KE-2050R_OPE.pdf - 第70页
第 2 章 生产 ① 实际 生产数量/计划生产数量 计划生产数量: 在生产条件中所设定的计划生产数量。 实际生产数量: 显示实际生产的数量。 z 操作选项的 “生产(显示)” 标签中的 “累计生产基板数量” 项被选中时, 从生产基板数量 的实际数量开始计算。 z 操作选项的 “生产(显示)” 标签中的 “倒计生产基板数量” 项被选中时, 显示的生产实际 数量为剩下的数量。 ② 总贴 片点数 1张基板上的所有贴片点数。 ③ 顺序 显示当前…
第 2 章 生产
2-30
2-8-3-1 生产状态
如果在“工具”/“操作选项”的“生产(显示)”标签中没有选中“生产中显示设备画面”
选项,则在按下<START>开关,生产开始后显示生产状态画面。
画面显示,根据“工具”/“操作选项”的“生产(显示)”标签的设定(是否选中“放大显示
生产基板数量”)而不同。(参见第5章的操作选项的说明)
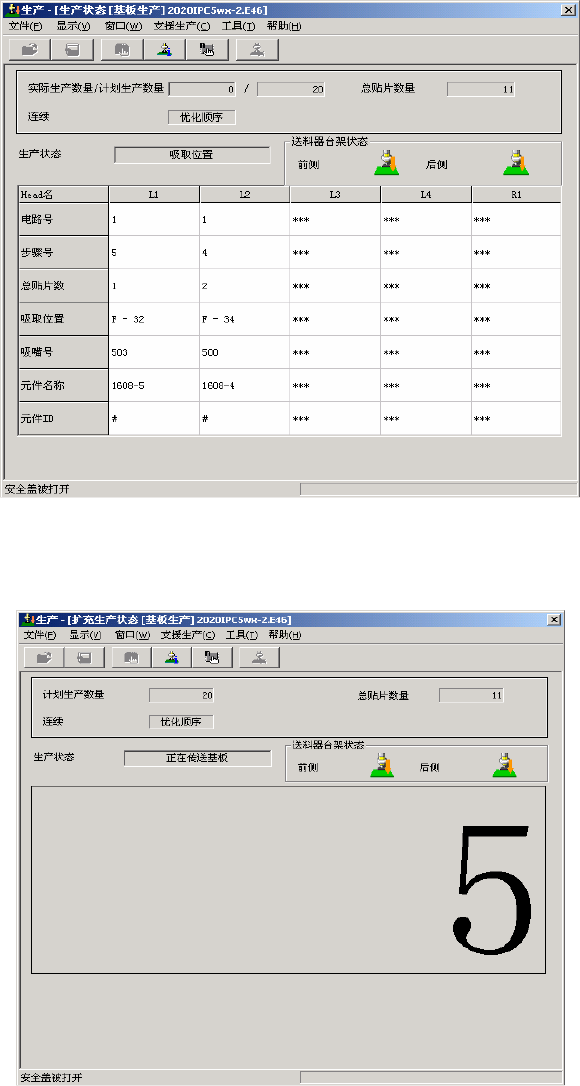
◇ 通常的生产状态显示画面
图 2-24 生产状态显示画面
◇ 当在操作选项的“生产(显示)”标签中选中“放大显示生产基板数量”项时。
图 2-25 生产状态显示画面(放大显示)
第 2 章 生产
① 实际生产数量/计划生产数量
计划生产数量:在生产条件中所设定的计划生产数量。
实际生产数量:显示实际生产的数量。
z 操作选项的“生产(显示)”标签中的“累计生产基板数量”项被选中时,从生产基板数量
的实际数量开始计算。
z 操作选项的“生产(显示)”标签中的“倒计生产基板数量”项被选中时,显示的生产实际
数量为剩下的数量。
② 总贴片点数
1张基板上的所有贴片点数。
③ 顺序
显示当前正在进行的贴片顺序(输入顺序或最优化顺序)。
④ 生产状态
显示当前的生产状态。
⑤ 通道编号
显示贴片头所吸取贴片的元件的通道编号。
⑥ 阶段编号
显示贴片头所吸取贴片元件的“贴片数据”顺序。(因输入顺序与最优化顺序而异)
⑦ 总贴片点数
显示1张基板上的贴片点数。(最大值为贴片点数 × 电路数)
⑧ 吸取位置
显示贴片头吸取的贴片头编号。
使用 MTC 元件时,由于 MTC 自身在进行元件用尽时的层检索,有时显示的层会不一样。
注意:
⑨ 吸嘴编号
显示贴片头上安装的吸嘴编号。
⑩ 元件名称
显示贴片头将吸取的元件名。
⑪ 元件 ID
显示贴片头将吸取的贴片元件的元件ID。
⑫ 送料器台架状态
不间断运行生产时(选项)显示送料器台架的状态。
送料器台有效时为彩色、无效时为灰色。
送料器台架有效状态(生产状态)
送料器台架无效状态(停止状态)
2-31
第 2 章 生产
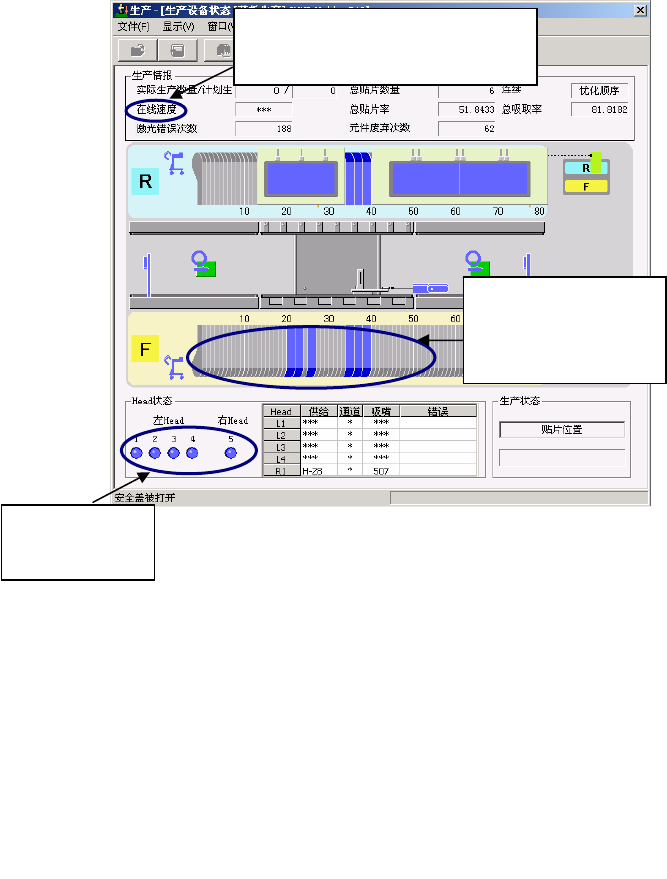
2-8-3-2 生产设备状态
按下<START>开关,生产开始后,如果在“工具”/“操作选项”的“生产(显示)”标签中,选中“生
产中显示设备画面”选项,则在画面中显示生产设备状态。
有关详细情况请参见使用说明书CD。
生产的基板,平均 1 块基板的
从夹紧到解除钳夹的时间
红:错误状态
黄:元件用完状态
蓝:正常状态
图 2-26 生产设备状态显示画面
红:错误状态
蓝:正常状态
2-32