KE-2050R_OPE.pdf - 第324页
第 5 章 其它 功能 5-2-2-2 生产 ( 显示 ) 设定生产时的画面显示等。 图 5- 6 生产时的显示选项 序号 . 项目 内容 状态 运行及详细内容 1 放大显示基板生产数量 设置是否用大字显示生产运行中的基 板数量。 用大字来显示生产运行中已生产的基 板数量。 2 倒计基板生产数量 设 置 剩余生产基板数量的显示方法。 显示剩余的预计生产数量。 显示实际生产数量。 3 累计基板生产数量 设置生产基板数量的更新方法。 只要不…
第 5 章 其它功能
5-2 操作选项
5-2-1 概要
对制作程序、或生产时的运行条件等进行设定。
操作选项中可设定的项目列表如下。
5-2-2 详细设定项目
从主画面的菜单栏中选择[选项]/[操作选项],显示操作选项的设定画面。
操作选项由7项构成,点击画面上方的标签可切换各项目。
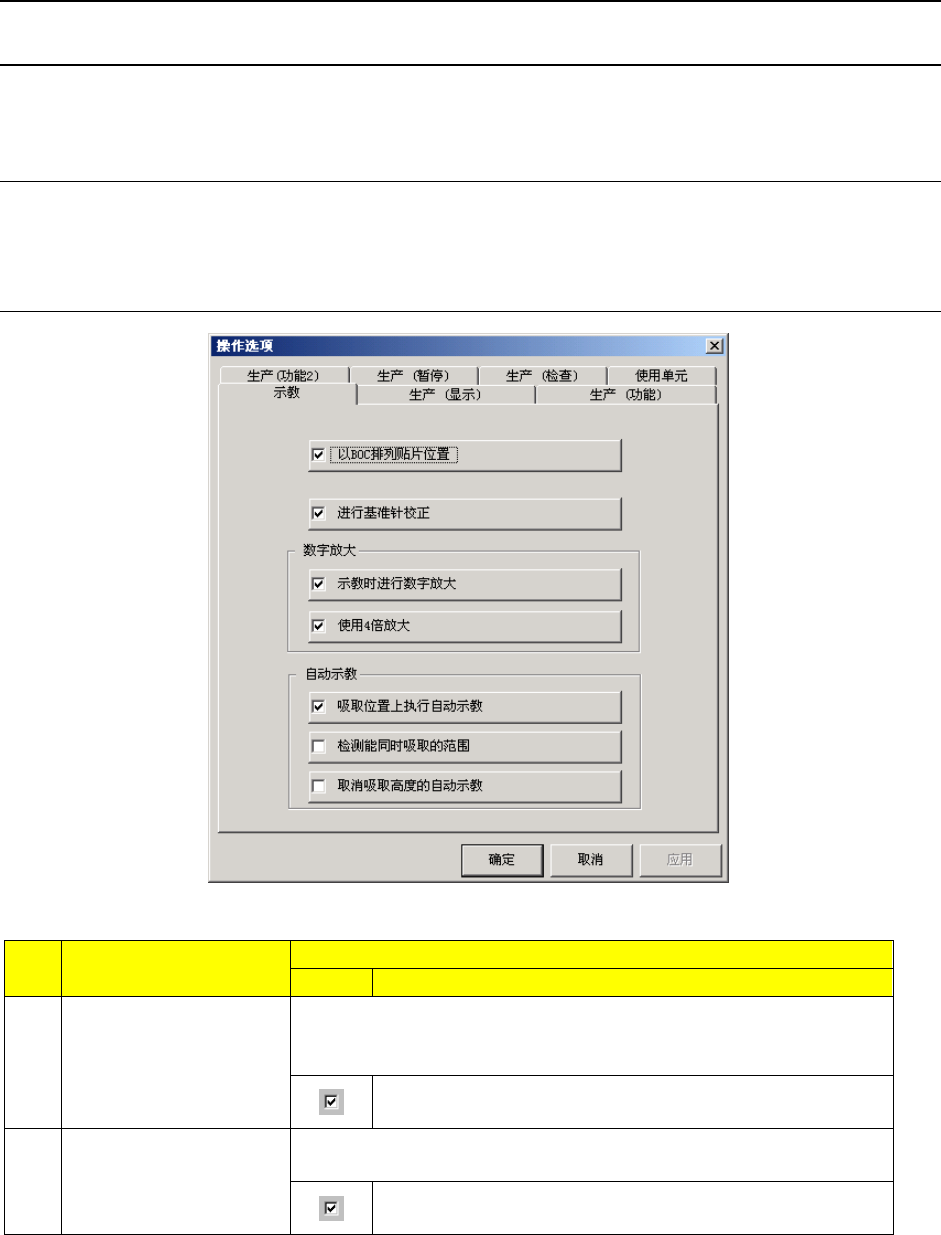
5-2-2-1 示教
图 5-5 示教选项
序
号
项目
内容
状态 动作及详细内容
1 以 BOC 排列贴片位置
对于在数据编辑中示教贴片位置时是否要以 BOC 排列贴片位置 (执
行 BOC 标记识别、内部校正)进行设置。
通常为选中状态(设置为“进行”)。
示教贴片位置时,经 BOC 校正移动至坐标获得值后,执行
反校正。因此,可对基板示教正确的贴片位置坐标。
2 进行基准针校正
当基板数据的定位方式采用孔基准时,对是否需要根据基准针与附
属针之间的倾斜度进行贴片位置校正进行设置。
基板数据的定位方式为孔基准时,根据基准针和附属针之
间的倾斜度校正贴片位置。
※注
※注:在机器设置中,只有正确的输入基准针和附属针的坐标,才能正确地进行校正。
5-33
第 5 章 其它功能
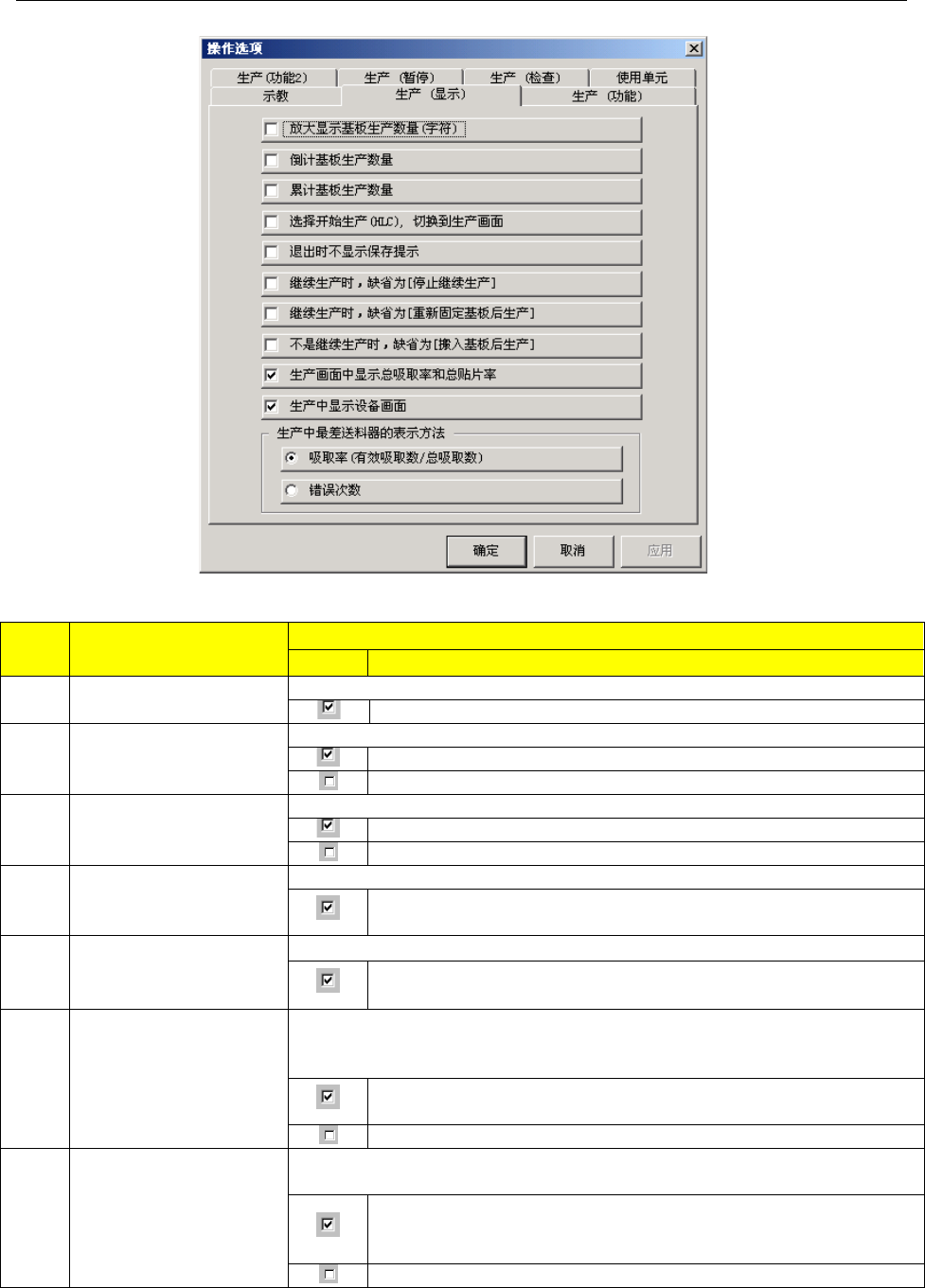
5-2-2-2 生产(显示)
设定生产时的画面显示等。
图 5-6 生产时的显示选项
序号.
项目
内容
状态 运行及详细内容
1
放大显示基板生产数量
设置是否用大字显示生产运行中的基板数量。
用大字来显示生产运行中已生产的基板数量。
2
倒计基板生产数量
设置剩余生产基板数量的显示方法。
显示剩余的预计生产数量。
显示实际生产数量。
3
累计基板生产数量
设置生产基板数量的更新方法。
只要不清除生产管理信息,便可累计实际数量。(显示总数量)
实际数量在按<START>开关时被清除为零。
4
选择开始生产(HLC),切
换到生产画面
设置 HLC 生产开始时自动切换画面。
在初始(桌面)画面上从 HLC 开始基板生产时下载 HLC 生产程序数
据,自动切换为生产条件(基板生产)画面。
5
退出时不显示保存提示
设置退出生产条件画面时,是否显示保存设定生产程序提示。
退出生产画面时,不显示保存生产程序的提示。
此时,生产程序不被自动保存。
6
继续生产时,缺省为「停
止继续生产」
对生产过程中停止后按<START>重新起动时显示的生产开始前处理画面(有
继续生产文件时)上,是显示
“继续生产”、还是“停止继续生产”设置默
认值。
在生产过程中停止后按<START>
重新起动时是“继续生产”、还是“停
止继续生产”两者中,默认值为“停止继续生产”。
设置为“继续生产”。
7
继续生产时,缺省为「重
新固定基板后生产」
对生产开始前画面显示有继续生产文件时的生产运行设置默认值:可设置为
“基板搬入后生产”、或“重新固定基板后生产”。
当生产过程中停止、按<START>重新起动、画面显示“搬入基板后
生产”和“重新固定基板后生产”2 个项目时,默认值为“重新固
定基板后生产”。
“搬入基板后生产”。
5-34
第 5 章 其它功能
8
不是继续生产时,缺省为
「搬入基板后生产」
生产开始前的对话框不是继续生产时,可设置默认操作动作为[搬入基板后
生产],或[重新固定基板后生产]。
执行[搬入基板后生产]。
执行[重新固定基板后生产]。
9
生产画面中显示总吸取
率和总贴装率
设置是否在生产中画面上显示 [总吸取率] 和 [总贴装率]。
显示 [总吸取率] 和 [总贴装率] 。
不显示 [总吸取率] 和 [总贴装率] 。
10
生产中显示设备画面
设置在生产过程中显示设备状态画面。
显示生产设备状态画面。
不显示生产设备状态画面。
11
生产中最差送料器的表
示方法 吸取率
(有效吸取数 / 总吸取
数)
设置生产执行时最差送料器在画面上的显示方法。
根据 有效吸取数 / 总吸取数 计算出吸取率,显示吸取率最差的
三个送料器。
生产中最差送料器的表
示方法 错误次数
根据吸取出错的总数,显示最差的三个送料器。
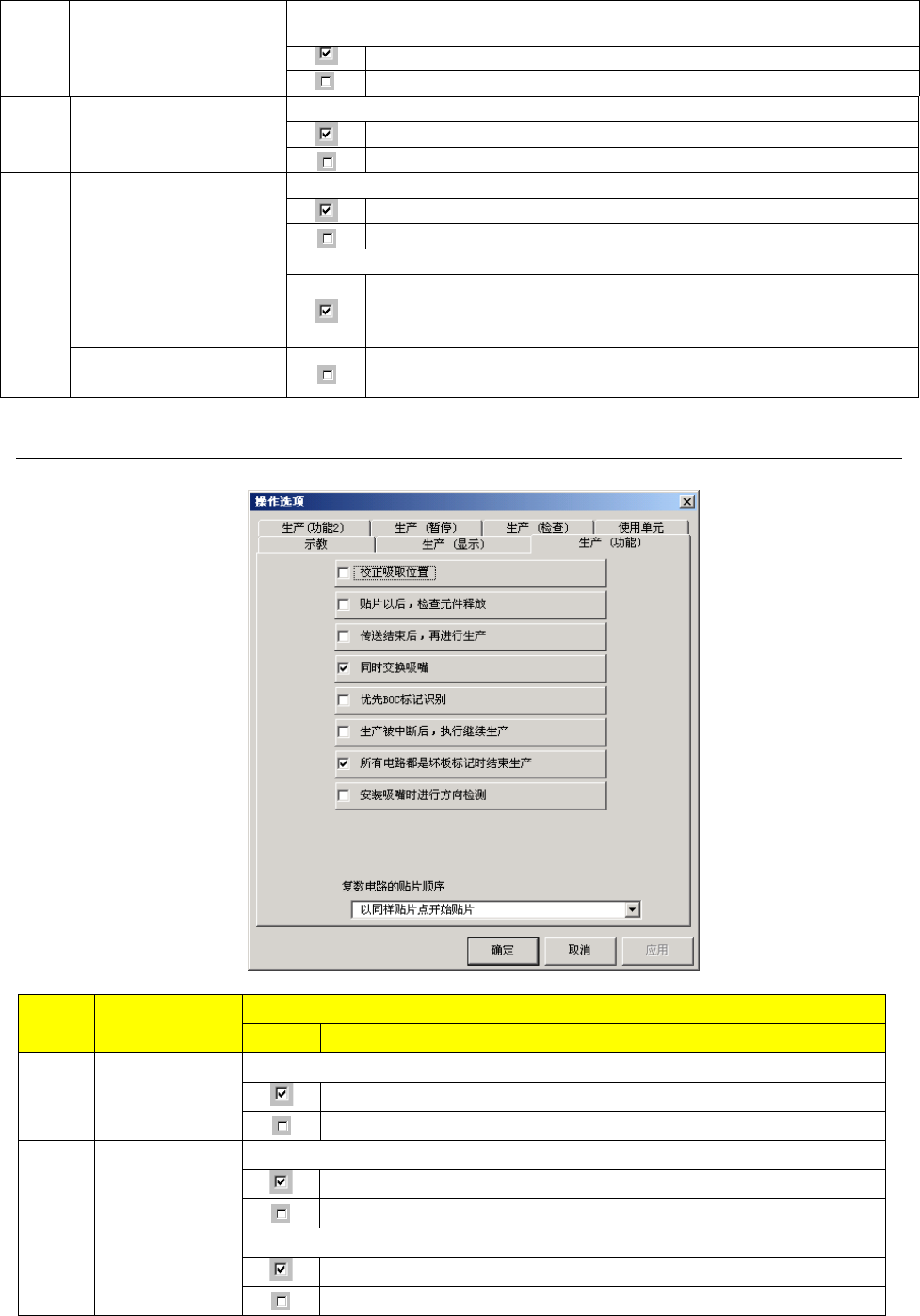
5-2-2-3 设置生产功能选项
设定生产时的操作。
图 5-7 生产的功能选项
序号. 项目
内容
状态 动作及详细内容
1 校正吸取位置
设置是否进行吸取位置校正。
根据定心结果对吸取位置进行校正。
忽视元件数据指定的“吸取位置校正”,不执行校正。
2
贴片后,检查元
件释放
设置元件贴片时是否要检查元件脱离吸嘴。
元件贴片后 Z 轴上升时,用激光确认元件未残留在吸嘴上。
忽视元件数据中指定的“检查元件释放”,不进行检查。
3
传送结束后,再
进行生产
设定生产动作是否要等待传送。
基板未夹紧之前,不开始生产动作。
在基板夹紧结束之前,可开始生产动作。
5-35