KE-2050R_OPE.pdf - 第61页
第 2 章 生产 2-7-2 元件供给部分的准备 请在统一交换台车或固定台架上安装送料器。 安装后,请进行吸取跟踪。(参见“4-5-4-4-4 坐标系∶吸取位置/吸取高度”)。 2-7-3 ATC的准备 请确认“机器设置”的设定与ATC中所设定的吸嘴编号是否一致。 <ATC 吸嘴安装、拆卸步骤> 1. 请按住安装在后侧芯片盒处的气缸抽气按钮,用手将滑板②打开。 2. 在安装、拆卸吸嘴⑨时,请将吸嘴⑨的平直部分对准 ATC 支…
第 2 章 生产
2-7-1-5 其他调整
若使用带有缺口的基板,基板检测传感器可能会检测出错误,所以应根据基板缺口的大小,
输入基板传送传感器延迟时间。
此外,在使用异形基板等时,可以改变停止挡销及基板检测传感器的位置(Y方向)。
1) 基板传送传感器的延迟时间
<设定步骤>
(1) 请选择“机器设置”中的“基板传送”。
(2) 根据基板缺口的长度,用键盘输入延迟时间或缺口的长度。
(参见“5-4-4-12 基板传送”)
当各基板检测传感器的位置
与缺口部分的大小无关时,
无需输入延迟时间。
图2-17
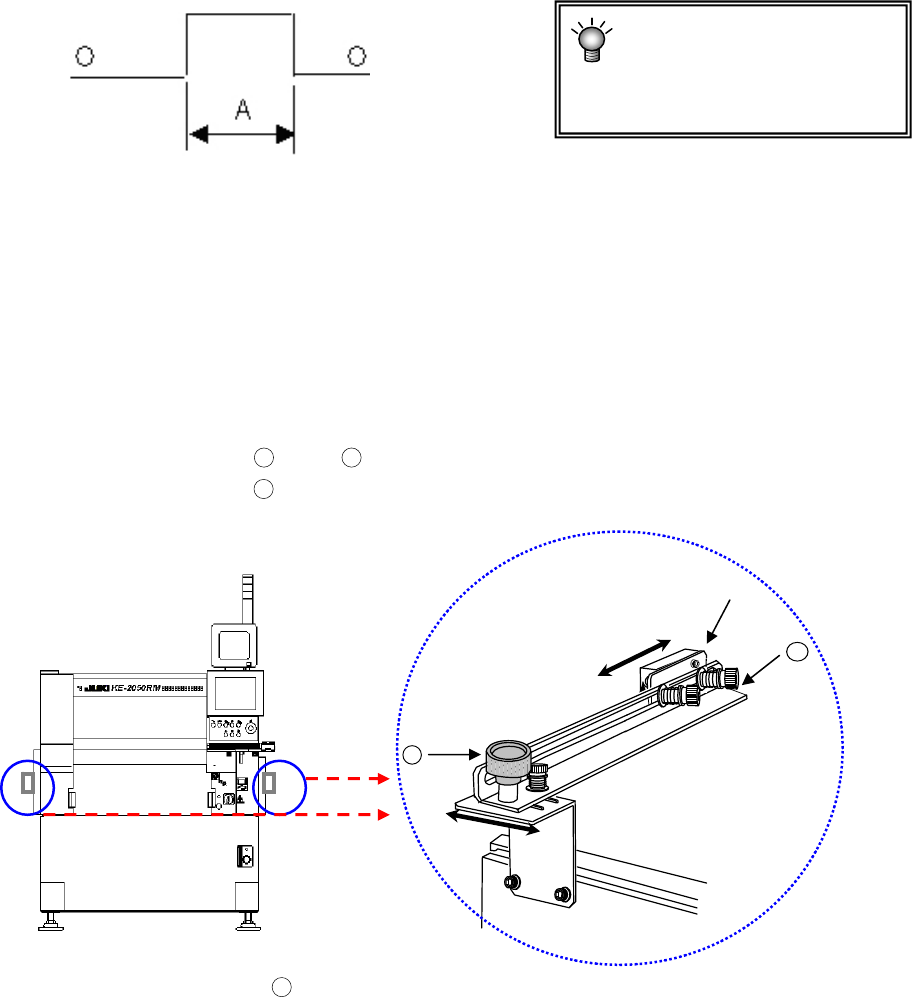
2) 停止挡销
当基板前端有缺口,基板定心不稳时,请移动停止挡销。
移动方法请参照2-7-1-3章中的No.4。
若移动了停止挡销组件,请对“机器设置”中的“外形基准的位置”进行重新设定。
3) 基板检测传感器
<位置变更步骤>
(1) 请松开固定传感器架
42
的螺栓
43
,沿着长孔向前后左右移动。
(2) 调整后请再次将螺栓
43
紧固。
(3) 用手动控制的传送类或程序编辑中的传送来确认是否已在基板上固定好。
* 可通过改变传感器托座
42
的安装在B方向上改变IN传感器①及搬出传感器②的检测位置。
A:A:缺口长度
图2-18
42
① ②
B
A
43
2-21
第 2 章 生产
2-7-2 元件供给部分的准备
请在统一交换台车或固定台架上安装送料器。
安装后,请进行吸取跟踪。(参见“4-5-4-4-4 坐标系∶吸取位置/吸取高度”)。
2-7-3 ATC的准备
请确认“机器设置”的设定与ATC中所设定的吸嘴编号是否一致。
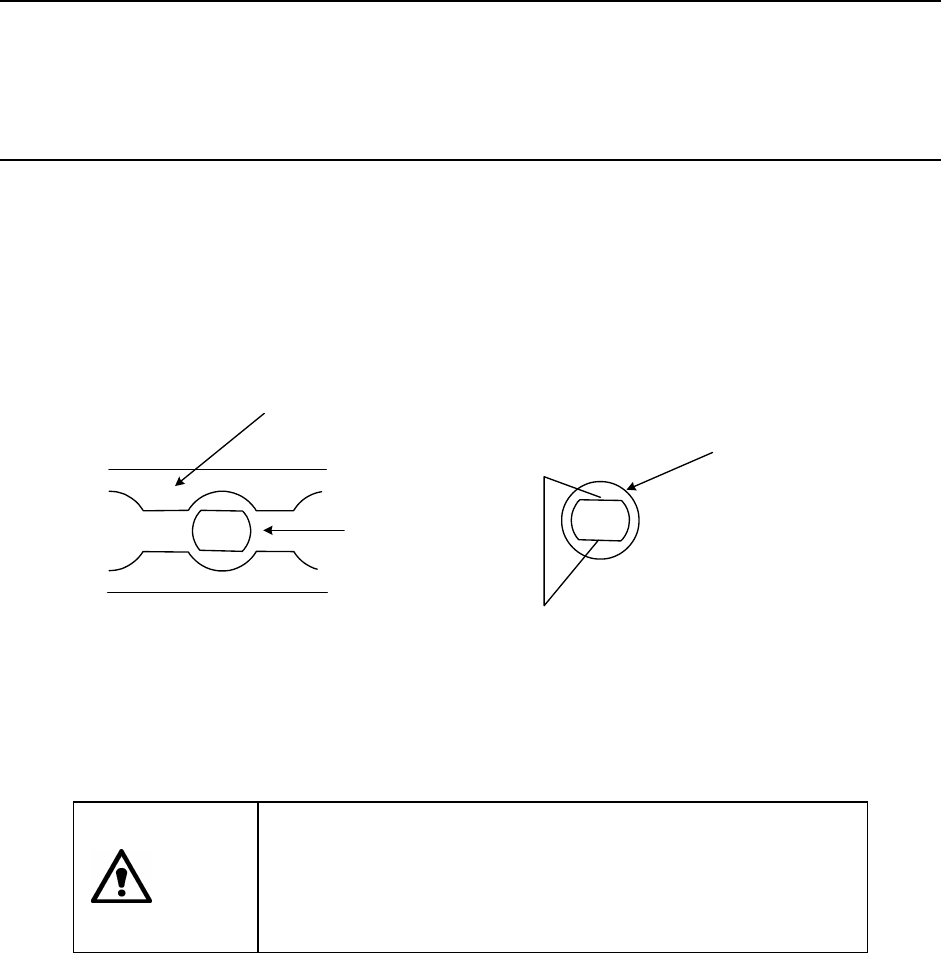
<ATC 吸嘴安装、拆卸步骤>
1. 请按住安装在后侧芯片盒处的气缸抽气按钮,用手将滑板②打开。
2. 在安装、拆卸吸嘴⑨时,请将吸嘴⑨的平直部分对准 ATC 支架的长缝。
スライドプレート②
滑板②
ノズル⑨
吸嘴⑨
A
スラ 態
TCブラケット①
ATC 托座①
イドプレート②が開いた状
滑板②打开的状态
平部
平直部分
图 2-19
注意
·请务必将吸嘴放回到拆卸的位置。与其他的吸嘴更换时,请重
新设定“机器设置”中的“吸嘴分配”。
·请勿将吸嘴直接安装在贴片头上。(否则会污染激光面,导致
故障的发生。)
2-22
第 2 章 生产
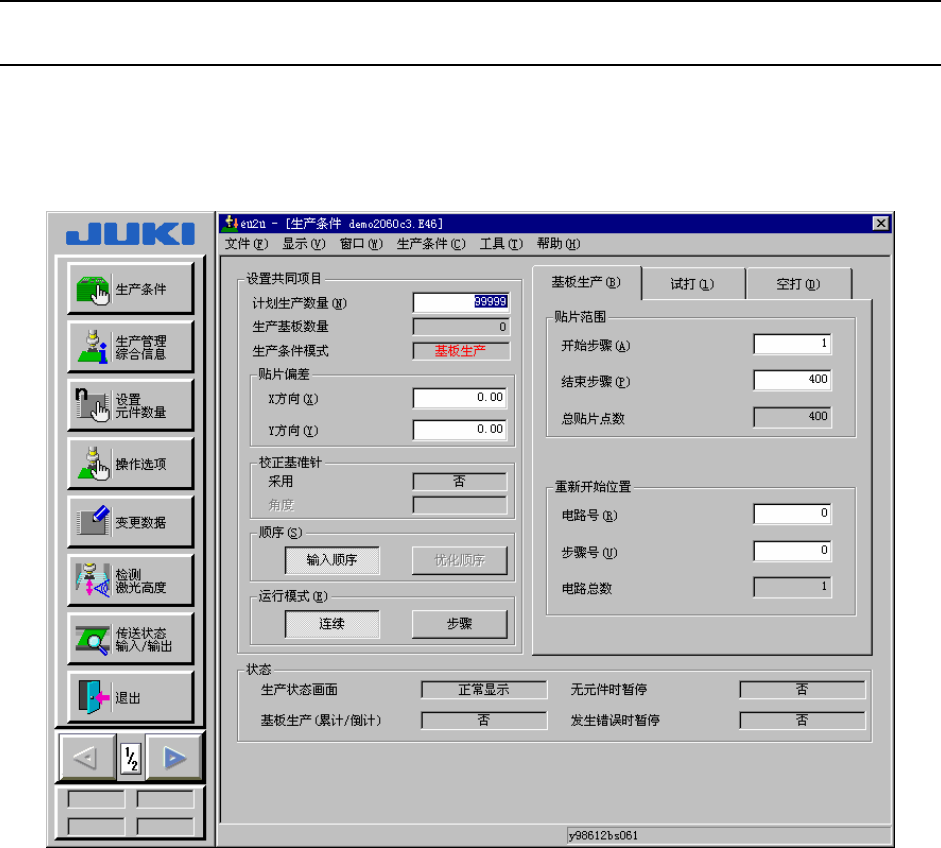
2-8 生产画面
2-8-1 生产画面的启动
在主画面上选择“生产”/“基板生产”,或选择命令按钮的“生产(基板生产)”,则显示如
下的生产条件设定画面。
请指定生产条件(参见“2-8-2 生产条件画面”)。
图 2-20 生产画面
2-23