KE-2050R_OPE.pdf - 第59页
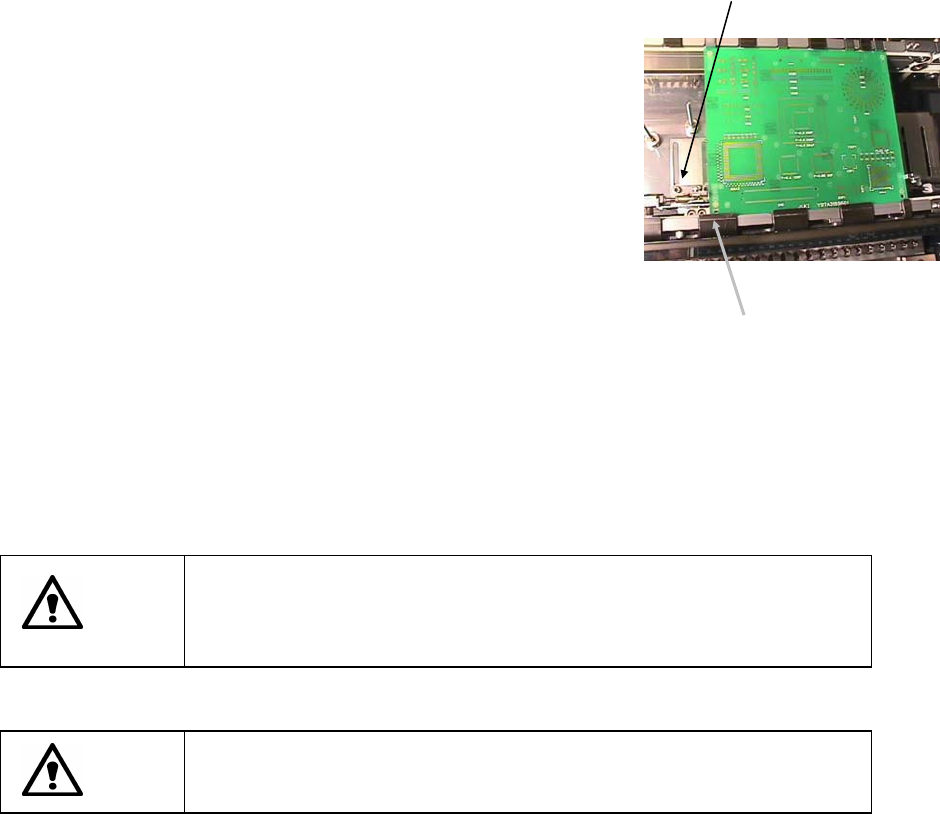
第 2 章 生产 2-7-1-4-1 夹杆压力的调整(外形基准时) 、 对于夹紧厚度较薄的基板时所产生的翘曲、破 裂等,可通过降低 X夹杆、Y夹杆的压力来处 理。 将减压阀的旋钮①(X方向)和②(Y方向)向“A方向”拉出旋转,以调节压力的大小。 看着压力表③来进行调整,将旋钮向“与A相反的方向”压入后则锁定。 X夹 杆 Y夹 杆 图 2-16 夹杆的压力调整 平时请勿触摸! 当夹杆压力大大低于出厂压力时,运行时间可能会有偏差。 在进…
第 2 章 生产
6. 旋转调节手柄⑱ ,将定心销(从动侧)导块一直移动到基板的外侧。
7. 使“夹杆 X”、“夹杆 Y”进入“ON”状态。
按下“夹杆 X”按钮后,接着按“ON/OFF”。
再按“夹杆 Y”钮,接着按“ON/OFF”。
8. 把夹杆 X 移动到基板的端面。
松动后可以向 Y 方向移动。
在基板与停止挡销轻微接触的情况下,旋转调节停
止挡销⑱
,并滑动夹杆 X⑩,将其移动到基板的端面。
基板与停止挡销接触的部分因有缺口等而不稳定
时,请松开夹杆X⑩的停止挡销底部的螺丝(2根),
用手在Y方向上进行移动调整。
9. 请调整将夹杆 X 与基板端面的间隙。
当夹杆X⑩与基板端面的间隙达到0.5mm时,请固定
调整停止挡销。
将与基板间的间隙调整为 0.5mm。
10. 请配置支撑销。
请配合生产基板将支撑销⑭
配置在支撑台⑫上。
如果在QFP等对贴片精度有特别要求的元件下配置支撑销,可提高贴片精度。
11. 调整完成后,请点击“个别控制”画面上的“结束”,退出个别控制。
注意
基准销的中心位置为程序数据的基板原点(基准位置)。因此,移动基准销
后,请务必重新设定“机器设置”。另外,基板原点位置可用生产程序中
的“基板数据”(参见第 4 章 4-3-3 基板数据)进行变更。
注意
在机器运行过程中,请绝对不要将手和头等伸入装置内部。
2-19
第 2 章 生产
2-7-1-4-1 夹杆压力的调整(外形基准时)
、
对于夹紧厚度较薄的基板时所产生的翘曲、破裂等,可通过降低 X夹杆、Y夹杆的压力来处
理。
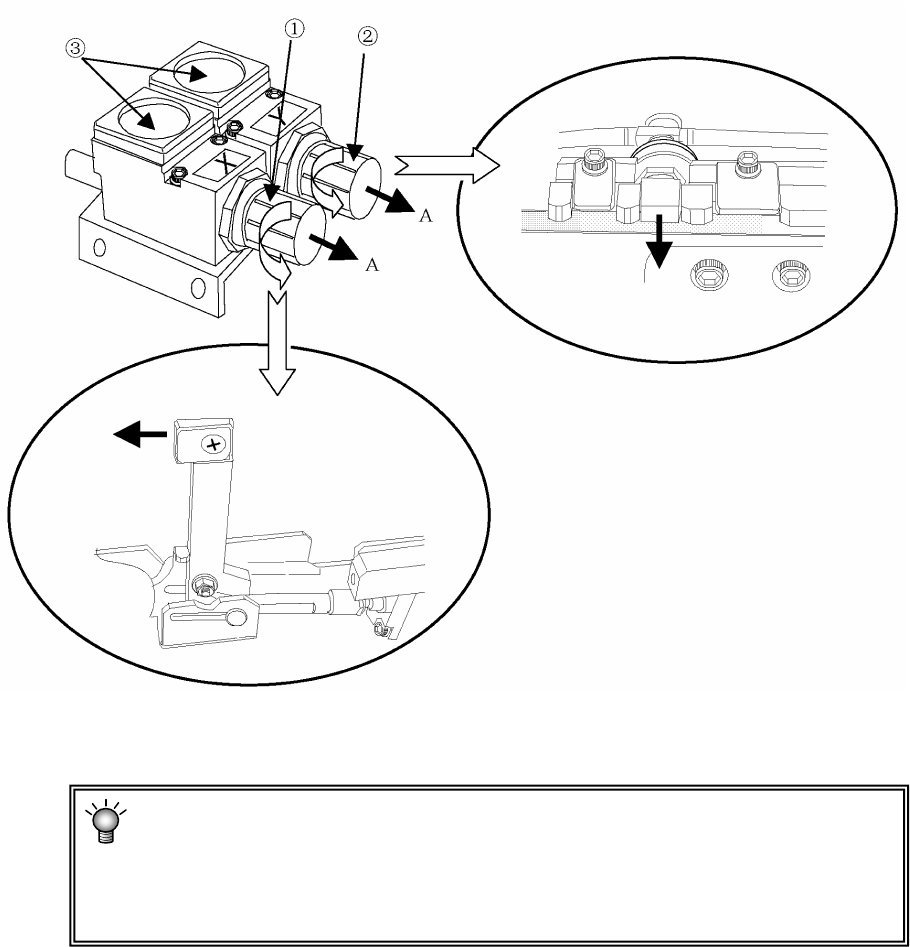
将减压阀的旋钮①(X方向)和②(Y方向)向“A方向”拉出旋转,以调节压力的大小。
看着压力表③来进行调整,将旋钮向“与A相反的方向”压入后则锁定。
X夹杆
Y夹杆
图 2-16 夹杆的压力调整
平时请勿触摸!
当夹杆压力大大低于出厂压力时,运行时间可能会有偏差。
在进行调整前,请先记下出厂时的“压力表③”的值(仅在夹杆 ON 时,指针转动),
如无必要,请将其调回到原来的值。
2-20
第 2 章 生产
2-7-1-5 其他调整
若使用带有缺口的基板,基板检测传感器可能会检测出错误,所以应根据基板缺口的大小,
输入基板传送传感器延迟时间。
此外,在使用异形基板等时,可以改变停止挡销及基板检测传感器的位置(Y方向)。
1) 基板传送传感器的延迟时间
<设定步骤>
(1) 请选择“机器设置”中的“基板传送”。
(2) 根据基板缺口的长度,用键盘输入延迟时间或缺口的长度。
(参见“5-4-4-12 基板传送”)
当各基板检测传感器的位置
与缺口部分的大小无关时,
无需输入延迟时间。
图2-17
2) 停止挡销
当基板前端有缺口,基板定心不稳时,请移动停止挡销。
移动方法请参照2-7-1-3章中的No.4。
若移动了停止挡销组件,请对“机器设置”中的“外形基准的位置”进行重新设定。
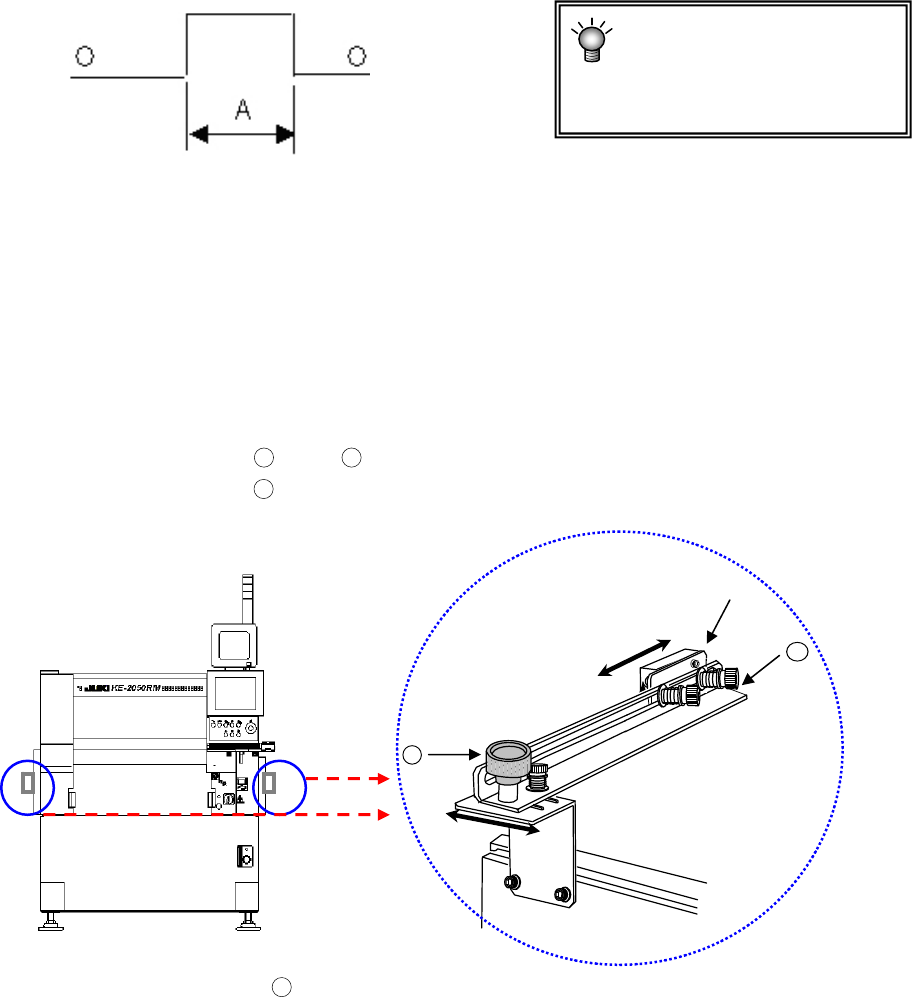
3) 基板检测传感器
<位置变更步骤>
(1) 请松开固定传感器架
42
的螺栓
43
,沿着长孔向前后左右移动。
(2) 调整后请再次将螺栓
43
紧固。
(3) 用手动控制的传送类或程序编辑中的传送来确认是否已在基板上固定好。
* 可通过改变传感器托座
42
的安装在B方向上改变IN传感器①及搬出传感器②的检测位置。
A:A:缺口长度
图2-18
42
① ②
B
A
43
2-21