00198726-01_UM_X-Serie-S_ZH.pdf - 第216页
4 设置与调试 使用手 册 SIPLACE X- 系列 S 4.5 将空料带导槽调整为元件高度 使 用软件版本 713.0 或更新 版本 11/2019 216 4.5 将空料带导槽调整为元件高度 如果所使用供料器模块的料带袋高度 > 8 mm 时,须拆除分隔板 (1 ) 。 4 (1) 8 mm 以上料带的分隔板 ,可拆卸 (2) 固定螺 钉 4 拧松固定螺钉。 拉出分隔板。 警告 拆除分隔板! 关闭贴片机主开关,拆…
使用手册 SIPLACE X- 系列 S 4 设置与调试
使用软件版本 713.0 或更新 版本 11/2019 4.4 根据 PCB 传送导轨的高度调整元件料车
215
4.4.1 警告说明
4
4.4.2 工具和设备
调整料车高度时,需要用到以下工具和设备:
– 安装器件 (物件号: 03015976-xx)
– 用于抬升料车台的升降器件,负荷能力最小为 80 kg
4.4.3 更改料车高度
4
使用两颗 M8 x 50 内六角头螺钉将装配辅助装置固定到转换料台上。我们为 “60 转换料台 ” 和
“30 转换料台
准备了两种不同的安装孔。
将杠杆器件挂到金属环中。
拧松固定螺钉并将转换料台抬升到所需位置。
安放并拧紧固定螺钉。
警告
由具备资质人员调整元件料车高度!
只允许 ASM Assembly Systems GmbH & Co. KG 的工程师或有资质人员调整料车的高
度。
始终遵守相关的事故预防规定。
如果想要调整交换料台的高度,请移除交换料台上的所有供料器模块。
警告
损坏的危险!
抬升和下放操作可能造成交换料台发生变形。
请将所有供料器模块从转换料台上拆下。
为了调整高度,将安装器件安置到转换料台上。
4 设置与调试 使用手册 SIPLACE X- 系列 S
4.5 将空料带导槽调整为元件高度 使用软件版本 713.0 或更新 版本 11/2019
216
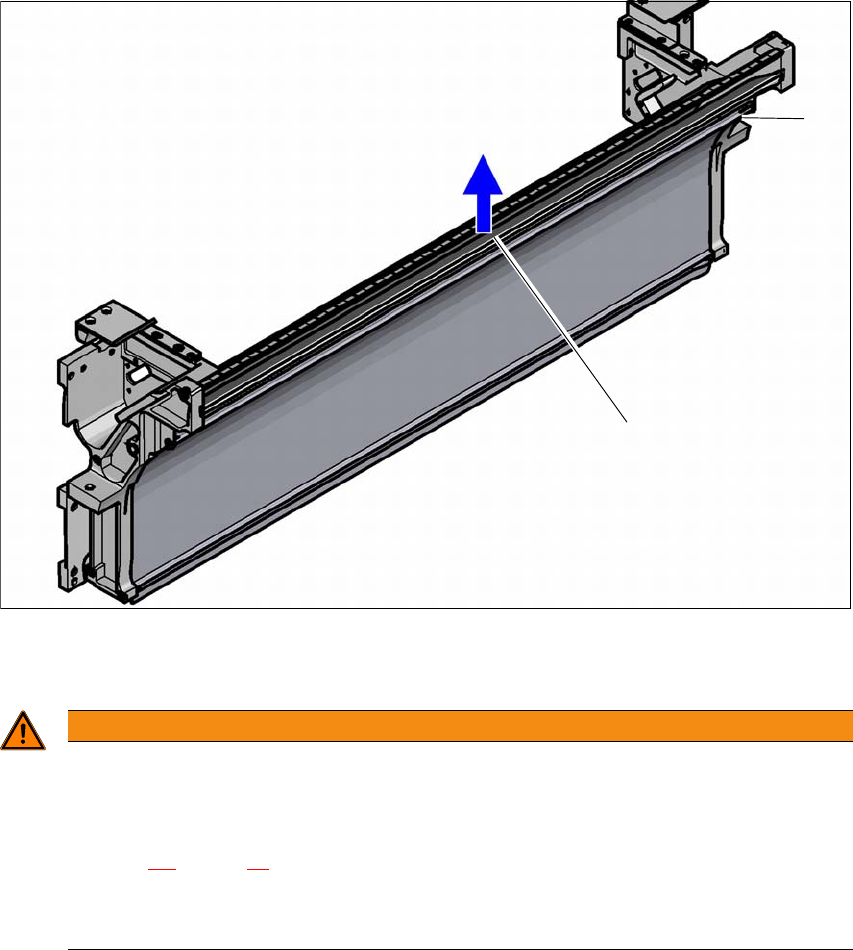
4.5 将空料带导槽调整为元件高度
如果所使用供料器模块的料带袋高度 > 8 mm 时,须拆除分隔板 (1)。
4
(1) 8 mm 以上料带的分隔板,可拆卸
(2) 固定螺钉
4
拧松固定螺钉。
拉出分隔板。
警告
拆除分隔板!
关闭贴片机主开关,拆除分隔板。
断开贴片机的电源和压缩空气供给。
按照 2.9 节,第 89 页所示,锁住贴片机,防止未经授权的重新激活。
等到料带切割器的工作压力降到 0 Mpa 。
不要伸手触摸空料带导槽的内部。
(1)
(2)
使用手册 SIPLACE X- 系列 S 4 设置与调试
使用软件版本 713.0 或更新 版本 11/2019 4.6 调试贴片机
217
4.6 调试贴片机
4.6.1 根据客户的需要调试贴片机
检查所有模块的安放是否正确。
移除用于装运的支撑架 (请参阅第 4.3.9 页上的第 4.3.9 节)。
使用无绒布擦拭 X/Y 轴的线性导轨。
不可
使用任何溶剂 (见第 4.3.10 节,第 213 页)。
连接电源和压缩空气源。确保输入导线和线缆不会绊倒。如可能,将输入电缆放入贴片机下
方。
打开贴片机,检查急停按钮、保护盖位置开关和元件料车等安全装置的功能。
执行参考运行。
初步校准贴片机 (参见第 4.6.2.1 节,第 218 页)。
在计算机中加载方法并对其进行测试。
热机 3 - 4 小时后,检查贴片机的零点。
让客户的操作人员根据客户的贴片程序装备供料器模块。
教授他们如何使用 JobGuide 处理供料器模块。
4.6.2 检查和设置保护盖开关
检查保护盖开关的功能 (见 2.4.1,第 63 页)。
如果必要,请调整保护盖开关 (参见 《维修手册》)。