RX-7R_使用说明书.pdf - 第343页
第 4 章 操作篇 4- 11. 编辑生产程 序 250 前工程最大贴片元件高度(前工 序已贴片最大元件高度 )的说明 RX-7 通过对 前工序中已贴 片的元件高度 进行设定,使 Z 轴的高度从较低位置变 为较高位置, 同时实现 了在较低位置的 节拍性能(高 速生产)以及 在较高位置 的灵活性(通用 性)。 高速贴片头,在 生产时的元件 吸取及识别 ・ 贴片时的 Z 轴的高度有 3 种模 式 (Z = 1 mm 、 Z = 2 mm…
第 4 章 操作篇
4-11. 编辑生产程序
249
4
项目名称
说明
台架类型 选择要使用的台架类型。
•
EF: 电动送料器 EF 系列用台架
•
RF: 电动送料器 RF 系列用台架
电动台架(RF)的附件使用
条件
设定对于 RF 台架是否使用附件。
•
「未使用」:不使用安装了附件的 EF 系列送料器。
•
「使用」:使用安装了附件的 EF 系列送料器。
设定为「未使用」时,如果存在 EF 系列送料器,将会发生错误无法生
产。
(注意) 生产支援系统尽管有「标准(仅配置 44mm 以上的 ETF)」的设
定,但由于 RX-7 不对应 44mm 送料器,因此将显示「未使用」。
电动台架(RF)的 E 8mm D
使用条件
设定对于 RF 台架是否配置 E 8mm D。
•
「未使用」:不使用 E 8mm D。
•
「使用」:使用 E 8mmD。
设定为「未使用」时,如果存在 E 8mm D,将会发生错误无法生产。
吸嘴资源列表 选择[吸嘴] 选项卡时,在 0~999 的范围内指定各吸嘴名称的吸嘴最大
数量。
如果指定为 0,该吸嘴将不被使用。
初始值设定为 999。
供料器资源列表 在[送料器]选项卡被选择的情况下,于 0~9999 的范围内对 RX-7 中可以
使用的每种送料器的最大个数进行指定。
如果指定为 0,该供料器将不被使用。
初始值设定为 9999。
(注意)元件的外形尺寸为 0402 尺寸(0.4mm×0.2mm)的相关元件,不能
使用双供料器(E 8mm D)。由于要固定使用单供料器(E 8mm S 或 RF
8mm),因此要使用 0402 尺寸的元件时,必须将 E 8mm S 或 RF 8mm 的最
大数量设定为 1 以上。
作为初始值保存 将[吸嘴资源]列表、或[供料器]列表中设定的当前值保存为初始值。
刚启动软件或在触摸共通面板的[新规作成](新建)时,[吸嘴资源]、
或[供料器]的最多个数中将显示保存的值。
恢复初始值 将吸嘴资源数、或供料器资源数的最多个数恢复为触摸[作为初始值保
存]时的值。
第 4 章 操作篇
4-11. 编辑生产程序
250
前工程最大贴片元件高度(前工序已贴片最大元件高度)的说明
RX-7 通过对前工序中已贴片的元件高度进行设定,使 Z 轴的高度从较低位置变为较高位置,同时实现
了在较低位置的节拍性能(高速生产)以及在较高位置的灵活性(通用性)。
高速贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 3 种模式(Z = 1 mm、Z = 2 mm、Z
= 4 mm)。各模式分别具有以下特征。
① Z = 0 mm :
要进行高度~ 0.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 0.5 mm 以下的元件不会接触时,可将 Z 轴设定为 0mm。
② Z = 2 mm :
要进行高度~ 2.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 2.0 mm 以下的元件不会接触时,可将 Z 轴设定为 2mm。
③ Z = 4 mm :
要进行高度~ 3.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 3.0 mm 以下的元件不会接触时,可将 Z 轴设定为 4mm。
通用贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 2 种模式(Z = 7 mm、Z = 16 mm)。
各模式分别具有以下特征。
① Z = 7 mm :
要进行高度~ 6.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 6.0 mm 以下的元件不会接触时,可将 Z 轴设定为 7mm。
② Z = 16 mm :
要进行高度~10.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不
会接触,或吸取的元件与已贴片的高度 10.5mm 以下的元件不会接触时,可将 Z 轴设定为 16mm。
例如,使用通用贴片头,元件高度 6mm 的元件要按照①Z = 7 mm 的高度进行吸取・识别・贴片,8 mm
的元件要按照②Z = 16 mm 的高度进行吸取・识别・贴片。如果基板上已贴有超过 6mm 的元件时,为
了避免与已贴片的元件接触,即使元件高度
6mm 的元件,也要按照②Z = 16 mm 的高度进行吸取・识
别・贴片。(由于 H 轴的行程会变大,生产节拍也会降到①以下。)
1 块基板生产完成时,会退回到前工序已贴片的元件高度 Z 轴的初始高度位置。
双通道生产,如若前侧通道贴装了按初始高度有可能发生接触元件的基板,则应使 Z 轴的高度上升到
可(不接触)通过的高度后,才开始后侧通道的生产。
第 4 章 操作篇
4-11. 编辑生产程序
251
4
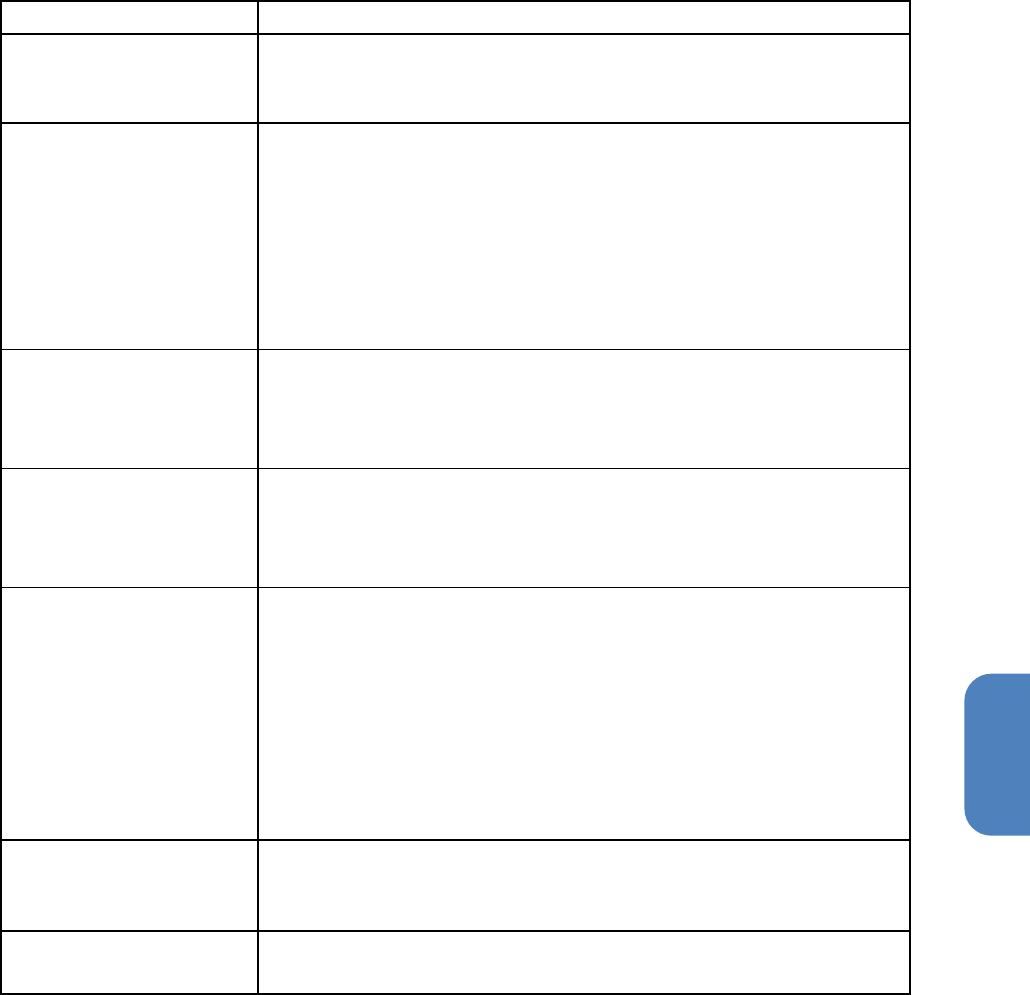
通用贴片头的 Z 轴高度移动示例(1)
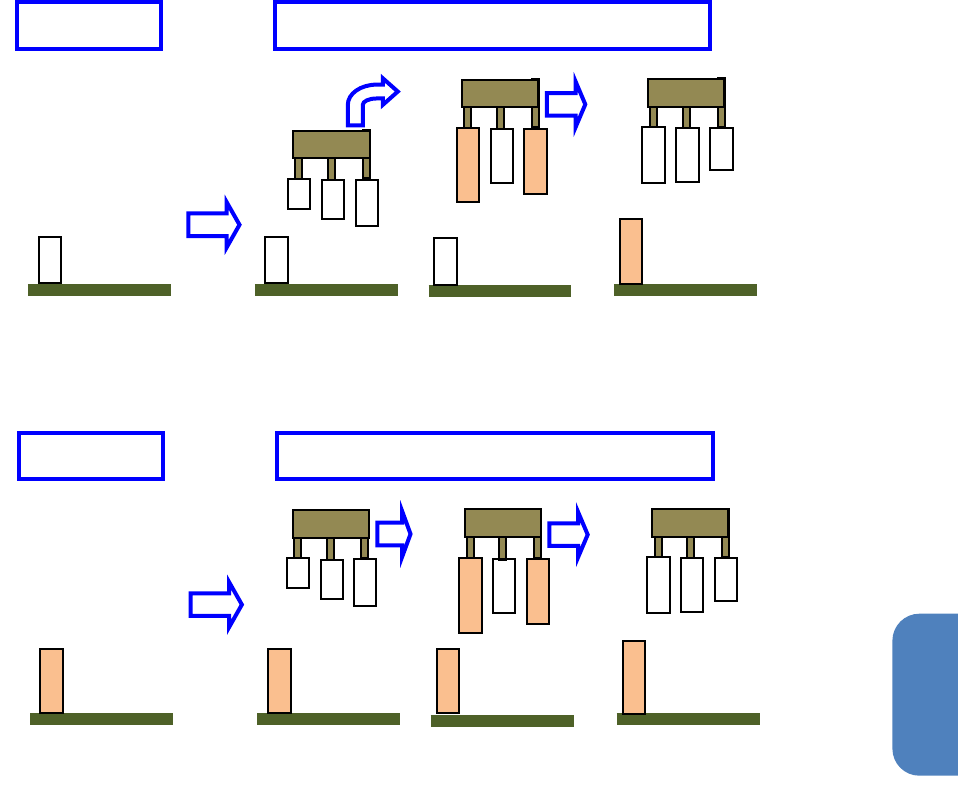
通用贴片头的 Z 轴高度的移动示例(2)
RX-7
3
①
Z = 7
mm
4
6
前工序
6
6
已贴片的元件高度
6 mm 以下
通用
5
②
Z = 16
mm
5
4
8
通用
8
②
Z = 16
mm
5
7
6
通用
6 mm 以下按照
①的高度吸取贴片
超过 6 mm 按照
②的高度吸取贴片
超过 6 mm 已贴片按
照②的高度吸取贴片
已贴片的元件高度
超过 6 mm
由于前工序超过 6 mm 的元件已贴片,
因此要按照②的高度吸取贴片
RX-7
前工序
②
Z = 16
mm
②
Z = 16
mm
9
5
5
4
通用
②
Z = 16
mm
9
5
7
通用
8
8
8
3
4
6
通用