RX-7R_使用说明书.pdf - 第645页
第 4 章 操作篇 4- 19. I FS - NX 的使用(选 项) 552 (9) 在 [ 手动基板序 号输入 ] 对 话框 中,如果 基板 代码的位置 偏移,进行微调 动作 操作 后,有时通 过进行 [ 再识别执行 ] 可识别成功。 识别 成功 时结果将输出到 [ 基板序号 ] 中, [ 基板 序号设定 ] 按钮 会变 为有效。按 [ 基板 序号设定 ] ,会将对象 基板 代码的读取 结果通知 IFS 服务 器,变 为可按 [ST…
第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
551
4
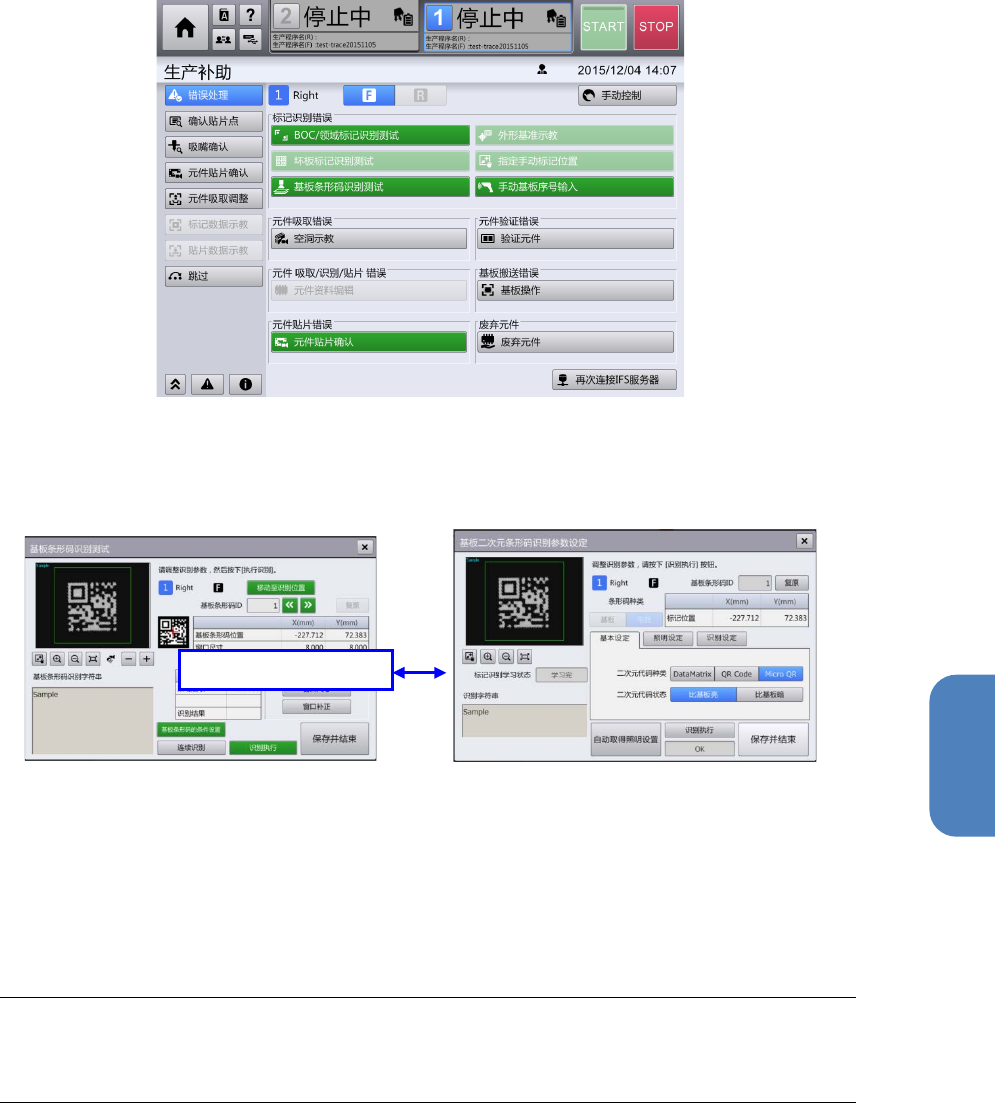
(6) 触摸[错误处理] 画面的 [基板条形码识别测试] 按钮,即显示[基板条形码识别测试] 对话框。然
后触摸[基板条形码识别测试] 对话框的 [基板条形码条件设定] 按钮后,将显示[基板 2 次元条形
码识别条件设定] 对话框,可对发生识别错误的基板代码调整识别参数。
(7) 在[基板条形码识别测试] 对话框或 [基板二次元条形码识别参数设定] 对话框中进行识别参数调整
后,再次按[START] 按钮,会对识别错误的基板代码进行重新识别。正常进行识别后,会继续生产
动作。发生识别错误时,将再次显示[报警] 对话框停止生产。
(8) 触摸[错误处理] 画面的 [手动基板序号输入] 按钮,将显示[手动基板序号输入] 对话框。发生识
别错误的基板条形码会显示在 OCC 摄像机的监视器上,显示基板条形码 ID、电路 ID、位置补正用的
BOC ID 信息。
注意
在[手动基板序号输入] 对话框中的基板条形码手动输入操作,仅在机器设置的 [基板条形码
读取不良时的手动输入功能] 被设定为 ON 时,才能显示。
基板代码条件设定

第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
552
(9) 在[手动基板序号输入] 对话框中,如果基板代码的位置偏移,进行微调动作操作后,有时通过进行
[再识别执行] 可识别成功。识别成功时结果将输出到 [基板序号] 中,[基板序号设定] 按钮会变
为有效。按[基板序号设定] ,会将对象基板代码的读取结果通知 IFS 服务器,变为可按[START] 按
钮继续生产的状态。
(10) 如果在装置侧不能进行再识别,可使用手持式终端读取基板代码。使用手持式终端进行基板代码读
取后,读取结果会通知 IFS 服务器,并通知装置端。读取的基板代码结果将被输出到 [基板序号],
[基板序号设定] 按钮会变为有效。按[基板序号设定] ,会将对象基板代码的读取结果通知 IFS 服
务器,变为可按[START] 按钮继续生产的状态。
(11)如果通过手持式终端也不能读取,选择[基板序号] 的文本栏会显示软键盘,可手动输入任意字符串。
编辑[基板序号] 后,[基板序号设定] 按钮会变为有效。按[基板序号设定] ,会将对象基板代码的
读取结果通知 IFS 服务器,变为可按[START] 按钮继续生产的状态。
(12) 如果机器选项的 [发生条形码识别错误时,跳过电路]
被设定为 ON,电路代码识别中发生错误时,
将继续生产,但不会进行该电路的元件贴片。
对于长尺寸基板的制约
对于长尺寸基板,不附带电路的基板条形码(基板全体 1 个 2 次元条形码)仅在上游单元识别。下流
单元会将上游单元的识别结果通知 IFS 服务器。
对于电路条形码,如果在上游单元有要贴片的元件,电路条形码必须位于在上游单元中可识别的位置。
如果在下流单元的生产中停止,解除了基板夹紧,重新开始生产时不会进行基板条形码的识别,需使
用手持式终端识别,或通过手动输入通知基板条形码。如果在下流单元也存在不能识别的位置,需使
用 OCC 进行识别。
第 4 章 操作篇
4-19. IFS-NX 的使用(选项)
553
4
4-19-10. 接缝传感器
关于接缝传感器选购项
RF 系列供料器可选择接缝传感器选购项。
接缝传感器通过光传感器对供料器链轮孔填塞的状态进行检测。
RF 系列供料器自动对有无接缝传感器、将故障状态保留在供料器内部、装置可否使用接缝传感器进行
判断。
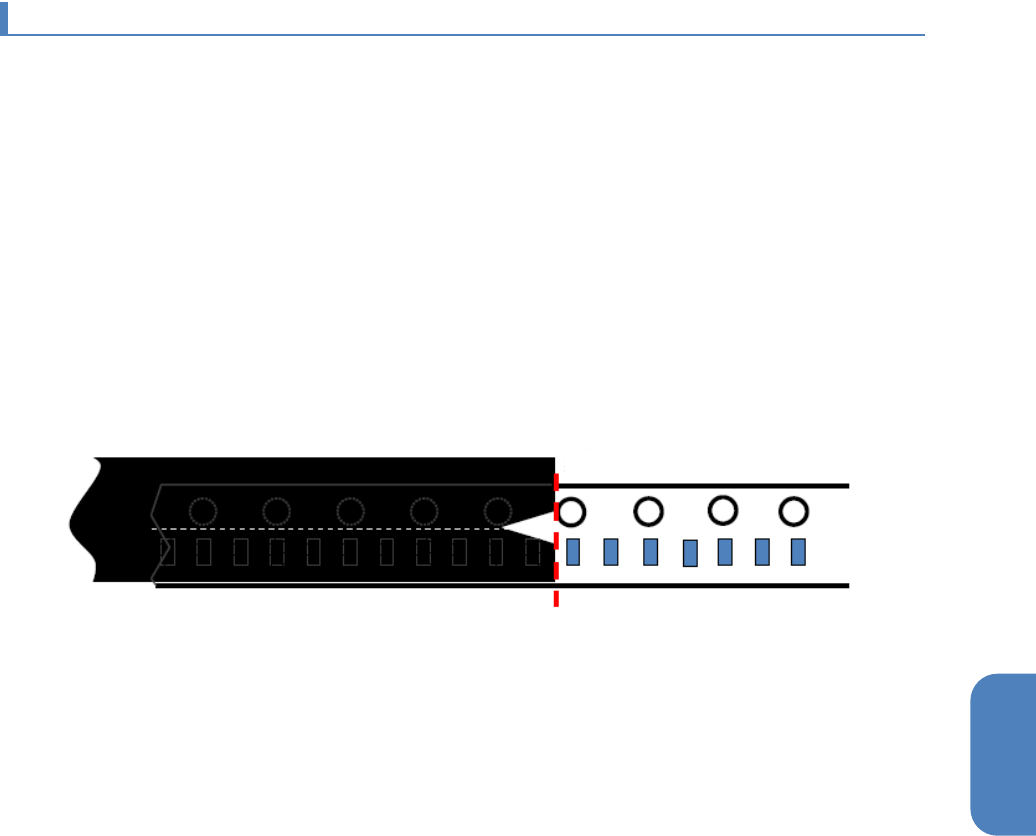
搭接料带的粘贴方法
请务必使用本公司指定的搭接料带。
供料器检测到搭接料带后,在通过 5 个链轮孔后,即视为有接缝。
搭接料带粘贴方法请按以下所示进行粘贴「覆盖前元件的 5 个传送孔,使第 6 个孔位于搭接料带的前
端」。
关于接缝前后的空穴
如果机器设置「不要空洞前后接缝带(接缝前后不要有空洞)」设定为 OFF,请务必在接缝前后制作 1
个以上的空穴。如果接缝前后没有空穴,将发生错误并停止。这是为了防止因搭接料带的粘贴偏差而
导致接缝误检测的措施。
最大空穴数可在元件数据库的「最大空穴数」中设定。如果超过最大空穴数,连续发生了吸取错误时,
将作为元件用完处理。
如果机器设置「不要空洞前后接缝带(接缝前后不要有空洞)」设定为 ON,即使接缝前后没有空穴也
不会发生错误。若有空穴时,将作为吸取错误计数。这时由于供料器将以通过 5 个链轮孔的位置无条
件地判断为接缝,请务必按照指示粘贴搭接料带。
进给间距 2mm 以下元件以专用工具切断料带时是在料槽的位置上被切断。由于切断位置变成了空穴,
故要在机器设置中设定作成空穴。因为切断位置的空穴无法判断是新旧卷轴的哪一方,所以必须在这
一空穴之外于新卷轴和旧卷轴上至少各生成 1 个空穴。这样合计需要 3 个以上的空穴,所以在元件数
据库中设定的“最大空穴数”要设定为 2 以上的数字。