KE-2050R_OPE.pdf - 第39页
第 1 章 设备概 要 1-26 5) 手动控制 贴片头设备控制(D)… 激光控制(L)… 自动控制(A)… 基板宽度自动调整控制(W)… 基板吸取控制(P)… VCS控制(V)… MTC控制(C) … MTS 控制(S)… 定位销控制(F)… DTS控制(D ) … 驱动器情况(D)… 其他传感器(O)… 校准台控制(C)… 元件验证(V)… 信号灯控制(S)… ATC 控制(A)… 个别控制(I)… 贴片头控制(H)… 状态栏(S)…
第 1 章 设备概要
3) 生产
4) 机器设定
文件(F) 显示(V) 生产支援(C) 窗口(W) 工具(T) 帮助(H)
KE-2000 帮助
生产条件画面
生产状态… >>
生产管理信息 >>
生产信息
传送• I/O 状态
生产状态…
生产设备状态…
MTS
吸取率
清除
托盘
MTC
前侧
后侧
合计
打开(O) Ctrl+O
保存覆盖 (S
) Ctrl+S
另存为(A
)…
删除继续生产文件(D)
设备信息的取得…
关闭应用程序(X)
状态栏(S
)
工具栏(T)
简易准备…
贴片跟踪…
生产程序检查…
供给装置信息
VCS 脏污检查
激光高度检查
SOT 方向连续检查
SOT 方向单独检查
连续验证
单独验证
未贴片一览表
检查 >>
重试一览 >>
自动基板宽调节
数据变更
操作选项
零件数设定
文件(F) 显示(V) 设定组(G) 帮助(H)
ATC 吸嘴分配(A)…
无吸嘴真空值(V)…
基准销的位置(R)…
外形基准位置(E)…
MTC 梭子吸取位置(P)…
MTS 组位置偏差(O)…
工具栏(T)
状态栏(S)
共面性(N)…
坏板标记传感器示教(B)…
信号灯(S)…
真空台(U)…
基板传送(C)…
在线连接(L)…
使用单元(D)…
贴片头等待位置(W)
IC 回收带位置(I)
元件废弃位置(T)…
关闭应用程序(X)
读出吸嘴数据(R)…
登录吸嘴一览表(L)…
1-25
第 1 章 设备概要
1-26
5) 手动控制
贴片头设备控制(D)…
激光控制(L)…
自动控制(A)…
基板宽度自动调整控制(W)…
基板吸取控制(P)…
VCS控制(V)…
MTC控制(C)…
MTS 控制(S)…
定位销控制(F)…
DTS控制(D
)…
驱动器情况(D)…
其他传感器(O)…
校准台控制(C)…
元件验证(V)…
信号灯控制(S)…
ATC 控制(A)…
个别控制(I)…
贴片头控制(H)…
状态栏(S)
其他(O) >>
供给设备(F) >>
图像(V) >>
传送系统(C) >>
贴片头(H) >>
关闭应用程序(X)
文件(F) 显示(V) 控制(C) 帮助(H)
第 2 章 生产
第 2 章 生产
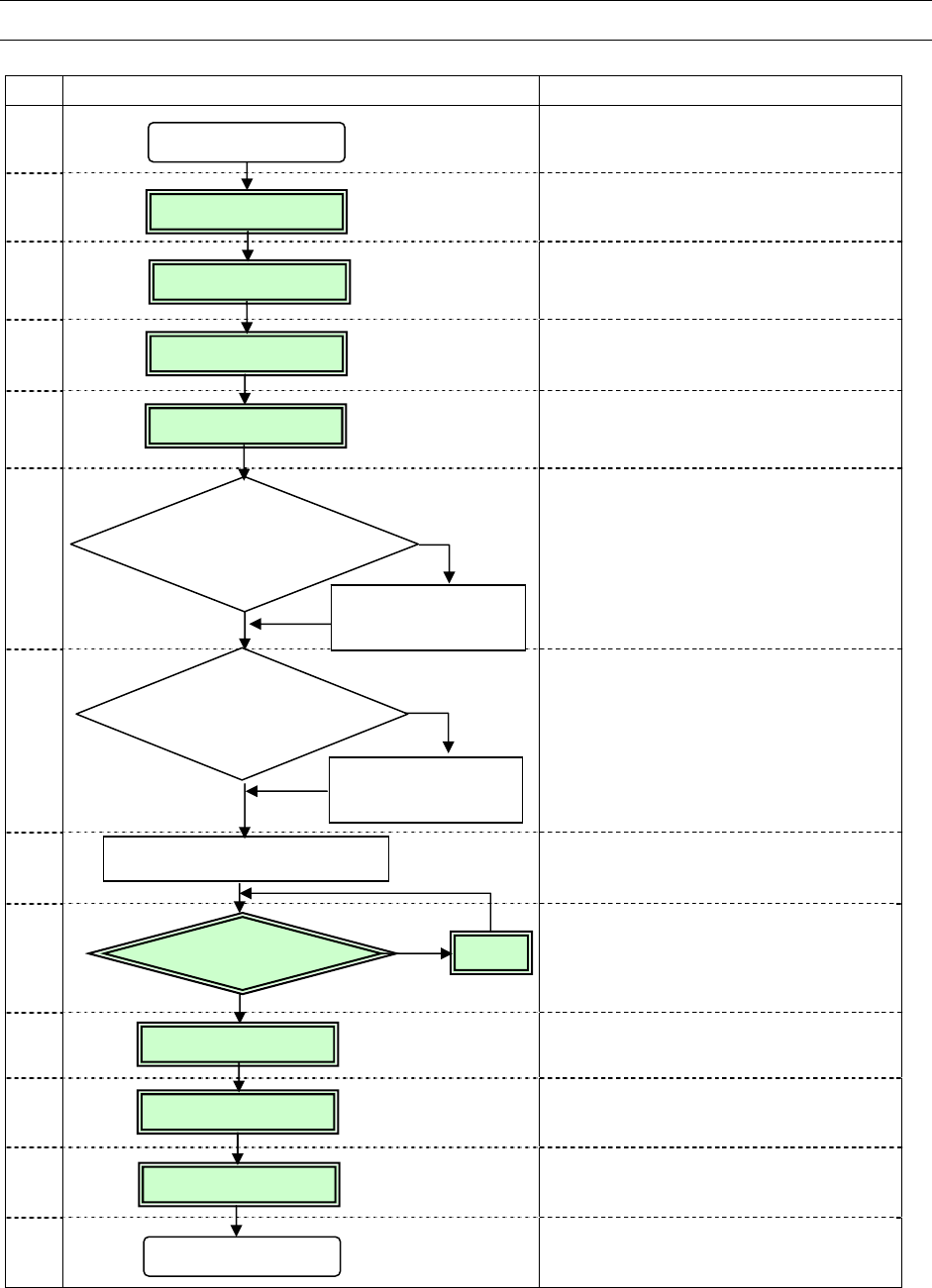
2-1 流程图
本章将对 No2~No5、No9~No12 加以说明。
No. 流程图 备注
1
进行主空气压力的确认(0.5MPa),
ATC 周围的确认等日常检查。
2
3
装置检查
在实施前确认装置内部是否有异物等。
4
节假日结束后以及在寒冷的地方使用
时,请务必实施(预热 10 分钟左右)。
5
6
在日常检查或设置基板时、以及在清
扫吸嘴或改变基准销位置后,机器的
初始设定状态被改变时,请重新设定
“机器设置”。
(参见第 5 章的机器设置的相关说明)
7
参见第 5 章的数据库的相关说明
电源ON
预热
返回原点
8
9
当发生贴片位置偏差、定心不良等,
未能正常贴片时,可用“程序编辑”
进行修正。但部分元件数据可在“生
产”画面进行修正。
10
11
12
13
定期性实施
(参见“第 3 章 保养”)
必要时
来设定变更部分
不必时
用“数据库”来
制作元件数据
无异常
贴片确认
存在问题时
修正
不必时
制作、编辑生产程序
制作元件数据库
用“机器设置”
机器设置状况的
变更
设置基板
必要时
退出生产
生产
电源 OFF
日常检修
2-1