00198726-01_UM_X-Serie-S_ZH.pdf - 第26页
1 介绍 使用手册 SIPLACE X- 系列 S 1.2 贴片机说明 使用软件版本 713.0 或更 新 版本 11/2019 26 共有四个供应元件的料位。这些料位 可以装配元件料车并且可配置高达 40 条料轨。 SIPLACE X2 S 型贴片 机有两个悬臂。 位于 1 号贴片区域的悬臂 对着 4 号料位。 位于 2 号贴片区 的悬臂对着 2 号料位。 这些悬臂可以通过线性马达实现快速 、精确定位,朝 X 轴和 Y 轴方向彼此独立…
使用手册 SIPLACE X- 系列 S 1 介绍
使用软件版本 713.0 或更新 版本 11/2019 1.2 贴片机说明
25
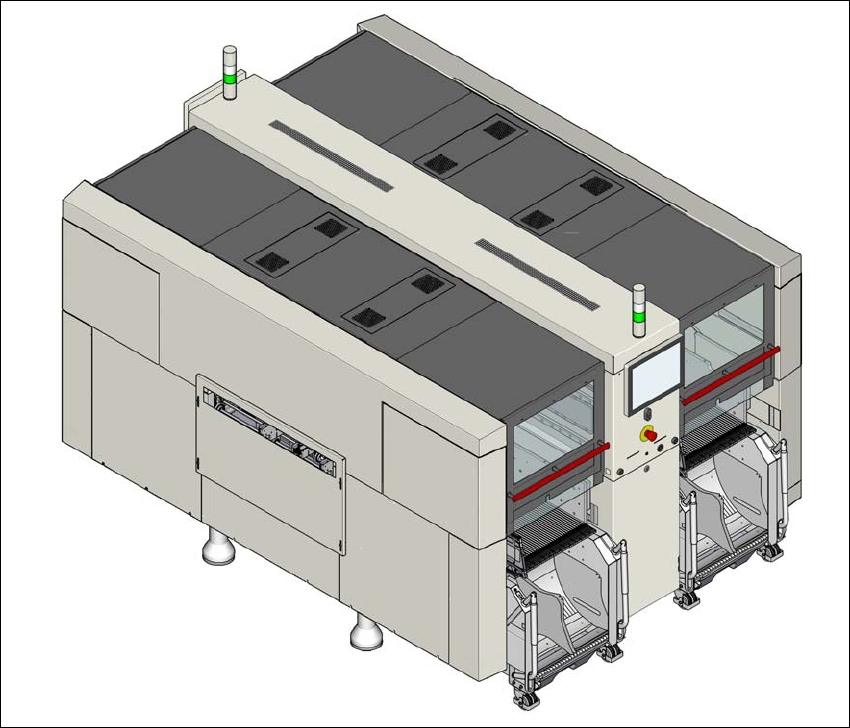
1.2.4 SIPLACE X2 S
T:0
图 1.2 - 4 SIPLACE X2 S 型贴片机
SIPLACE X2 S 型贴片机的独特之处在于:
– 高精确度,
– 智能贴片优化,
– 智能配置策略,
– 高达高端处理范围的贴片性能
可选择三种贴片方法处理元件:
– 收集 & 贴片,
– 拾取 & 贴片,
– “ 收集 & 贴片 ” 和 “ 拾取 & 贴片 ” 方法的组合 (混合模式)。
SIPLACE X2 S 型贴片机有两个贴片区域,带有一个单轨传送导轨或者一个双轨传送导轨。双传
送导轨上可以同时贴装两块印制板。
1 介绍 使用手册 SIPLACE X- 系列 S
1.2 贴片机说明 使用软件版本 713.0 或更新 版本 11/2019
26
共有四个供应元件的料位。这些料位可以装配元件料车并且可配置高达 40 条料轨。
SIPLACE X2 S 型贴片机有两个悬臂。位于 1 号贴片区域的悬臂对着 4 号料位。位于 2 号贴片区
的悬臂对着 2 号料位。
这些悬臂可以通过线性马达实现快速、精确定位,朝 X 轴和 Y 轴方向彼此独立地运行。
1.2.4.1 贴片头配置总览
T:0
CPP_H = 位于高装配位置的 SIPLACE Multistar CPP
CPP_L = 位于低装配位置的 SIPLACE Multistar CPP
1 号贴片区 2 号贴片区
C&P20 P C&P20 P
C&P20 P CPP_L
C&P20 P CPP_H
C&P20 P2 C&P20 P2
C&P20 P2 CPP_L
C&P20 P2 CPP_H
CPP_L CPP_L
CPP_H CPP_H
CPP_L CPP_H
C&P20 P TH
C&P20 P2 TH
CPP_L TH
CPP_H TH
TH TH
使用手册 SIPLACE X- 系列 S 1 介绍
使用软件版本 713.0 或更新 版本 11/2019 1.2 贴片机说明
27
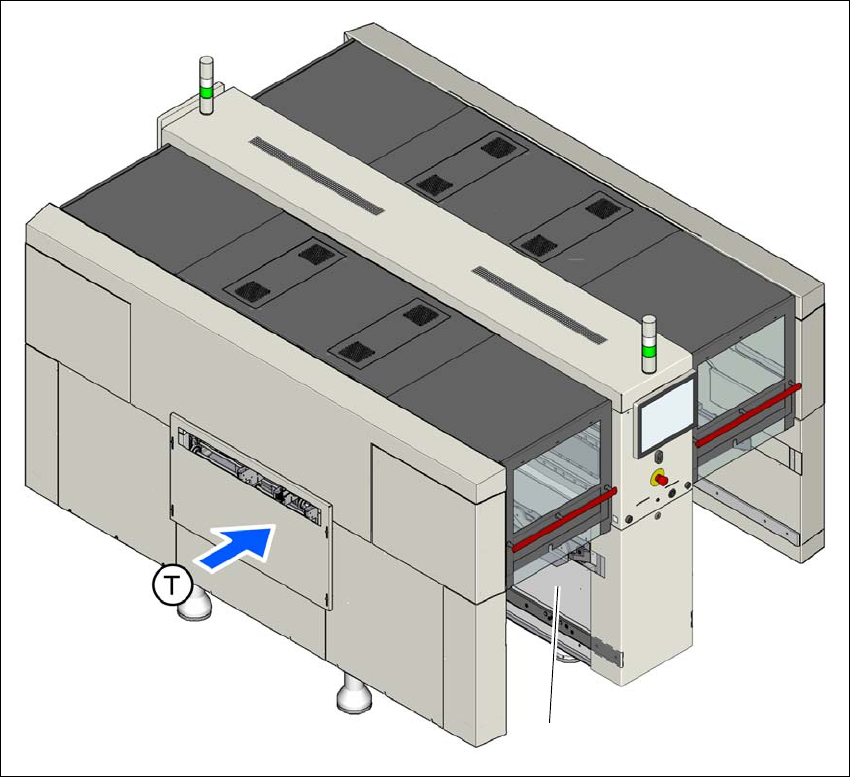
1.2.5 贴片机序列号
贴片机的序列号位于贴片机框架内侧的位置 1 处。
T:0
图 1.2 - 5 带有产品序列号的铭牌位置 (示例为 SIPLACE X2 S / X3 S / X4 S 贴片机)
(T) 行程方向
(1) 铭牌
(1)