
在双轨上显示周期
在双轨上,显示每个轨道的周期,以及每个机器的周期。
显示方法因实装模式、轨道指定而有所不同。
① 交替
:
没有指定轨道时
a :
显示各个轨道上的周期。
b :
在两个轨道上生产时,将作为机器周期而显
示周期的平均。
② 交替
:
指定了轨道
1
、轨道
2
时
a :
显示各个轨道的周期。没有在轨道指定下指
定的轨道,将显示在括弧内。
b :
在轨道指定下,以所指定的轨道进行生产时
的周期,将作为机器的周期而显示出来。
③ 独立、交替
(
前轨道用
)
、交替
(
后轨道用
)
时
a :
显示在轨道指定下,以所指定的轨道进行生
产时的周期。将不显示在轨道指定下,没有
指定轨道的周期。
b :
在轨道指定下,以所指定的轨道进行生产时
的周期,将作为机器的周期而显示出来。
Project070300S-40C00
a
b
a
Project070300S-41C00
a
b
a
Project070300S-42C00
a
b
a
NPM-DGS
程序手册
7.4
供料器装配画面
Page 7-84 EJS9AC-MB-07P-03
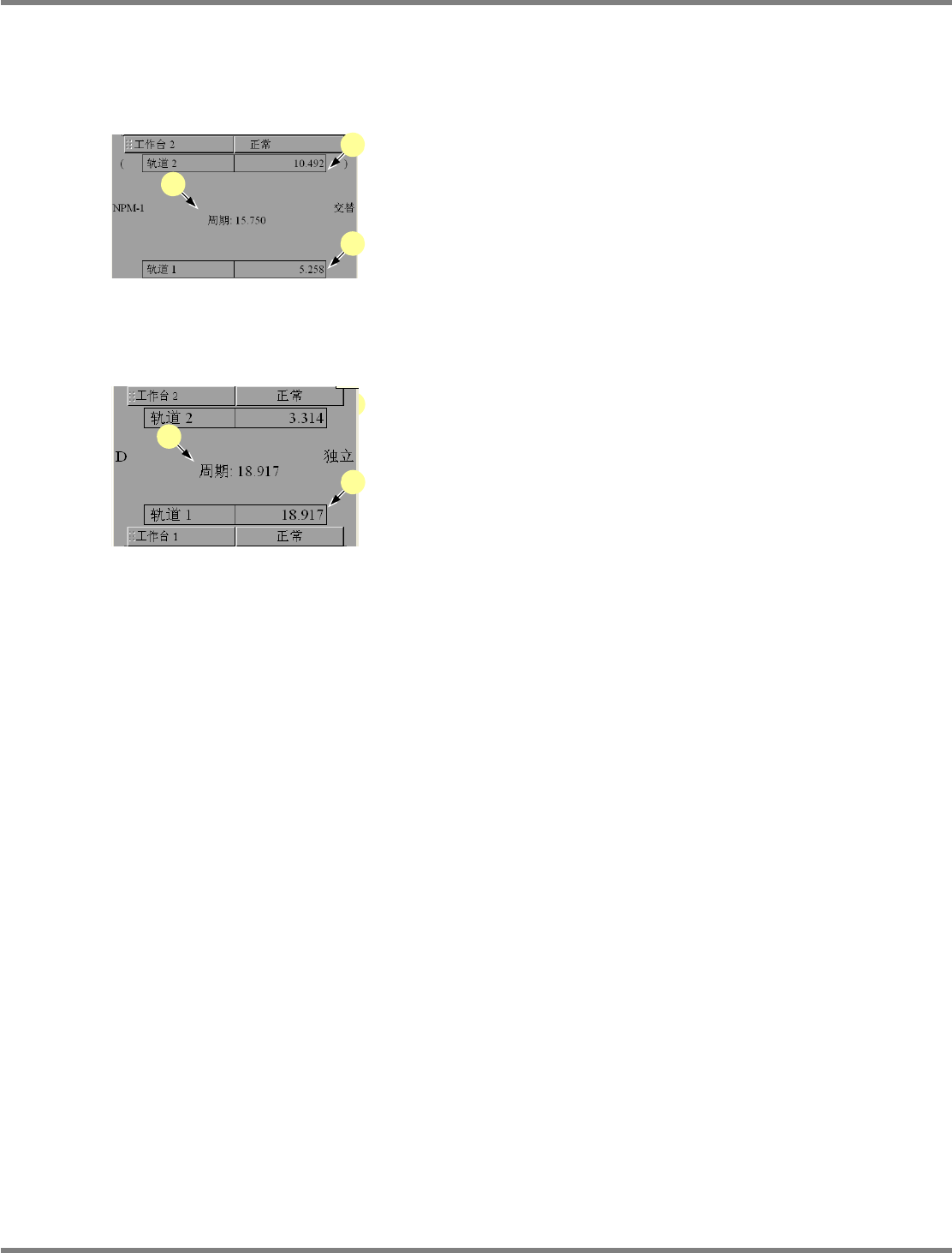
指定成对批量时的周期时间显示
对
PCB
指定了成对批量时,将与双轨道的周期时间显示有所不同。
① 交替
:
指定了轨道
1
、轨道
2
时
a :
显示各轨道的周期时间。没有在轨道指定下
指定的轨道,将以附带括弧的形式显示。
b :
以机器的周期时间显示在两个轨道进行生产
时的周期时间合计。
② 独立、交替
(
前轨道用
)
、交替
(
后轨道用
)
时
a :
显示各轨道的周期时间。
b :
在两个轨道进行生产时的周期时间内,周期
时间大的一方将作为机器的周期时间而显
示。
Project070300S-47C00
a
b
a
a
Project070300S-48C00
b
a