KE-2050R_OPE.pdf - 第184页
第 4 章 生产 程序制作 ④ 托盘厚度 输入包括元件在内的托盘下底面到上底面的高度 T 。 ⑤ 供给装置 从“托架”、“ D TS ”、“ MTC/MTS ”中选择供给装置。 ⑥ 元件供给角度 输入托盘上的元件包装方式相对于 JUKI 的元件供给角度 0 °的角度。 元件的横、纵信息将影响贴片角度。 详细内容请参见 4-3-5-2-2 的 5) 元件供给角度。 4) 散件的输入方法 图 4-3- 15 元件数据 ( 散件 ) ① 类型…
第 4 章 生产程序制作
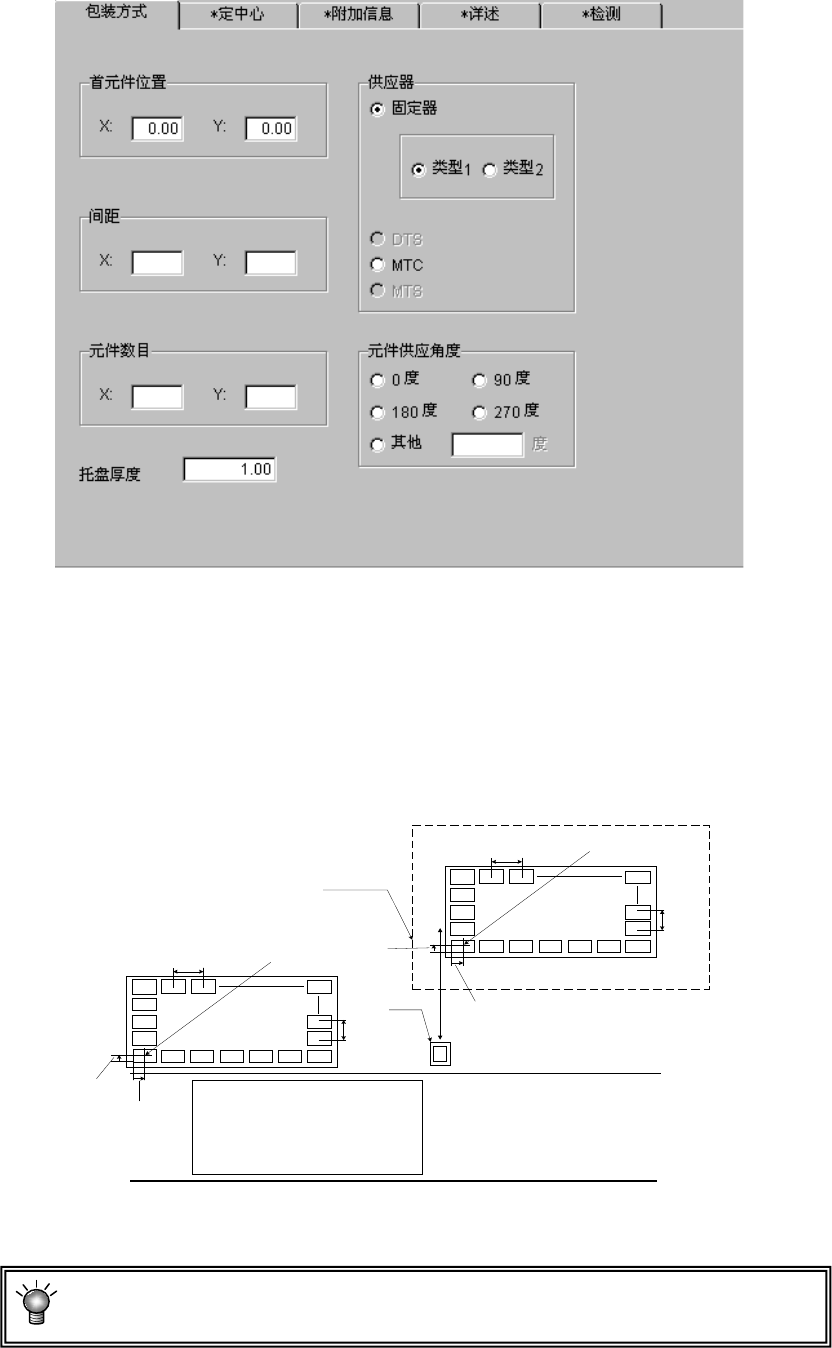
3) 托盘的输入方法
图 4-3-13 元件数(托盘)
① 首元件位置
输入从托盘外形到首元件的中心位置的距离(X、Y)。
② 间距
输入元件的间距(间距X、间距Y)。
③ 元件数
输入横向、纵向的元件数(Xn、Yn)。
图 4-3-14 托盘的元件间距、元件数
由首元件位置、间距、元件数来决定吸取坐标的初始值。请输入正确的值。
Yn
Yn
Xn
Xn
托盘支架、DTS、MTS、(TR5)
间距X
首元件
梭子
间距X
首元件
元件前头位置XY
MTC
间距元件先头
位置XY
间距元件
先头
间距Y
间距元件先头位置
基板
机械前面
传送路
4-36
第 4 章 生产程序制作
④ 托盘厚度
输入包括元件在内的托盘下底面到上底面的高度T。
⑤ 供给装置
从“托架”、“DTS”、“MTC/MTS”中选择供给装置。
⑥ 元件供给角度
输入托盘上的元件包装方式相对于JUKI的元件供给角度0°的角度。
元件的横、纵信息将影响贴片角度。
详细内容请参见4-3-5-2-2的5)元件供给角度。
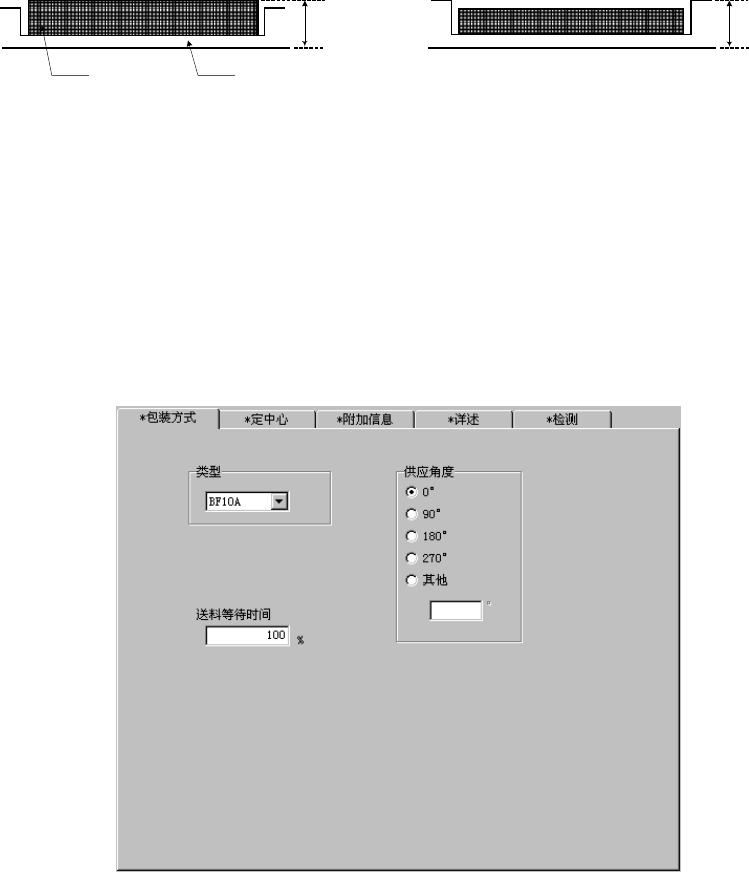
4) 散件的输入方法
图 4-3-15 元件数据(散件)
① 类型
设置散件送料器的类型。
② 送料等待时间
用百分比设置从上一个元件吸取完成后到吸取下一个元件之间的等待时间(根据各送料器
型号设置的值)相对于实际等待时间的比例。
初始值为100%。
③ 元件供给角度
输入管状送料器上的元件包装方式相对于JUKI的元件供给角度0°的角度。
详细内容请参见4-3-5-2-2的5)元件供给角度。
元件
托盘
情形1
情形2
T T
4-37
第 4 章 生产程序制作
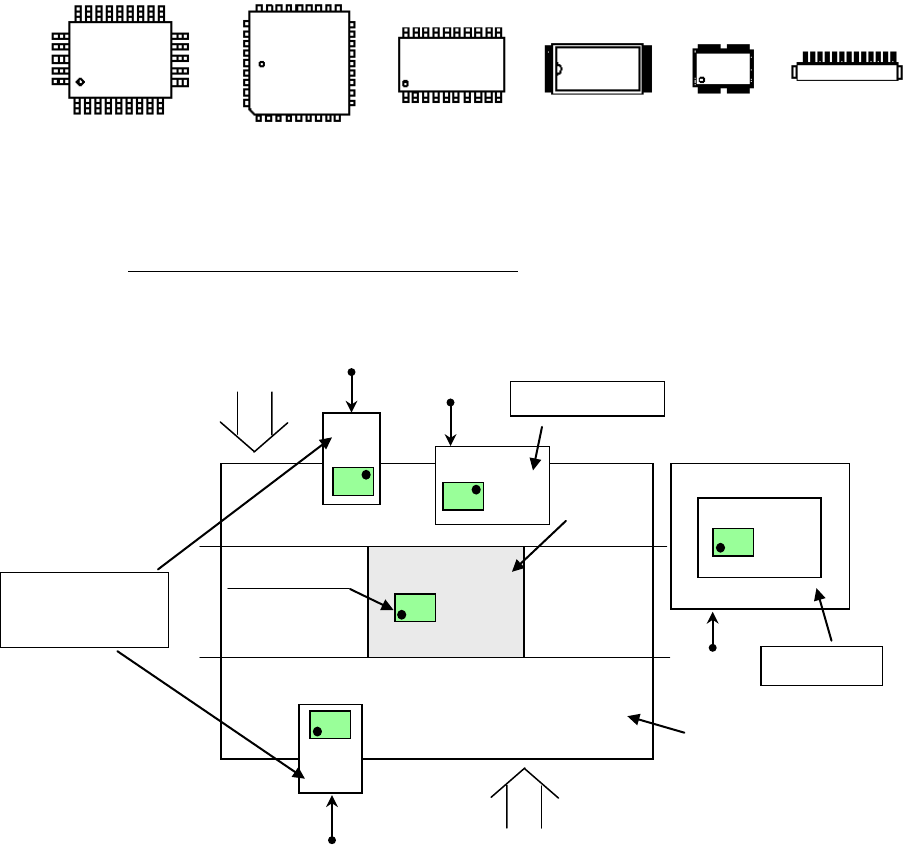
5) 元件供给角度
该设置是为了消除本贴片机规定的元件供给角度与实际供给元件的供给角度的差。
<帮您理解>
① 贴片角度
本装置以“贴片元件的姿态”为基准来定义元件的角度。
贴片角度=0 度(当贴片数据中“角度”设置为 0 度时)的状态如下图。
(按各元件种类定义)
注意) 根据生产基板的规格,当 CAD 数据的贴片角度定义与本装置的贴片角度定义不一
致时,需要变更 CAD 数据的贴片角度。
QFP QFP(PLCC) SOP TSOP-1 TSOP-2 连接器
图 4-3-16 贴片角度为 0°
② 元件供给角度
当“元件供给角度=0 度、贴片角度=0
度”时,为了获得如上图的贴片结果,要求元件
的供给方向应如下图所示。
(标明元件种类=SOP)
后侧
托盘支架,DTS
基板
贴片机
MTC/MTS
贴片角度
0°
带式送料器
杆式送料器
前侧
4-38