00198726-01_UM_X-Serie-S_ZH.pdf - 第209页
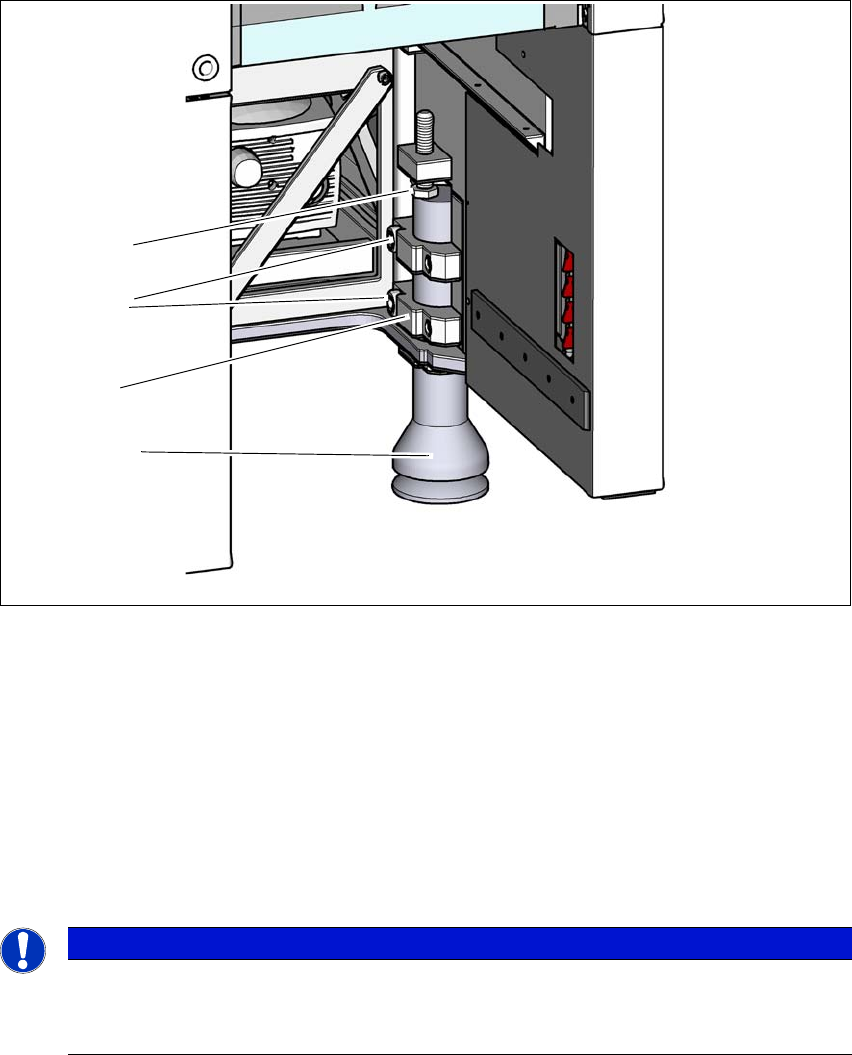
使用手册 SIPLACE X- 系列 S 4 设置与调试 使用软件版本 713.0 或更新 版本 11/2019 4.3 设置贴片机 209 4 图 4.3 - 10 在 X 和 Y 轴方向调整贴片 机 使用叉形扳手调整设置螺丝 M24x2x 120 (项目 1, 图 4.3 - 11 ,第 210 页) ,使达到所需传 送导轨高度时水平仪中的液体 位于零点位置。
4 设置与调试 使用手册 SIPLACE X- 系列 S
4.3 设置贴片机 使用软件版本 713.0 或更新 版本 11/2019
208
4.3.8 将贴片机集成到生产线中
请遵循 4.3.1 部分,第 193 页中的一般警告。
请遵循第 4.3.2 节,第 194 页中的贴片机运输警告。
有关工具和设备的详细信息,请参阅 4.3.5 部分,第 197 页。
4.3.8.1 在生产线中调平并调整贴片机
使用叉车抬升贴片机,直到贴片机支脚不再承重。
确定在生产线中贴片机的 PCB 传送导轨高度,然后使用内六角头螺丝将贴片机调节到大致的
高度。
您可能需要根据 PCB 传送导轨高度调整贴片机支脚 (见第 4.3.6 节,第 198 页)。
用叉车将贴片机放置在生产线中的空闲位置上。
注意对齐 PCB 传送导轨并检查它与前一台贴片机间的距离。
4
4
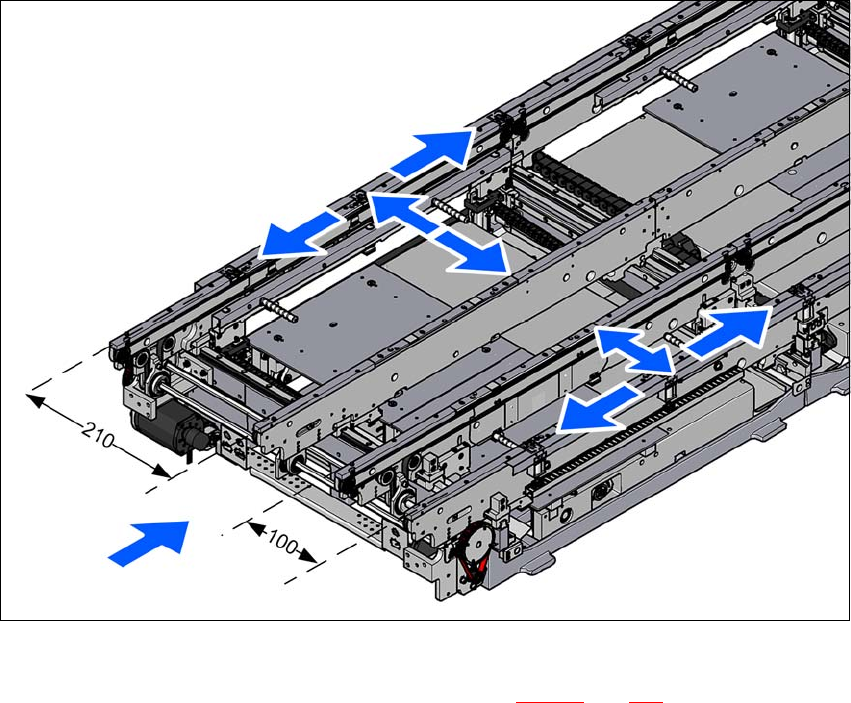
使用贴片机水平仪在 X 和 Y 轴方向上对齐贴片机。
在 1 号贴片机区域的传送导轨边上将贴片机水平仪先后放置在 X 方向和 Y 方向(参见图 4.3
- 10)。印制板传送导轨的宽度已被预设为:
单传送导轨:210 mm
双传送导轨,1 号通道:100 mm
双传送导轨,2 号通道:210 mm 4
4
测量 PCB 传送带顶部边缘和贴片机底部之间的距离。此距离应为 900 mm、930 mm 或 950
mm。
警告
损坏的危险!
如果贴片机一侧的支脚很重地撞到地面上,固定装置会因此受损。
缓慢放下贴片机。
应安排第二个人观察贴片机的下部,确保贴片机的支脚同时触地。
请注意
使用双传送导轨时,测量 X 轴方向时务必将水平仪放在贴片机的外侧。
4 设置与调试 使用手册 SIPLACE X- 系列 S
4.3 设置贴片机 使用软件版本 713.0 或更新 版本 11/2019
210
4
图 4.3 - 11 预设贴片机外部支脚的高度
(1) 用于高度调整的 M24x120 设置螺丝 (贴片机高度是 900 mm 时为 M24x100)
(2) 贴片机外支脚
(3) 夹持片
(4) M24x90 六角套筒螺丝
检查要求的印制板传送导轨高度。
贴片机对齐后,使用扭矩扳手拧紧 M24x90 六角套筒螺丝 (项目 4),将所有贴片机外部支
脚 (项目 3)的夹持片夹紧。
4
使用钩形扳手将贴片机的中部支架拧松约 135 - 145,直到它们牢固着地。
确保贴片机的中部支脚没有拧出太多,导致贴片机不平衡。
请注意
低拧紧扭矩的振动!
拧紧扭矩为 130 Nm。比这更小的扭矩可能导致贴片机振动。
使用足够高的拧紧扭矩。
(4)
(2)
(1)
(3)