YS24X_Mainte_K - 第143页
6-14 6 0 기판 클램 프 보 드를 장착 합니다 . 1 . 기판 클램 프 보드 를 원위 치 에 세 팅 하 고 , 육각 렌 치 (3 ) 로 기판 클 램 프 보드의 고정 볼트 를 체결 해 주십시 오 . 2. 푸쉬업 플레 이 트 위 에 깔아 둔 사 각건 을 제거 합 니다 . 576 21-L 4- 0 0 q 벨 트의 장착 상태를 확인합니다 . 1 . 기판 클램 프 보드 상 면 의 위치 가 벨트 …
6-13
6
n
요점
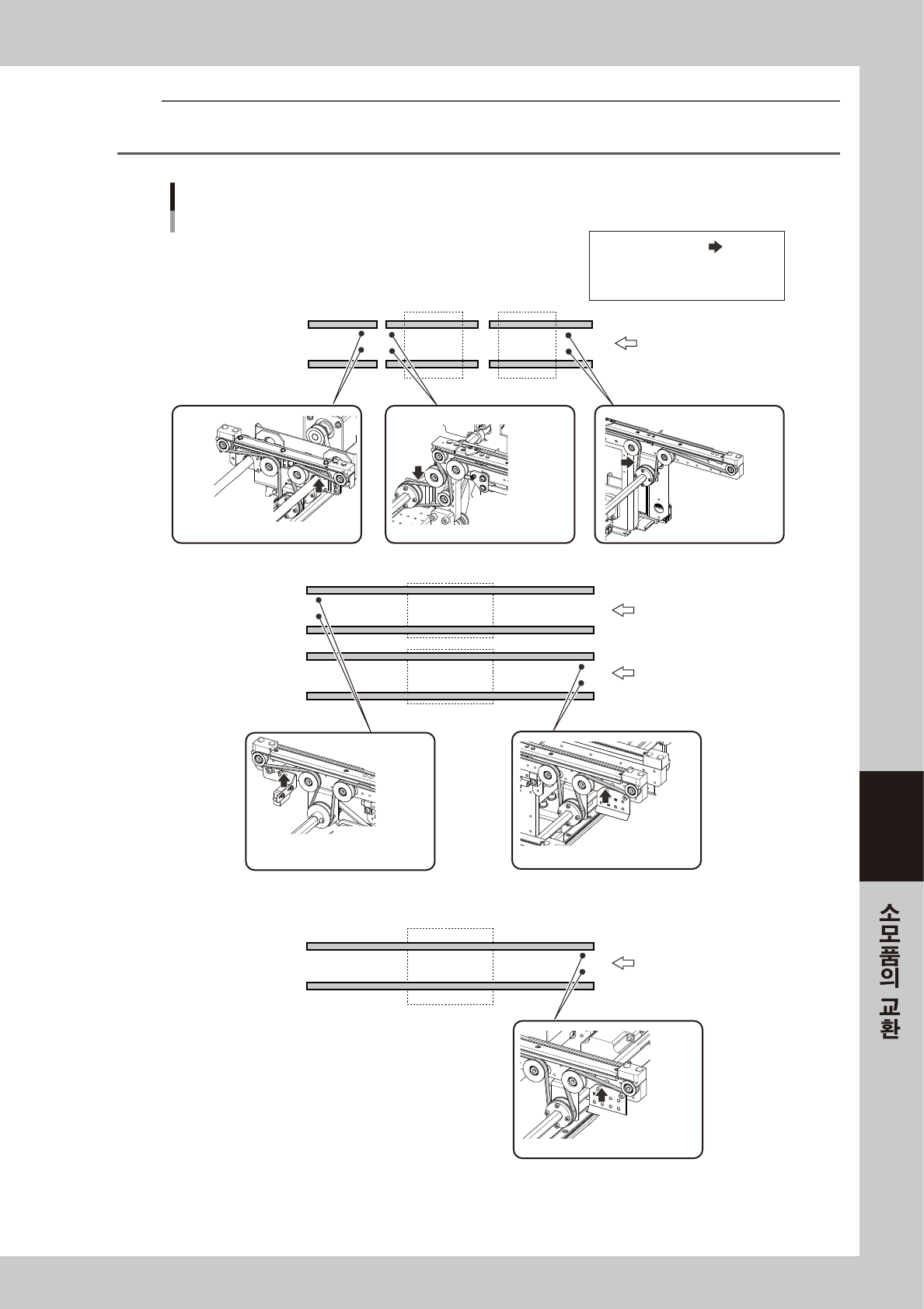
본 장비의 컨베이어 벨트의 텐션측정 부위 및 텐션 규격은 다음과 같습니다 .
필요에 따라, 텐션 조절기를 사용해서 조정해 주십시오 .
반송방향
컨베이어 벨트의 텐션측정 부위와 텐션규격
YS24X
W1W2W3
반송방향
반송방향
<듀얼 스테이지 사양>
텐션측정 부위:
STD : 표준 컨베이어의 텐션규격
EXT : 연장 컨베이어의 텐션규격
STD : 627 - 741 Hz
EXT : 627 - 741 Hz
STD : 605 - 715 Hz
STD : 416 - 491 Hz
EXT : 416 - 491 Hz
<듀얼레인 사양>
레인1
레인2
STD : 378 - 446 Hz
EXT : 128 - 150 Hz
STD : 378 - 446 Hz
EXT : 140 - 164 Hz
<싱글레인 사양>
STD : 378 - 446 Hz
EXT : 128 - 150 Hz
57630-L4-00
6-14
6
0
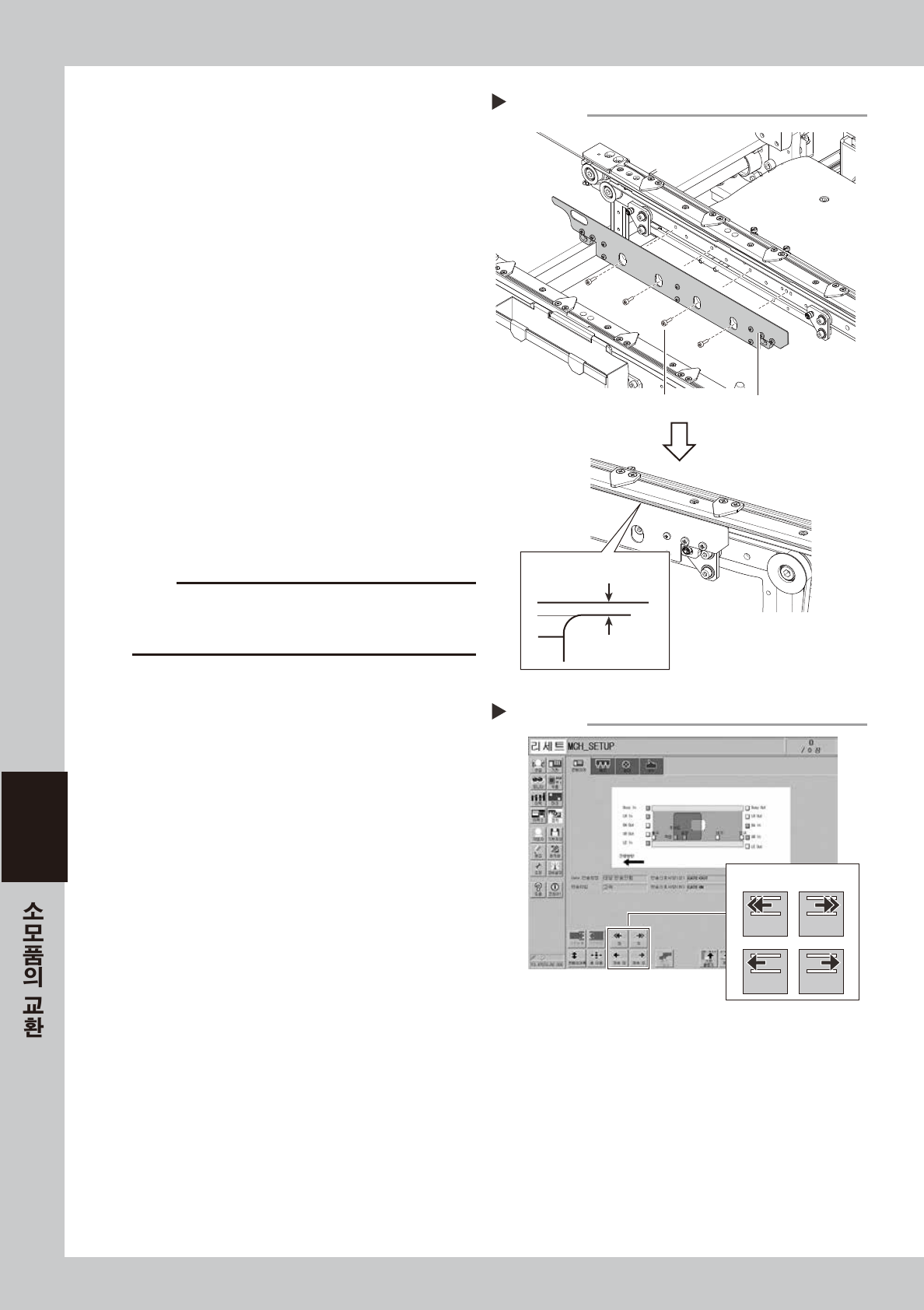
기판 클램프 보드를 장착합니다 .
1. 기판 클램프 보드를 원위치에 세팅하고 , 육각
렌치 (3) 로 기판 클램프 보드의 고정볼트를
체결해 주십시오 .
2. 푸쉬업 플레이트 위에 깔아둔 사각건을 제거
합니다 .
57621-L 4- 00
q
벨트의 장착 상태를 확인합니다 .
1. 기판 클램프 보드 상면의 위치가 벨트 상면
보다 약 0.5mm 낮은 위치에 있는지 확인해
주십시오 .
2. 장비의 안전커버를 닫고 , 비상정지를 해제합
니다 . 대차 사양의 경우는 , 대차를 장착합니
다.
3. [ 장치 ]-「컨베이어」화면의 [ 컨베이어 구동 ]
버튼으로 벨트를 회전시켜서 동작상태를 확인
하여 주십시오 .
4. 컨베이어 벨트의 회전이 고르지 못하거나 벨트
가 느슨할 경우에는 , 텐션이 결려 있는 텐셔너
( 풀리 / 풀리 브래킷 ) 의 위치를 다시 조정해
주십시오 .
58601-L4-00
c
주의
벨트의 상면과 기판 클램프 보드 상면의 높이에 거의 차이가
없으면 , 기판 반송에러가 발생할 가능성이 있습니다 .
그럴 경우에는 , 야마하 또는 대리점으로 연락해 주십시오 .
기판 클램프 보드의 장착
Step 10,11
기판 클램프 보드기판 클램프 보드 고정볼트
0.5 mm
기판 클램프
벨트 상면
컨베이어 동작확인
Step 11
[컨베이어 구동] 버튼
좌 우
저속 좌 저속 우
6-15
6
█
듀얼 스테이지 사양의 W2 축 컨베이어 벨트를 교환할 경우
여기에서는 , 듀얼 스테이지 사양 장비의 W2 컨베이어 벨트의 교환 방법 순서에 대해서 설명합니다 . Step1~Step4 까지는 전술의
「█ 듀얼 스테이지 W2 축 이외의 컨베이어 벨트를 교환할 경우」 와 같으므로 , 다음과 같이 Step5 부터 설명합니다 .
5
기판 데이터를 읽습니다 .
1. 임의의 기판 데이터를 선택해서 읽습니다 .
2. [ 기판 ]-「기판」화면을 열고 , 「A: 기판사이즈
X(mm) → 330」이하 , 「B: 기판사이즈
Y(mm) → 200」으로 수정합니다 .
참고
기판 데이터를 읽으면 , 다음 Step 의 [ 실장위치 이동 ] 버튼이
활성화됩니다 .
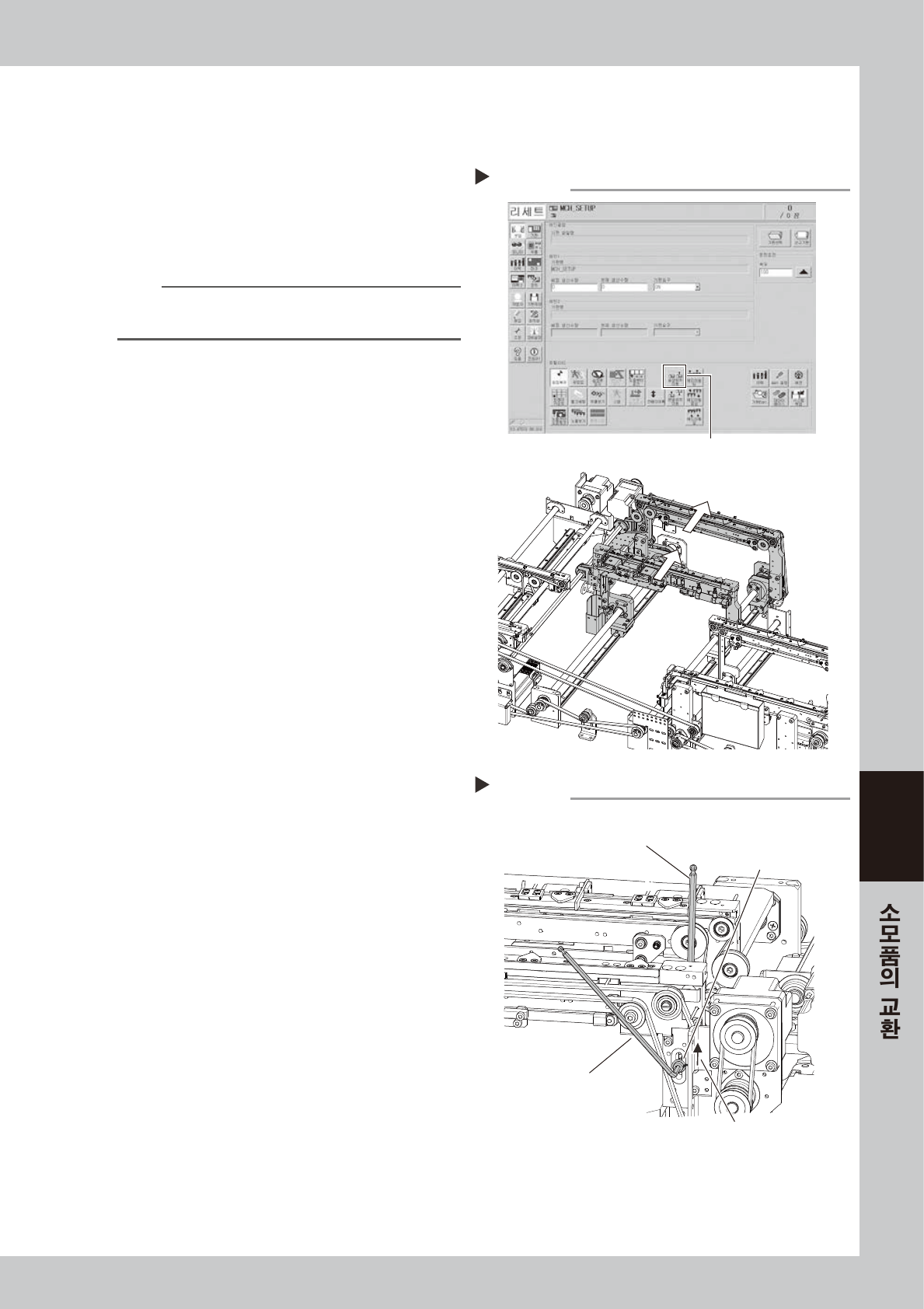
6
컨베이어를 실장위치로 이동시킵니다 .
1. 장비의 안전 커버를 닫고 , 비상정지를 해제합
니다 . 대차 사양의 경우 , 대차를 장착합니다 .
2. 「셋업」화면의 [ 실장위치 이동 ] 버튼을 눌러서
컨베이어를 실장위치로 이동시킵니다 .
57631-L4-00
e
7
벨트를 느슨하게 합니다 .
1. 비상정지 버튼을 누르고 , 장비의 안전커버를
오픈합니다 . 대차 사양의 경우는 대차를 탈착
합니다 .
2. 육각렌치 2 개로 텐션이 걸려 있는 풀리의
고정볼트를 풉니다 .
풀리쪽 : 육각렌치 5mm
고정 볼트쪽 : 육각렌치 4mm
3. 풀리를 긴 구멍 끝까지 ( 푸는 방향 ) 이동시킵
니다 .
57622-L4-00
W2 컨베이어 실장위치 이동
Step 6
[실장위치 이동 ] 버튼
<W2 컨베이어>
벨트 텐션 풀기
Step 7
<W2 컨베이어>
육각렌치 4mm
육각렌치 5mm
※풀리쪽
풀리 고정볼트
풀리를 이동시켜서 벨트의 텐션을 푼다