KE-2050R_OPE.pdf - 第82页
第 2 章 生产 2-10 工具 2-10-1 设置元件数 输入元件数,以便管理剩余元件。不输入时, 托盘将自动设定为根据元件数据的托盘信息计 算出的元件数量,而送料器则设定为“0”。此时,将不进行送料器元件剩余数量的管理。 在调整至能够吸取元件后,为了使其继续生产 ,还需对错误进行清除。错误清除也用设置元 件数进行。 从菜单栏中单击“工具”/“设置元件数”,显示设置元件数画面。 选择供应装置。 图 2-40 设置元件数画面 2-43
第 2 章 生产
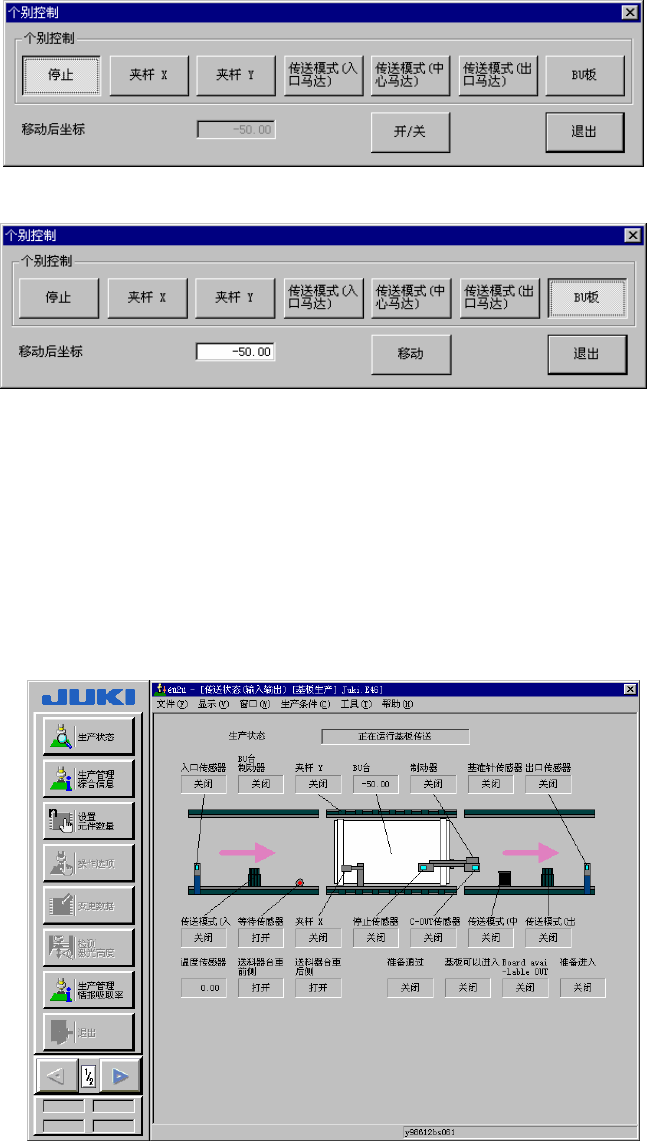
② 传送个别控制
按下“个别控制”按钮,显示个别控制画面。
按下各按钮,进行ON/OFF控制。
按下“支撑台”,则向“移动后坐标”的设定值方向移动。
图 2-37 个别控制
图 2-38 个别控制(支撑台)
按下“退出”按钮, 结束个别控制。
结束时,将传送状态初始化。
2-9-3-2 生产进行画面
在生产进行中,不显示传送方向、基板厚度、传送运行命令和传送状态。
而只显示生产状态。
图 2-39 传送·I/O 状态(生产进行中)
2-42
第 2 章 生产
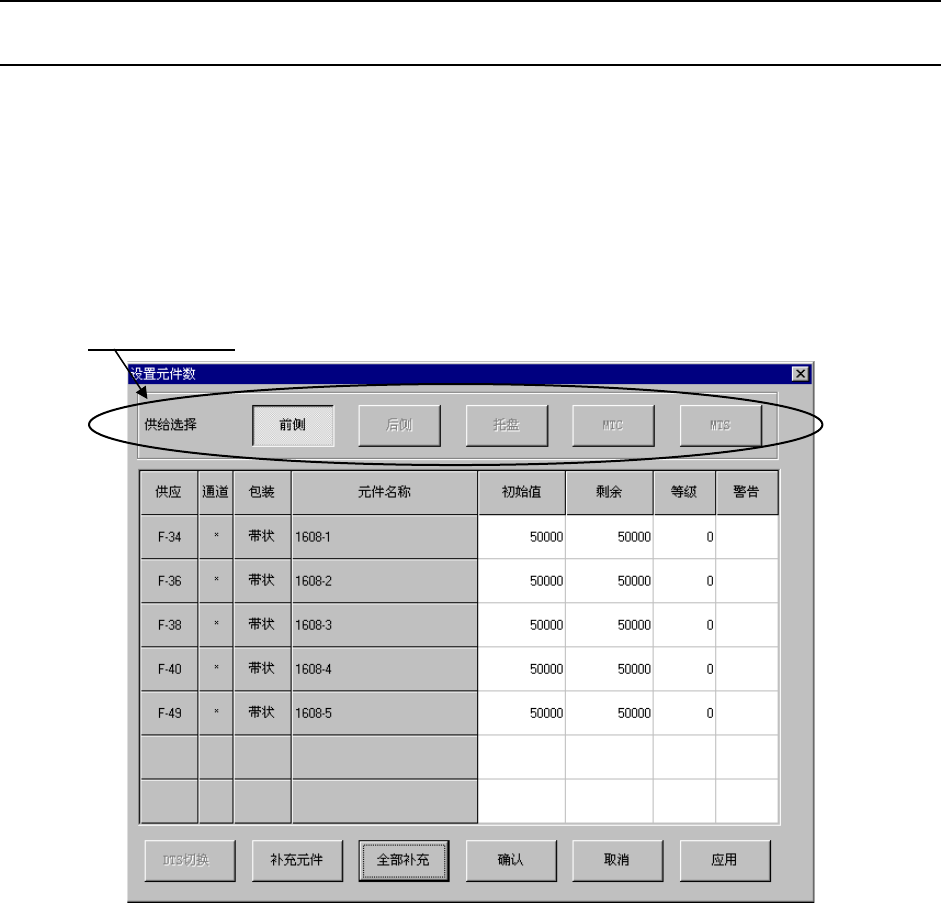
2-10 工具
2-10-1 设置元件数
输入元件数,以便管理剩余元件。不输入时,托盘将自动设定为根据元件数据的托盘信息计
算出的元件数量,而送料器则设定为“0”。此时,将不进行送料器元件剩余数量的管理。
在调整至能够吸取元件后,为了使其继续生产,还需对错误进行清除。错误清除也用设置元
件数进行。
从菜单栏中单击“工具”/“设置元件数”,显示设置元件数画面。
选择供应装置。
图 2-40 设置元件数画面
2-43
第 2 章 生产
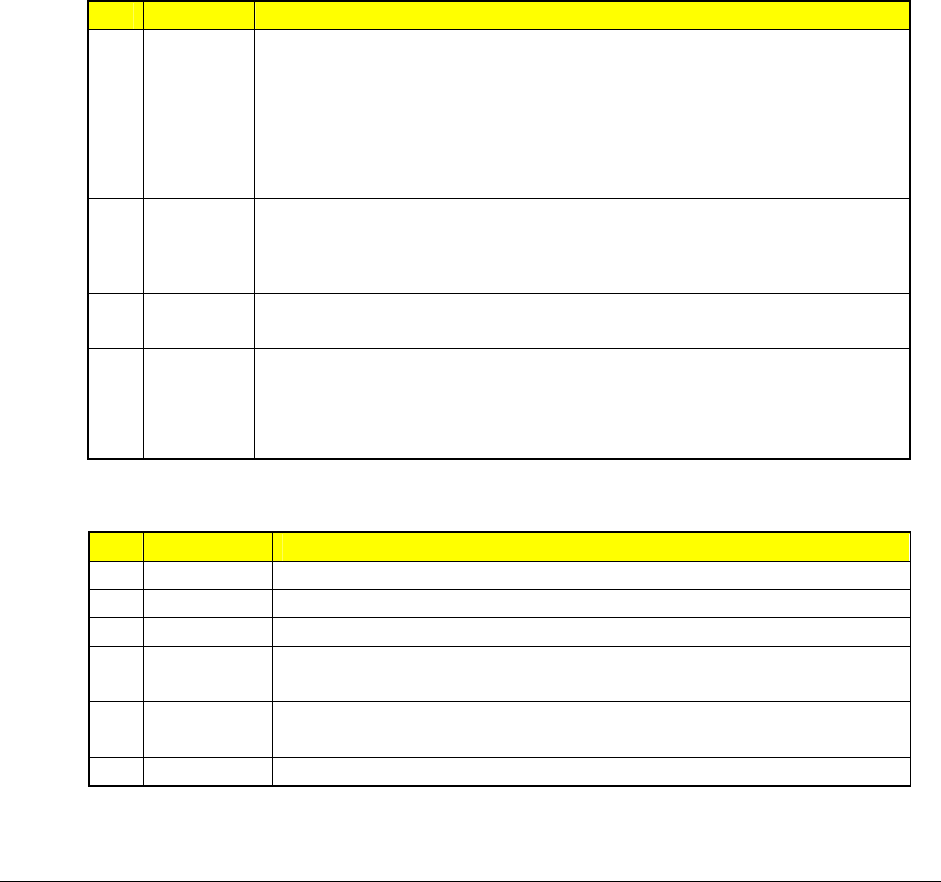
① 设定项目
NO. 项目 内容
1 初始值
设定使用前未开封的元件数量。如果输入或变更初始值,该值也将被
复制导剩余数量项目中。
·使用送料器元件时,当 0 的设定不变时,不进行剩余数量的减算
管理,持续贴片直到发生重试超次。当设置 0 以外的值时,使用“补
充”按钮,则该值被算入剩余数量中。
2 剩余
·显示参照元件数时的元件剩余数量。进行生产时,每吸取一次元件
则该数量被减去。
·初始值为 0 时,不进行减算。
3 等级
当剩余数量少于标准数量时,用黄色闪烁的信号灯发出警告。
此外,若输入初始值,则标准被初始化。
4 警告
显示元件的供应错误。
* :表示剩余数量比标准低。
E :表示吸取重试超次,元件吸取被中止。
解除方法…输入剩余数量或执行补充命令后,警报解除。
② 按钮说明
NO. 项目 内容
1 DTS 更换 更换 DTS 的托盘。当生产程序中不存在 DTS 元件时不能选择。
2 补充 以某行的剩余数量为初始数,将警告全部清除。
3 全部补充 对所有的元件进行补充处理。
4 确认
确定设置元件数的设定内容后将其结束,返回读出的生产条件或生
产状态。
5 取消
不确定设置元件数的设定内容而将其结束,返回读出的生产条件或
生产状态。
6 应用 确定设置元件数的设定内容。
2-10-2 操作选项
仅显示主画面的“选项”/“操作选项”中有关生产的项目。
在“生产”画面与“选项”画面的任何画面中设定,效果相同。
详细情况请参见第5章的操作选项的相关说明。
2-44