YS24X_Mainte_K - 第74页
3-8 3 1 . 4 컨베이 어 센서의 상태와 동 작확인 본 장 비 에 서 는 컨 베 이 어 센 서 로서 투 과 형 파이 버 센 서 를 사용 하 고 있 습 니 다 . 컨 베 이 어 폭 이 바 뀌 면 , 투 광 - 수광 센 서 간 의 거 리 가 바 뀌 므로 , 센 서 의 수광 상 태 도 변 하 게 됩 니 다 . 본 장 비 에 는 컨 베 이 어 폭 을 변 경 했 을 때 의 센 서 수광 상 태 를…
3-7
3
3
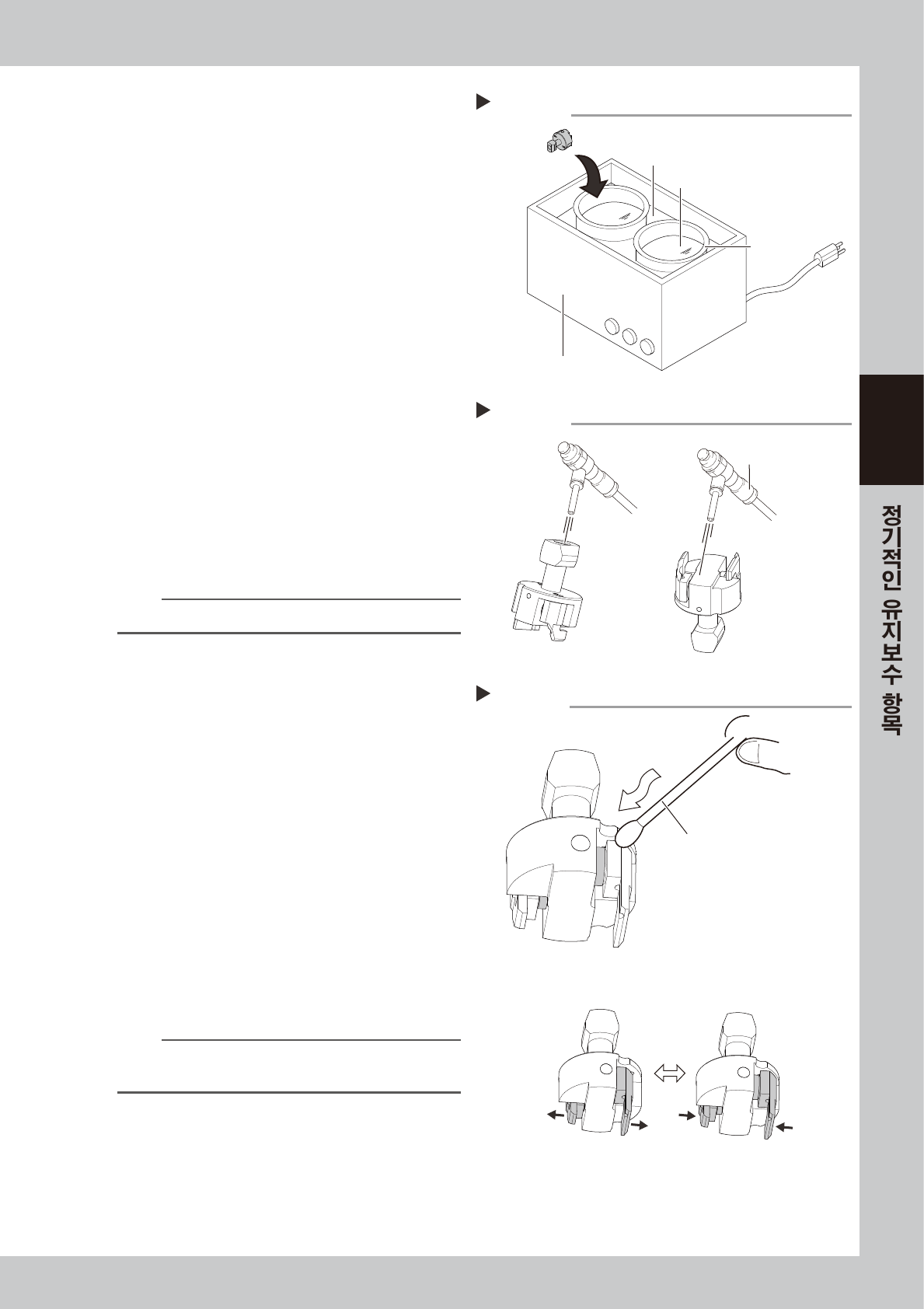
초음파 세척기로 노즐을 세정합니다 .
1. 초음파 세척기내의 용기 ( 비커 등 ) 에 노즐을
넣습니다 .
2. 용기에 노즐이 충분히 잠길때 까지 IPA 를 넣
습니다 .
3. 초음파 세척기에 물을 넣습니다 .
4. 초음파 세척을 10 분정도 실행합니다 .
57365-L4-00
4
에어 블로우를 합니다 .
1. 초음파 세척기에서 노즐을 뺍니다 .
2. 노즐 전체를 에어 블로우해서 IPA 를 제거합니
다 . 노즐의 스프링부와 에어 경로는 중점적으
로 블로우 해 주십시오 .
57366-L4-00
5
그리퍼 노즐에 급유합니다 .
1. 면봉 또는 정밀 드라이버의 선단에 소량의
터빈유를 묻힙니다 .
2. 노즐의 동작부에 터빈유를 도포합니다 .
3. 노즐을 수차례 동작시켜서 , 동작부에 터빈유
를 스며들게 합니다 .
57367-L4-00
n
요점
동작부에는 얇은 막의 유분이 생길 정도면 충분합니다.
6
잔여 유분을 제거합니다 .
1. 에어 블로우 툴로 동작부를 에어 블로우해서 ,
여분의 유분을 제거합니다 .
2. 면봉이나 먼지가 나지 않는 와이퍼 등으로
동작부 주변의 여분의 유분을 닦아냅니다 .
7
노즐의 동작 상태를 확인합니다 .
1. 탈착한 헤드의 원위치에 노즐을 장착합니다 .
노즐 스테이션에서 노즐을 탈착했을 경우는 ,
일단 노즐을 노즐 스테이션에 되돌린 후에
[ 노즐변경 ] 버튼으로 노즐을 헤드에 장착합니
다.
2. [ 장치 ]-「헤드」화면에서 , 해당하는 헤드의
[ 진공 ] 버튼을 눌러서 , 그리퍼 노즐이 원활하
게 닫히는지 확인합니다
3. 재차 [ 진공 ] 버튼을 눌러서 , 진공 상태를 해
제합니다 . 그리퍼 노즐이 원활하게 열리는지
확인해 주십시오 .
n
요점
노즐 스테이션에서 노즐을 탈착한 경우에는 노즐 스테이션의
수납 위치에 되돌려 주십시오 .
초음파 세척기
Step3
초음파 세척기
비커
물을 넣는다
IPA를 넣는다
Step4
에어 블로우
에어 블로우 툴
그리퍼 노즐의 급유
Step 5
면봉 또는 정밀 드라이버에
터빈유를 소량 묻히다
터빈유를 스며들게 한다
3-8
3
1.4 컨베이어 센서의 상태와 동작확인
본 장비에서는 컨베이어 센서로서 투과형 파이버 센서를 사용하고 있습니다. 컨베이어 폭이 바뀌면 , 투광 - 수광
센서간의 거리가 바뀌므로 , 센서의 수광상태도 변하게 됩니다.
본 장비에는 컨베이어 폭을 변경했을 때의 센서 수광상태를 기억해서 자동적으로 센서의 경계값이 변경되는
「컨베이어 센서 튜닝」기능이 있습니다.
따라서 , 정기적으로 컨베이어 폭을 변경함으로서, 컨베이어 센서 및 컨베이어 센서 튜닝 동작이 정확하게
동작되는지 확인할 수가 있습니다.
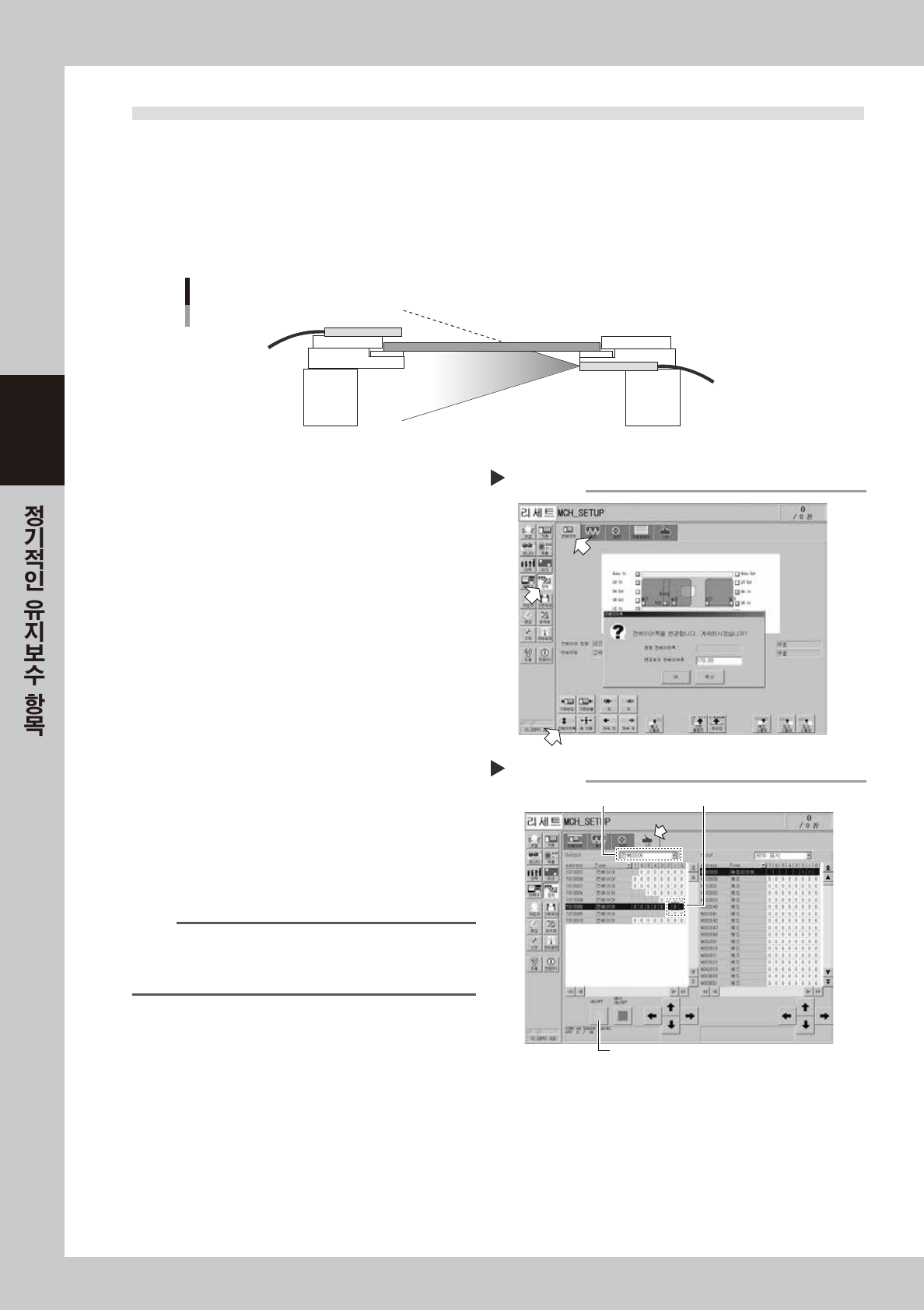
컨베이어 센서의 상태, 동작확인
투광
수광
57305 -L 4 -10
1
「장치」-「컨베이어」탭을 선택합니다 .
2
컨베이어 폭을 변경합니다 .
[ 컨베이어 폭 ] 버튼을 누르고 , 변경할 컨베이어
폭을 입력한 후 , [OK] 버튼을 눌러 주십시오 .
컨베이어가 지정된 폭으로 변경됩니다 .
3
에러발생 유무를 확인합니다 .
컨베이어폭을 변경했을때 , 에러 메시지가 표시되
지 않으면 , 컨베이어 센서는 정상적으로 동작하고
있으므로 , 다른 조정은 불필요합니다 .
에러 메시지가 표시되었을 경우에는 , Step4 이후
의 순서에 따라서 컨베이어 센서 튜닝을 실시해
주십시오 .
58300-L4-00
4
컨베이어 센서 튜닝을 실시합니다 .
1. [ 장치 ]-「I/O」화면을 표시합니다 .
2. 출력모니터 (Output) 의 드롭다운 리스트에서
「컨베이어」를 선택합니다 .
3. 「컨베이어 센서 튜닝」(T01000E-1) 을 선택
합니다 .
n
요점
듀얼 레인의 경우,
레인 1: 「T01000E-1」
레인 2 :「T01000E-3」에 대응하고 있습니다 .
4. [ON/OFF] 버튼으로 0(OFF) → 1(ON) →
0(OFF) 로 전환해서, 자동튜닝을 실행합니다 .
58301-L4-00
5
센서의 상태를 확인합니다 .
컨베이어 폭을 재차 변경해서 , 에러 메시지가 표시되지 않음을 확인해 주십시오 .
6
센서의 주변을 확인합니다 .
조정을 해도 여전히 , 에러 메시지가 표시될 경우는 , 센서 주변의 수광상태가 나쁘거나 , 센서 ( 엠프 ) 의
고장 또는 , 파이버가 꺽여있을 가능성이 있습니다 . 우선 , 센서부의 더러움이나 먼지를 제거한 후에 ,
다시 컨베이어 튜닝을 실시해 주십시오 .
컨베이어 센서의 확인
Step 1-3
컨베이어 센서의 튜닝
2
3
4
3-9
3
1.5 기판 클램프의 상태와 동작확인
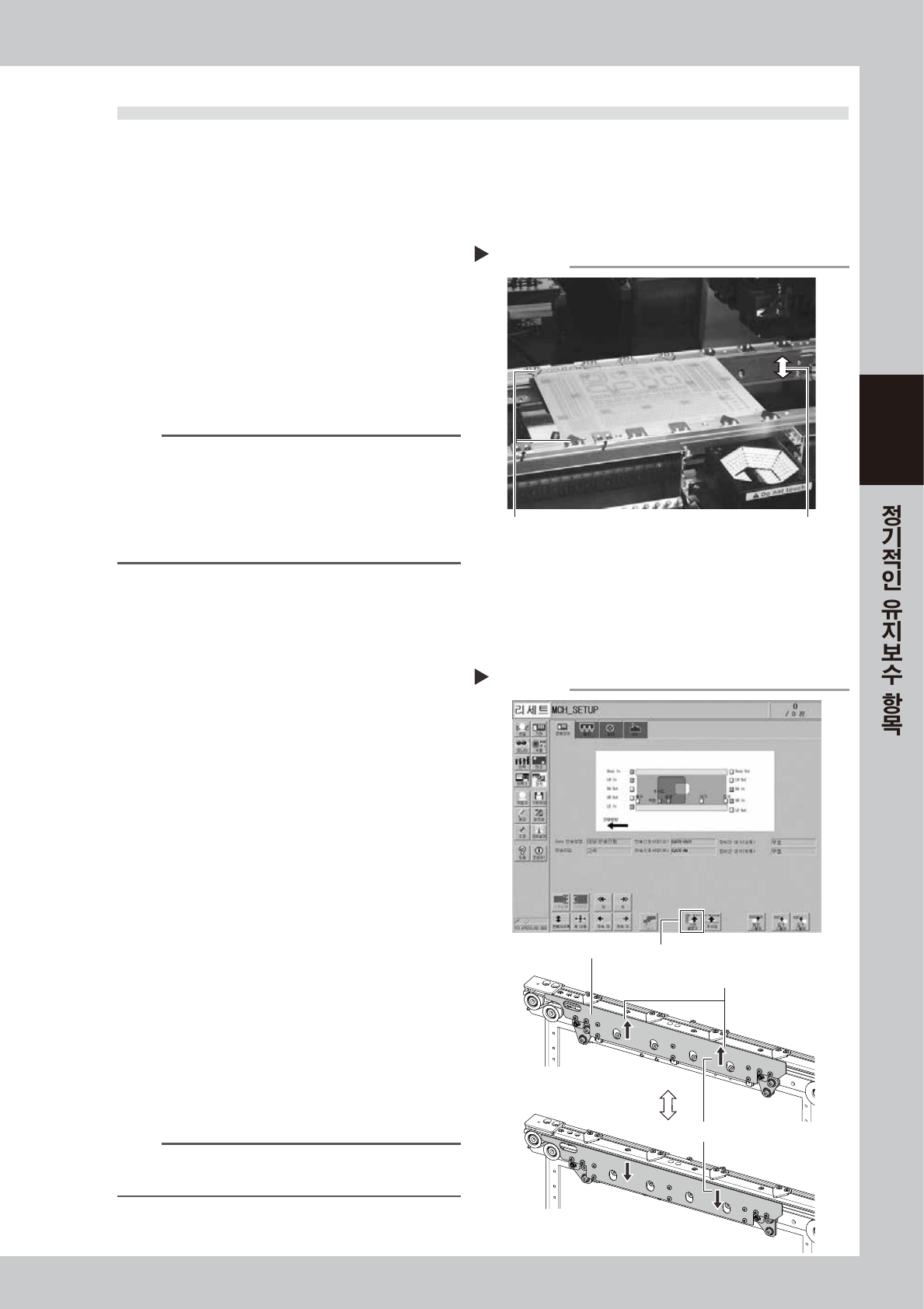
1.5.1 기판 클램프의 상태 확인
생산 품종의 전환시, 또는 생산품종의 전환이 없는 경우라도 , 1 주일에 한 번을 기준으로 다음과 같이 기판의
클램프 상태를 확인해 주십시오 .
1. 기판클램프 했을 때에 , 기판에 반동현상이 없을 것 .
2. 기판클램프 했을 때에 , 기판누름 플레이트와 기판과
의 사이에 틈새가 없을 것 .
3. 기판클램프 했을 때에 , 컨베이어 레일 상면과 기판과
의 단차가 발생하지 않을 것 .
4. 기판 클램프 유니트가 원활하게 작동할 것 .
57306-L4-00
n
요점
상기의 1~3 이 NG 일 경우에는 , 기판누름 플레이트와
푸쉬업 핀의 수량과 위치가 적절한지 확인해 주십시오 .
기판누름 플레이트의 고정나사가 느슨할 경우에는 , 단단히 고
정해 주십시오 .
4 가 NG 일 경우에는 , 다음의 기판 클램프의 동작 확인을
실시해 주십시오 .
1.5.2 기판 클램프의 동작 확인
e
1
작업 준비를 합니다 .
1. 비상정지 버튼을 누르고 , 장비의 안전커버를
오픈합니다 .
2. 대차 사양의 경우는 , 대차를 탈착합니다 .
2
클램프 보드를 상승시킵니다 .
1. 컨베이어상에 기판이 없는 상태에서 ,
[ 장치 ]-「컨베이어」화면의 [ 기판 클램프 ]
버튼을 누릅니다 .
2. 클램프 보드가 원활하게 치우침없이 상승되는
지 육안으로 확인해 주십시오 .
3
클램프 보드를 하강시킵니다 .
1. [ 기판 클램프 ] 버튼을 재차 눌러서 , 클램프
보드를 하강시킵니다 .
2. 클램프 보드가 원활하게 치우침없이 하강되는
지 육안으로 확인해 주십시오 .
58302-L 4-10
4
클램프 동작을 반복합니다 .
상기 Step2~3 의 기판 클램프
/
언클램프를 반복
해서 안정하게 동작되는지 확인합니다 .
n
요점
기판 플램프 동작이 원활하지 않을 경우에는 , 판매 대리점
또는 야마하로 연락해 주십시오 .
클램프 상태의 확인
기판누름 플레이트와의 틈새가 없을 것.
클램프시, 단차가 없는 것을 확인한다.
클램프와 언클램프를
실행해서, 확인한다.
클램프 동작의 확인
Step 2-4
[기판 클램프] 버튼
원활하게 상하로 동작
좌우의 치우침이 없을 것
기판 클램프 보드