KE-2050R_OPE.pdf - 第33页
第 1 章 设备概 要 1-4-6 X,Y,Z,θ轴的说明 本设备进行数值控制的轴有以下4个(X、Y、Z、θ)。 (1) X、Y 轴 装置的左右方向为X, 前后方向为Y, 以0.01mm为单位, 显示为X=○○○.○○mm, Y=○○ ○.○○mm。 坐标系分为生产程序用坐标与示教用坐标。 两坐标系将被自动变更, 因此无需 刻意分开使用。 (2) Z 轴 显示高度, 以0.01m m为单位, 表示为Z=○○.○○mm。 夹紧基板时基板上…
第 1 章 设备概要
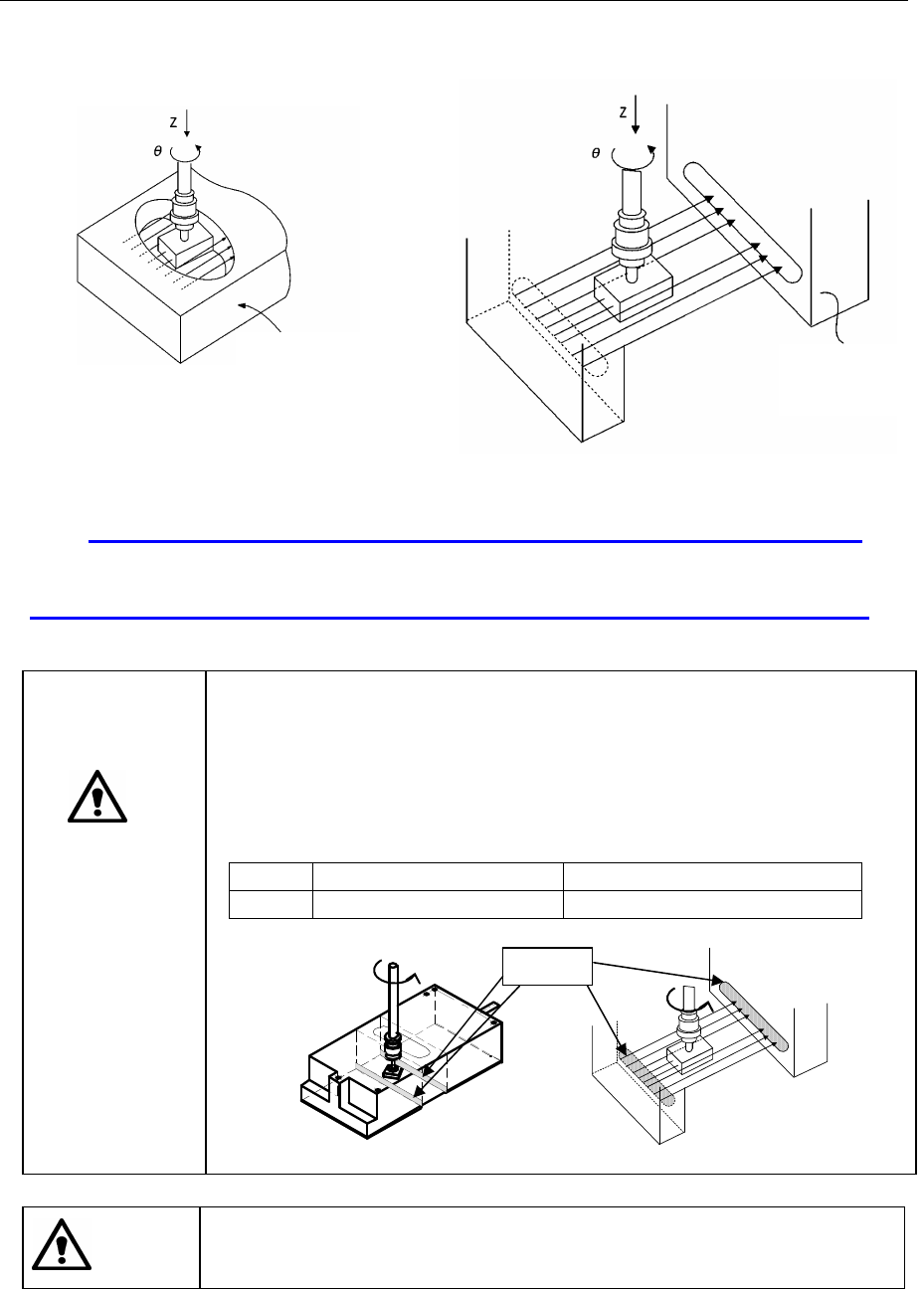
1-4-5 定心系统
本装置采用非接触式定心方式,从侧面照射激光,读取其光影,根据激光校准传感器识别
元件位置角度。
图 1-14 MNLA 图 1-15 FMLA(KE-2060R)
L
激光校准传感器适用于 IEC825Class1 及 CDRH Class 1 标准。
请按本说明书指示安全使用。
保护激光装
置玻璃面时
的有关注意
事项
如果激光装置的元件检测部玻璃被划伤,则有时会引起激光识别不良。因
此应用中请注意以下几点。
1. 请不要使用元件尺寸超过最大元件尺寸的元件。
2. 尽管是最大元件尺寸范围以内的元件,但挪动吸取位置就有可能元件接
触玻璃面,因此必须注意。
标准规格尺寸(元件最大尺寸)
FMLA 正方形元件: □33.5mm 对角线长度: 47.0mm
MNLA 正方形元件: □20.0mm 长方形元件: 26.5mm×11mm
<MNLA> <FMLA>
激光校准传感器
玻璃
激光校准传感器
注意
若不按本说明书的步骤进行控制、调整与操作,将有可能导致危险的辐射。
1-19
第 1 章 设备概要
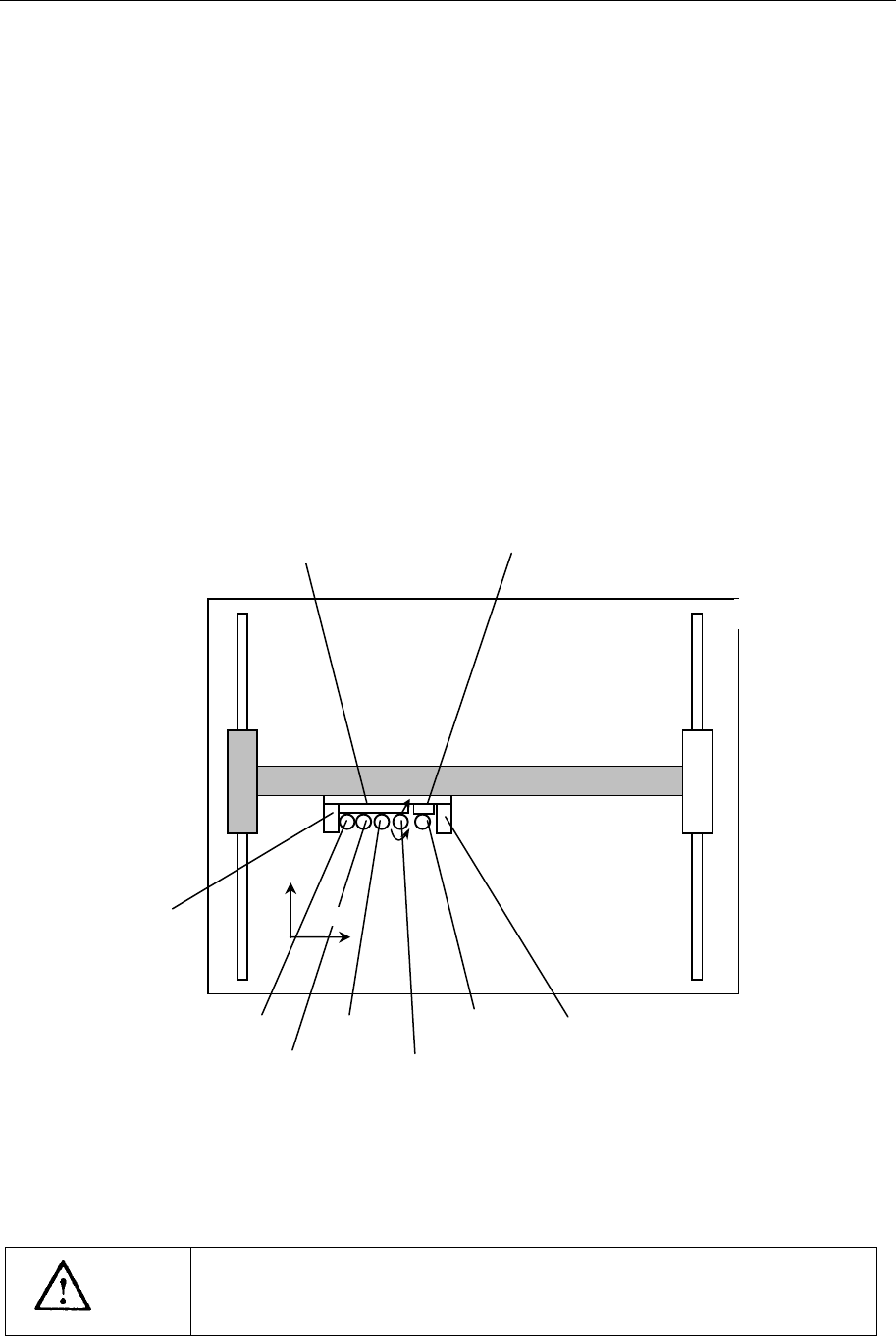
1-4-6 X,Y,Z,θ轴的说明
本设备进行数值控制的轴有以下4个(X、Y、Z、θ)。
(1) X、Y 轴
装置的左右方向为X,前后方向为Y,以0.01mm为单位,显示为X=○○○.○○mm,Y=○○
○.○○mm。坐标系分为生产程序用坐标与示教用坐标。两坐标系将被自动变更,因此无需
刻意分开使用。
(2) Z 轴
显示高度,以0.01mm为单位,表示为Z=○○.○○mm。夹紧基板时基板上表面(不使用夹具)
为0,上升方向为+。
(3) θ轴
显示贴片头的旋转角度,以0.05°为单位,表示为A=○○.○○。
以逆时针旋转为正值。
FMLA HEAD
X轴
MNLA HEAD
Y轴
Z+
L3 吸嘴轴
θ+
X+
OCC-L
Y+
R1 吸嘴轴
L1 吸嘴轴
OCC-R
L2 吸嘴轴
L4 吸嘴轴
注意)带“”记号的元件仅用KE-2060R进行贴片。
图 1-16
注意
在 X 轴下侧、Y 轴框架上侧中贴了线性磁尺。
请不要把磁铁,或带磁性的(带磁性的驱动器、支撑销等)部件等靠近线
性磁尺上,否则会导致故障。
1-20
第 1 章 设备概要
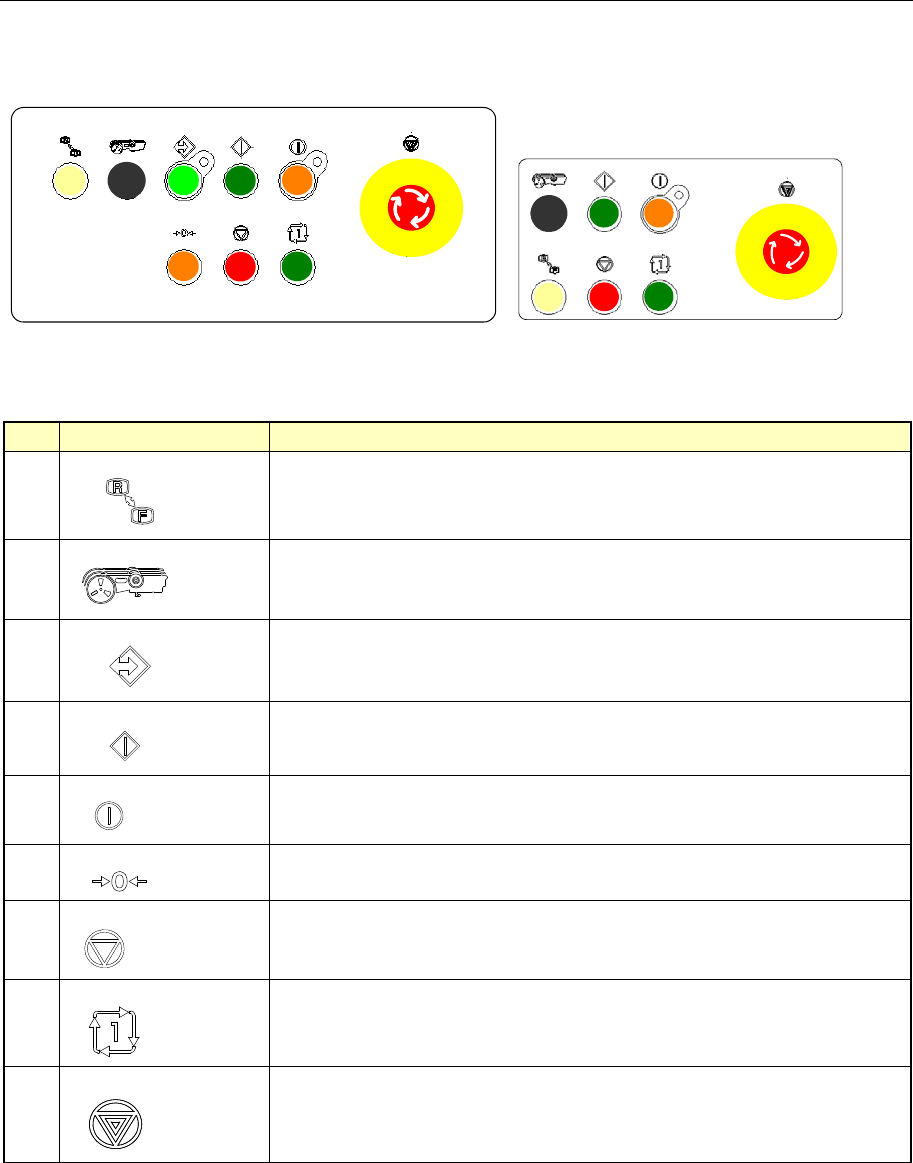
1-4-7 操作面板
可通过主机的操作面板来控制机器的动作。
<前面> <后面>
图 1-17 操作面板外观图
表 1-4 开关功能概要
No
开关名 功 能
1
KEYBOARD
键盘
·进行键盘操作的<FRONT>、<REAR>切换。
·按下该开关,则指示灯点亮。
2
FEEDER
送料器
·进行送料器单元有效/无效的切换。
·按下该开关,当指示灯点亮时为<有效>。
3
ONLINE
联机
·用于装置与 IS、或 HLC 联机。
·联机状态下指示灯亮。
4
(START)
开始
·进行生产或模拟生产运行时使用。
5
SERVO FREE
解除伺服
·用于使伺服马达(X 轴、Y 轴、Z 轴、θ 轴)进入 Motor Free 状态。
·Motor Free 状态下指示灯点亮。再按一次后马达被励磁。
6
ORIGIN
回原点
·进行全轴的原点复归。
7
PAUSE,STOP
暂停,停止
·终止生产、模拟生产时使用。按一次暂停,再按则停止。
8
SINGLE CYCLE
单次循环
·一块基板生产结束后,停止生产时使用。
再按则解除该模式。
9
EMERGENCY
紧急停止
·该开关用于紧急停止。当装置出现异常动作或危及人体时使用。按
下该开关后,马达及其他驱动部分停止工作,红色信号灯点亮。
按箭头方向旋转该开关即可恢复。
1-21