46230811.pdf - 第30页
Page 28 T46230811 Rev . J DH P ositioning System Assembly , Non P/T This Document Supports Assembly 46230811 Rev J CAUTI ON To avoid stripping the aluminum tapped holes, do not over tighten the screws securing the adapte…
Page 27
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
9. Using the locking bracket, rotate each guide wheel bushing adapter
and/or guide wheel with bushing in a clockwise direction, to release
pressure on the rotary disc.
10. Manually position the rotary disc so the FRONT label on the rotary
disc is located at the front of the machine.
11. Align the two .25 inch (6,4mm) locating holes in the rotary disc with
the two .25 inch (6,4mm) locating holes in the top of the X axis frame.
NOTE
The rotary disc is centered between the four guide wheels by applying
equal pressure from all four guide wheels. When adjusting the guide
wheels, adjust in diagonal pairs. Adjust one diagonal pair of guide
wheels, then adjust the other diagonal pair of guide wheels.
CAUTION
The bushing adapters should be tightened counterclockwise. Excessive
force in a clockwise direction could deform the rotary disk.
NOTE
Work with the bushing adapters in pairs. Continuously check the two
locator pin assemblies after each bushing adapter pair adjustment. If the
locator pin assemblies start to resist removal, the bushing adapter has
been adjusted too tight against the rotary disc.
12. Preload all the guide wheel bushing adapters in a counterclockwise
direction to just remove the vertical spacing between the rotary disc
and guide wheels. Check this by physically moving the rotary disc up
and down.
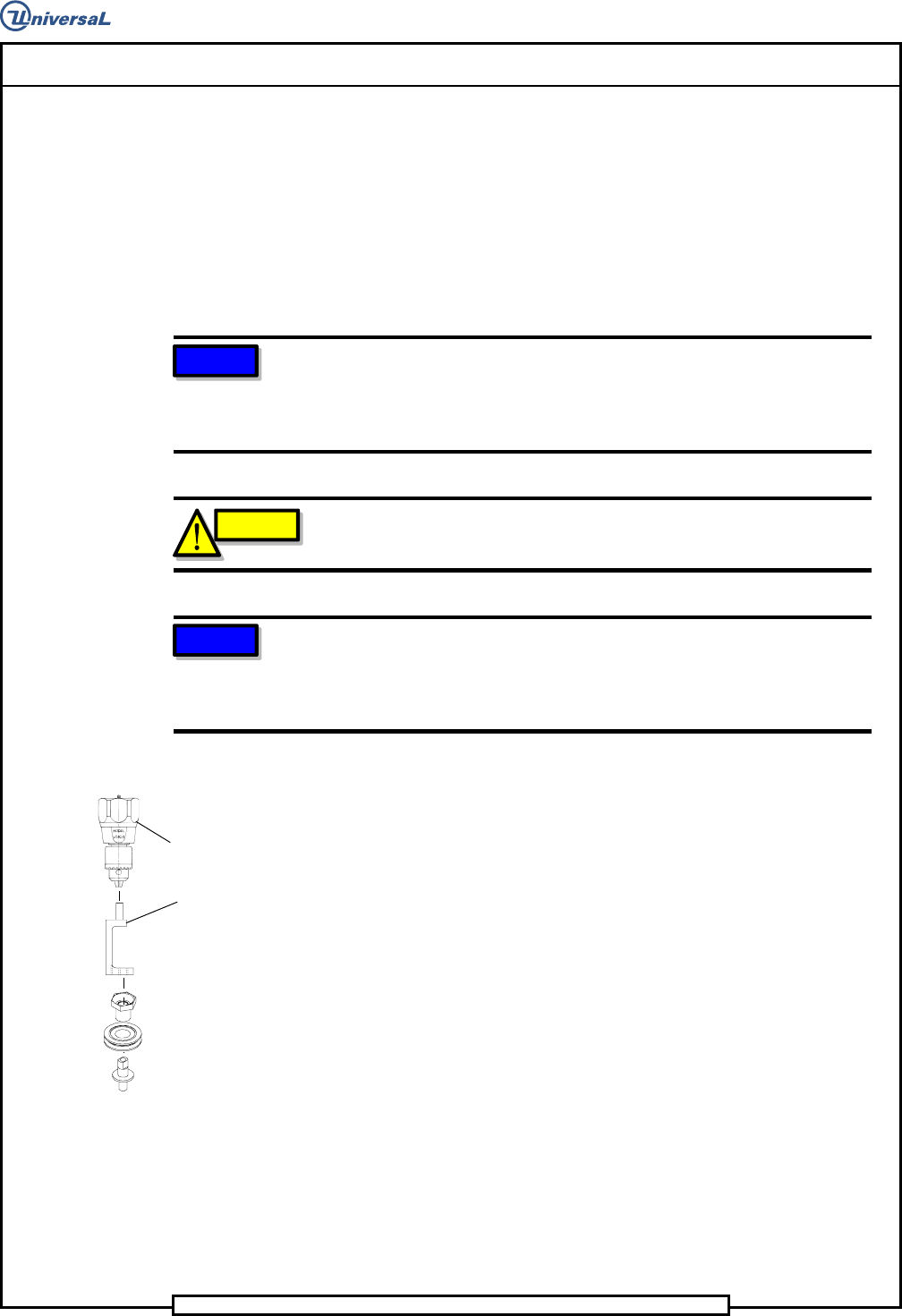
13. Start with the guide wheel mounted on the front left side of the X axis
frame assembly. Align the guide wheel with the rotary disc then adjust
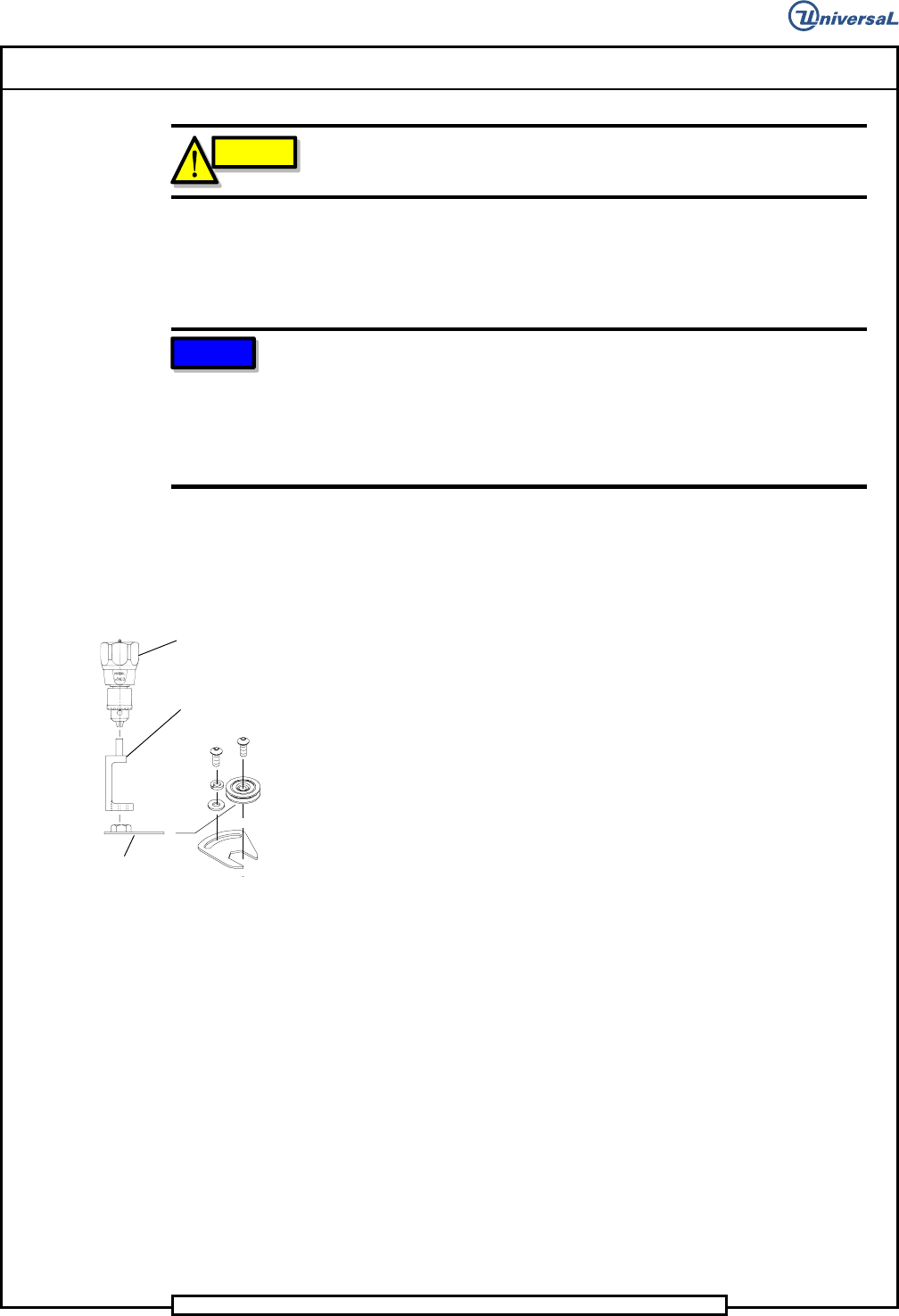
the bushing adapter in a counterclockwise direction. Using the inch/
oz. torque gage and torque adapter (high profile) or inch/oz. torque
gage, torque adapter and wrench (low profile), tighten the bushing
adapter to 14 inch ounces (98,86Nm).
14. While holding the torque gage at 14 inch ounces, tighten the button
head screw to approximately 40 - 45 inch pounds to secure the
adjustment of the bushing adapter.
15. Repeat the adjustment procedure in steps 13 and 14 for the guide
wheel mounted on the rear right side of the X axis frame assembly.
16. Perform steps 13 and 14 for the remaining diagonal pair of guide
wheels.
HIGH PROFILE
TORQUE
GAGE
TORQUE
ADAPTER
Page 28
T46230811 Rev. J DH Positioning System Assembly, Non P/T
This Document Supports Assembly 46230811 Rev J
CAUTION
To avoid stripping the aluminum tapped holes, do not over tighten the
screws securing the adapter bushings.
17. Check the locator pin assemblies. If the locator pins do not slide into
and out of the locator holes, the bushing adapter has been adjusted too
tightly against the rotary disc.
NOTE
Due to the tolerance build up, interference may be felt when inserting and
removing the pins. This is normal and in no way means the table is not
square. If the pins can not be inserted into the holes, the disc is not
square. Some resistance may be encountered when fitting the pins into
the holes, but the resistance should never require the assistance of a
tool to remove the pins from the X axis frame.
18. Remove the locator pins and rotate the rotary disc one full revolution
to settle in the guide wheels.
19. Reinsert the locator pins into the locator holes and check that the
locator pins slide into and out of the holes. If they do not, repeat steps
9 through 18 until the locator pins fit properly.
20. Install the four stop blocks on the rotary disc assembly.
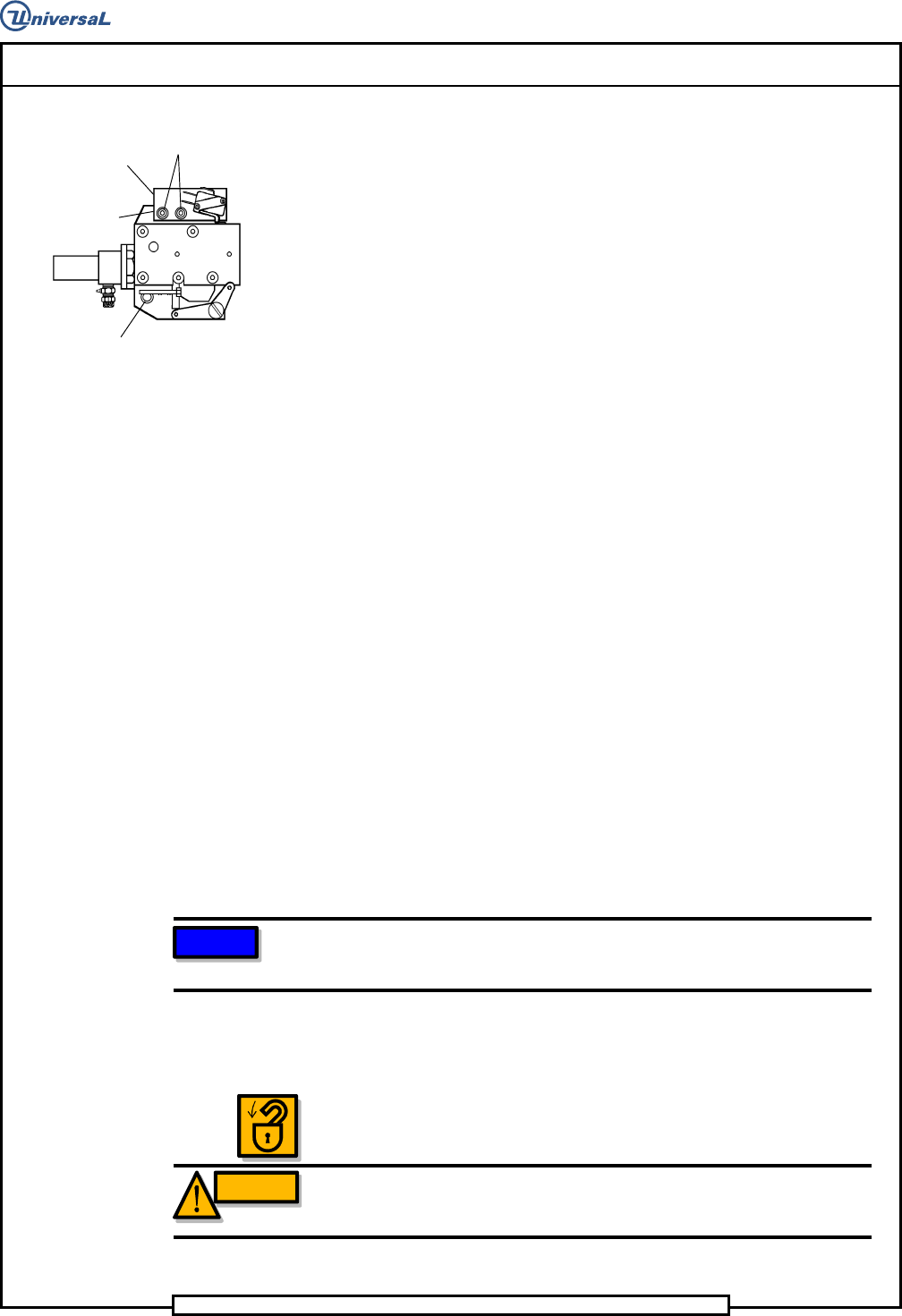
21. Remove the screws that secure the switch bracket on the lock assembly
and remove the switch bracket.
22. Loosen the socket head cap screws shown that secure the lock
assembly to allow adjustment of the lock assembly.
23. Insert the locator pins into the locator holes.
24. Manually move the lock assembly until the locator pins slide with
even force into the alignment holes.
25. In a diagonal pattern, tighten the socket head cap screws which secure
the lock assembly, 1/8 of one revolution per screw until the screws are
fully tightened.
26. With the locator pins removed, disengage the stop block from the lock
assembly then turn the rotary disc to securely engage the rotary disc
stop block into the lock assembly.
27. Check the locator pins to ensure they slide into and out of the locator
holes.
28. If the locator pins do not slide into and out of the locator holes, repeat
steps 22 through 27 until they fit properly.
LOW PROFILE
WRENCH
TORQUE
ADAPTER
TORQUE
GAGE
Page 29
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
SOCKET
SOCKET
HEAD
CAP
SWITCH
Rotary Disk Lock
SOCKET
29. Replace the switch and bracket on the lock assembly and secure it in
position with the socket head cap screws.
30. Adjust the switch on the lock assembly so the switch actuator is
depressed.
31. Reposition the rotary disc drive assembly stop plate and secure it in
place with the socket head cap screws. Ensure the rotary disc is
centered in the V-groove of the rotary disc drive assembly drive wheel.
32. Check the locator pins to ensure they slide into and out of the locator
holes.
33. Remove the locator pins from the rotary table locator holes.
34. Ensure the locking brackets do not extend over the rotary disc then
tighten the button head cap screws securing each locking bracket in
position.
35. Replace any covers and/or assembly components that were removed to
allow access to the guide wheel assemblies.
X and Y Axes Gear Belt Tension Adjustment
Procedure
X - Y Axes gear belts transfer motion from the motor assembly to the ball
screw unit which in turn moves the X or Y axis table positioning the printed
circuit board for component insertion. Due to the high degree of accuracy
required for component insertion and the speed between insertions, gear
belts must be kept at optimum tension. If the gear belt tension is too loose,
table over travel and therefore component misinsertion results. If the gear
belt tension is to tight, excessive gear belt and bearing wear results.
This procedure is applicable to gear belt replacement and gear belt stretch
resulting from machine operation.
NOTE
Reset gear belt tension after 150 hours of machine operation. New belts
stretch due to machine operation.
Gear Belt Tension Adjustment
1. Power down the machine and perform Lockout/Tagout according to
local procedures.
WARNING
The machine must be powered down and the local Lockout/Tagout
procedure performed to ensure personal safety during this procedure.