RX-7R_使用说明书.pdf - 第608页
第 4 章 操作篇 4- 18. 识别镀锡印 刷补偿贴片位 置功能(选购 项) 515 4 4- 18 - 8. 生产 安排时的警告显示 在[顶部菜单] - [ 安排 ] - [支援准备 ]画面 中,进行切换到 使用焊锡标记 的生产程序。 如果 标记 设定已 正确 ,即会完成正常的 生产 程序 切换。 在未安装识 别焊锡印刷补偿 贴片位置的(有偿 )选购项的 装置中,切换到使 用焊锡标记的 生产 程序 时, 将显示错误提示 信息,切…
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
514
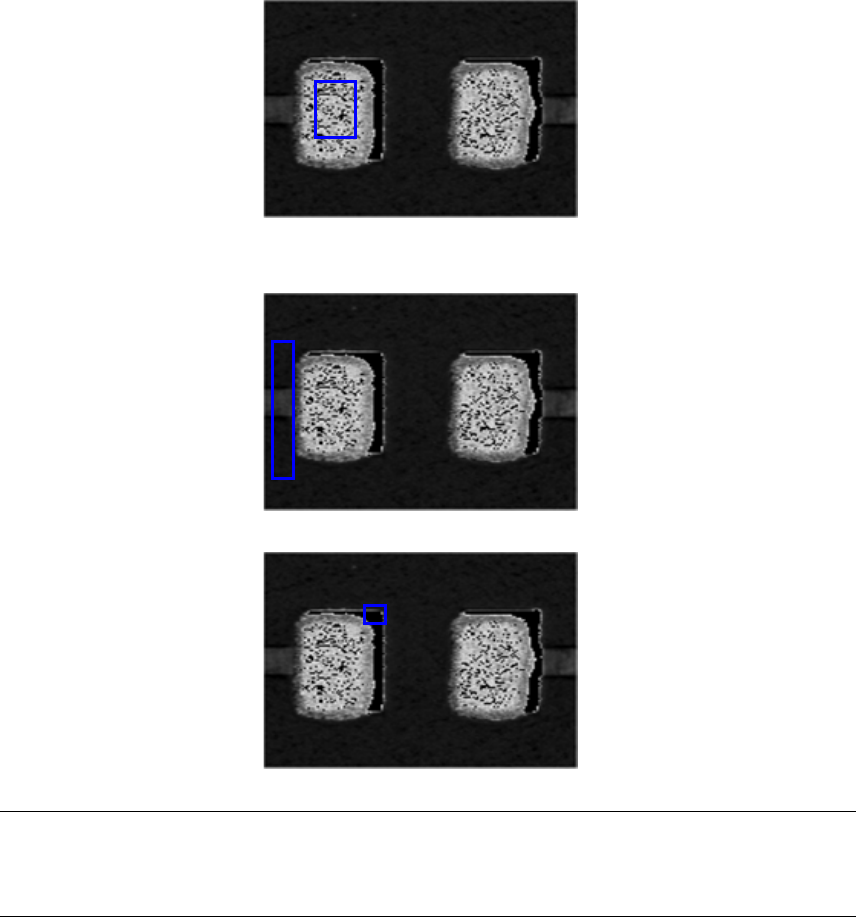
(1) 指定焊锡位置(蓝框为测量位置)
(2) 指定基板(蓝框为测量位置)
(3) 指定垫片(焊盘 Pad)(蓝框为测量位置)
Tips
在执行调整参数过程中触摸 [STOP] 按钮时,即中止自动调整。
如果垫片(焊盘 Pad)位置不能设定,可省略垫片(焊盘 Pad)位置,进行参数调整。
焊锡识别确认
在[焊锡识别的条件设置] 对话框中触摸 [识别执行] 按钮时,即按照设定的参数进行焊锡识别。焊锡
识别结果图像将在 OCC 监视器中显示。如果识别不稳定时,请重新设定识别条件。
焊锡标记正常识别完成后,触摸[保存并结束] 按钮,关闭 [焊锡识别的条件设置] 对话框。
如果正在对自动生产中的生产程序进行示教,使用[保存并结束] 按钮,对各种示教画面中所设定的有
关内容,生产程序会自动更新。
如果不是自动生产过程中(安排未实施时),触摸[编辑生产程序] 各画面的共通面板上的 [储存文件]
按钮,通过将编辑结果反映到生产程序中进行确定。

第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
515
4
4-18-8. 生产
安排时的警告显示
在[顶部菜单]-[安排] - [支援准备]画面中,进行切换到使用焊锡标记的生产程序。如果标记
设定已正确,即会完成正常的生产程序切换。
在未安装识别焊锡印刷补偿贴片位置的(有偿)选购项的装置中,切换到使用焊锡标记的生产程序时,
将显示错误提示信息,切换会失败。
第 4 章 操作篇
4-18. 识别镀锡印刷补偿贴片位置功能(选购项)
516
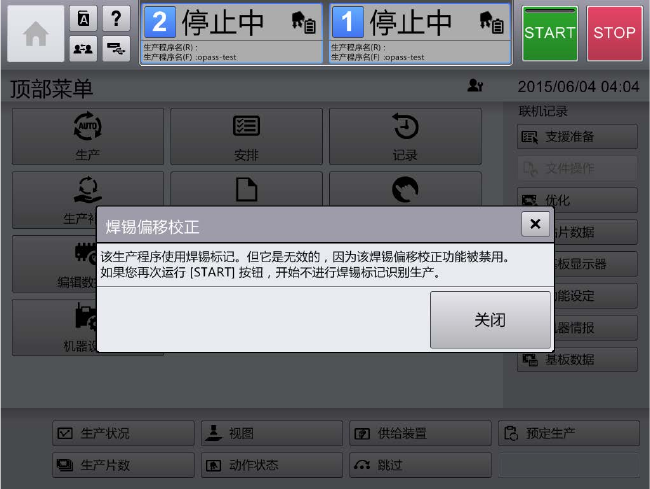
生产开始时的警告显示
在[顶部菜单]-[机器设置] - [功能设定]画面中,在将识别焊锡印刷补偿贴片位置设定为 OFF
的状态下,载入使用焊锡识别的生产程序,按下 [START] 按钮后,在自动生产开始前会显示以下的警
告提示信息。在显示此提示信息的状态下,通过再次按 [START] 按钮,尽管可以强制开始生产,但不
会进行焊锡识别,而是使用与焊锡标记相关的基准 BOC 标记,进行贴片位置补正。
自动生产顺序
焊锡标记识别在焊锡标记基准 BOC 标记的识别后实施。
自动生产的流程主要顺序如下。
(1) 基板搬入
(2) 基板定位
(3) BOC 标记识别(包含基准 BOC 标记)
(4) 焊锡标记识别
(5) 元件贴片
(6) 基板搬出
焊锡标记识别的重试识别
在焊锡标记识别过程中发生了识别错误时,可根据焊锡标记的重试条件(照明级别 1~5、以及 2 值化
阈值 1~5)的设定,进行最多 5 次标记识别重试。
如果照明级别 1~5 的设定值为 0,则不进行重试识别。
※与已有的标记识别重试处理相同。