CU9L19C610_SS-Feeder_Users_C-SS供料器用户操作手册.pdf - 第29页
1-15 1 S S 1.6.2 弹簧片的安装 下面,介绍安装弹簧片的方法。 1 提起压料盖。 将前端压料扣边向上提起边向前拉开之后,提起压 料盖。 2 安装弹簧片。 1. 将弹簧片装入送料器的走带槽中。 2. 对准弹簧片的螺孔与走带槽中的螺孔之后,用 精密十字螺丝刀拧紧固定螺钉 (1 颗 ) 固定弹簧 片。 y 拧紧扭矩 : 20N • cm 3 确认弹簧片的安装状态。 确认弹簧片的顶面比走带面高出 1mm 左右。 4 固定压料盖。…
1-14
1
S
S
3
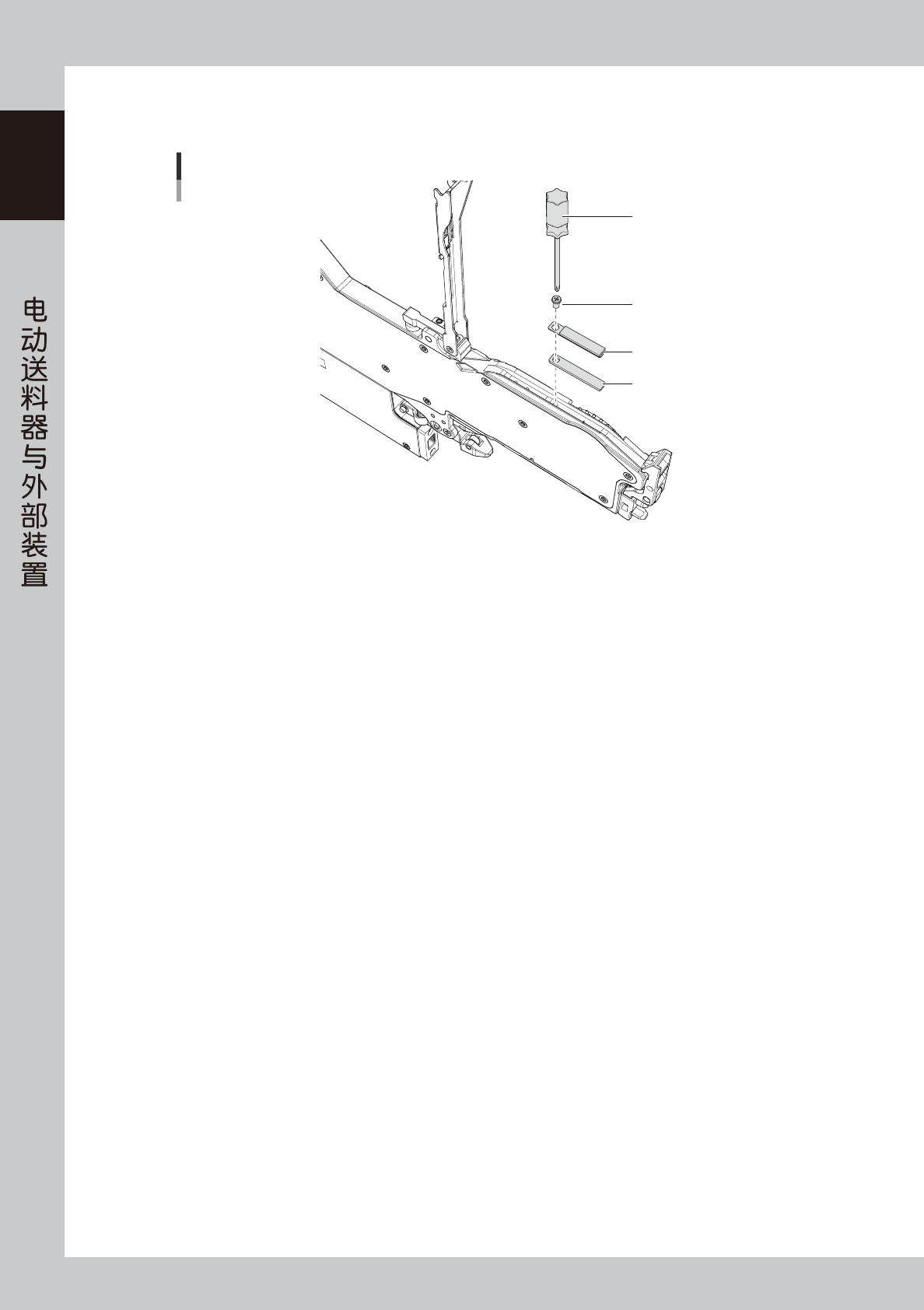
安装磁块。
将根据载带的厚度选择的底板与基础磁块装入走带槽,并用精密十字螺丝刀拧紧固定螺钉 (1 颗 ) 进行固定。
安装磁块
基础磁块
底板
固定螺钉 (1颗)
精密十字螺丝刀
65115-9L-00
4
固定压料盖。
向上提起并向前拉开前端压料扣之后,按下压料盖,使前端压料扣固定住压料盖。
1-15
1
S
S
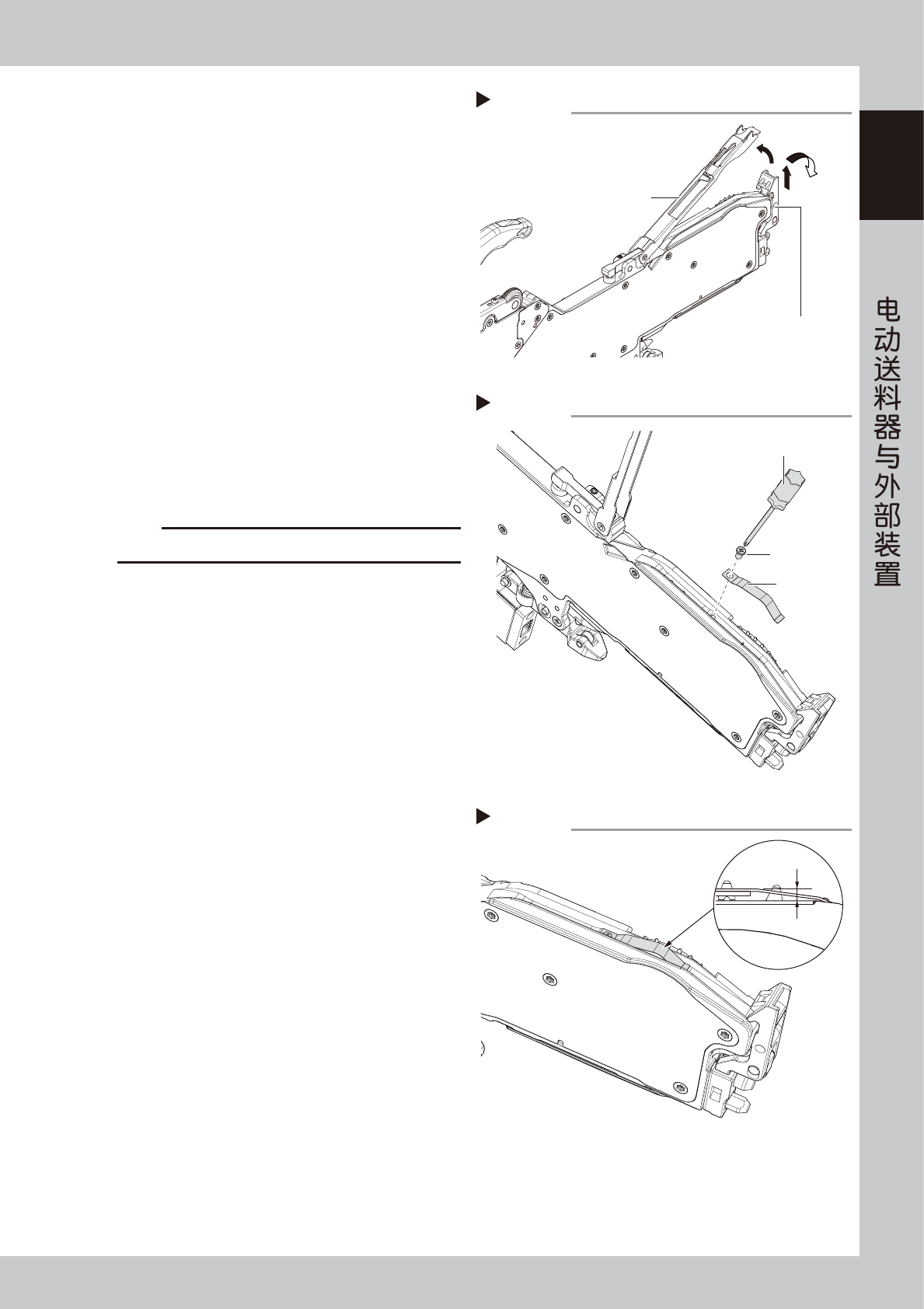
1.6.2 弹簧片的安装
下面,介绍安装弹簧片的方法。
1
提起压料盖。
将前端压料扣边向上提起边向前拉开之后,提起压
料盖。
2
安装弹簧片。
1. 将弹簧片装入送料器的走带槽中。
2. 对准弹簧片的螺孔与走带槽中的螺孔之后,用
精密十字螺丝刀拧紧固定螺钉 (1 颗 ) 固定弹簧
片。
y
拧紧扭矩 :20N
•
cm
3
确认弹簧片的安装状态。
确认弹簧片的顶面比走带面高出 1mm 左右。
4
固定压料盖。
向上提起并向前拉开前端压料扣之后,按下压料盖,
使前端压料扣固定住压料盖。
c
注意
已变形的弹簧片,请勿使用。
提起压料盖
Step 1
前端压料扣
压料盖
65116-9L-00
安装弹簧片
Step 2
弹簧片
固定螺钉 (1颗)
精密十字螺丝刀
65117-9L-00
确认弹簧片的安装状态
Step 3
约1mm
65118-9L-00
1-16
1
S
S
2. SS 电动送料器用外部装置
SS 电动送料器 ( 简称“送料器”) 用的外部装置有上料台、离线上料台、一次性换料车 ( 简称“料车”) 与料车用电源。
上料台与离线上料台 :将带装元件安装在送料器中并设定送料间距时使用。
一次性换料车 :将装好了带装元件的送料器安装在一次性换料车上,以料车为单位更换元件。
料车用电源 :安装在一次性换料车上,给送料器安装带装元件时供给电源。
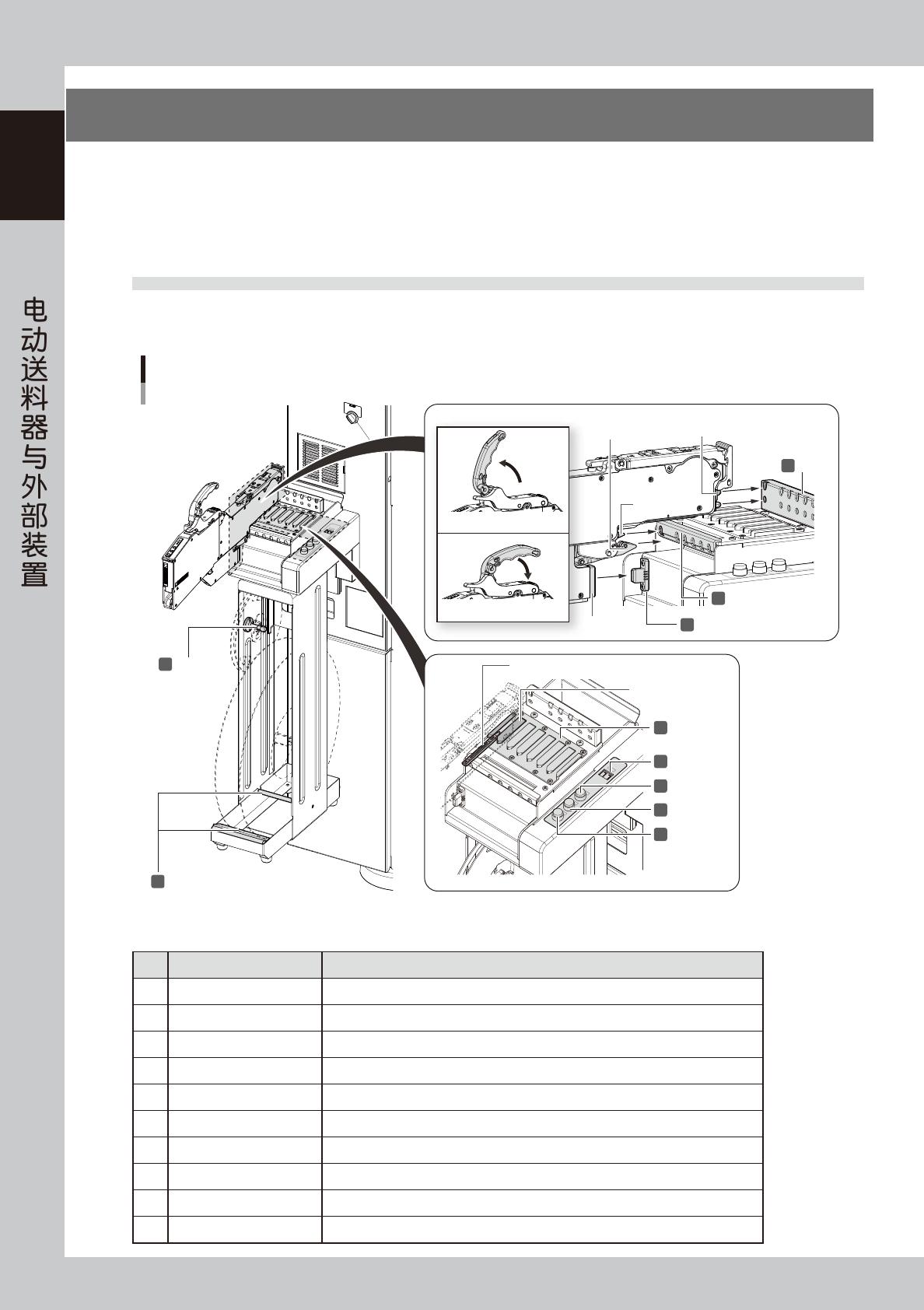
2.1 上料台
上料台安装在贴片机的正面左侧与背面左侧。在上料台上给送料器安装带装元件并设定送料间距。料带盘托架可
以放置料带盘。根据贴片机的机型不同,上料台的形状会有所不同,但功能都相同。
1
握着手柄杆插入送料器
松开手柄杆固定送料器
上料台
以YSM20用为例
挡板
前端固定块
锁定杆
板卡连接器
手柄杆
1
电源、信号用连接器
3
锁定板
2
送料器架
4
13、15英寸料带盘用托架
10
显示窗
5
[UP] 按钮
6
[DOWN] 按钮
7
[SET] 按钮
8
送料器的导条
导轨
7英寸用
料带盘托架
9
65119-9L-10
■ 名称与功能
名称 功能
1 挡板 将送料器的前端固定块插入当板的定位孔中进行固定。
2 锁定板 将送料器的固定销插入锁定板,并用锁定杆固定送料器。
3 电源、信号用连接器 将送料器安装在上料台上时,给送料器供电与传送信号。
4 送料器架 将送料器底部的导条对准送料器架上导轨与导轨之间的导槽插入,防止送料器上浮。
5 显示窗 显示带装元件的送料间距、送料器的状态 ( 错误代码 )。
6 [UP] 按钮 调大送料间距。
7 [DOWN] 按钮 调小送料间距。
8 [SET] 按钮 设定调好的送料间距。
9 7 英寸用料带盘托架 放置 7 英寸的料带盘。
10 13、15 英寸料带盘用托架 放置 13、15 英寸料带盘。