Panasonic Feeder N7201A052C24 操作手册.pdf - 第74页
Intelligent Tape Feeder 操作手册 4.1 进给间距变更的调整 Page 4-4 INTF-C-OMB04-A01-04 24 mm/32 mm 编带供料器 要求 请注意不要在进给间距变更板倾斜的状态下对其进行固定。 名称 压盖 进给间距变更板 进给间距的刻度 设定进给间距板的基准面 固定螺钉 1. 拧松编带压盖区块的进给间距变更板上的 固定螺钉 。 通知 44 mm/56 mm, 72…
Intelligent Tape Feeder
操作手册
4.1
进给间距变更的调整
INTF-C-OMB04-A01-04 Page 4-3
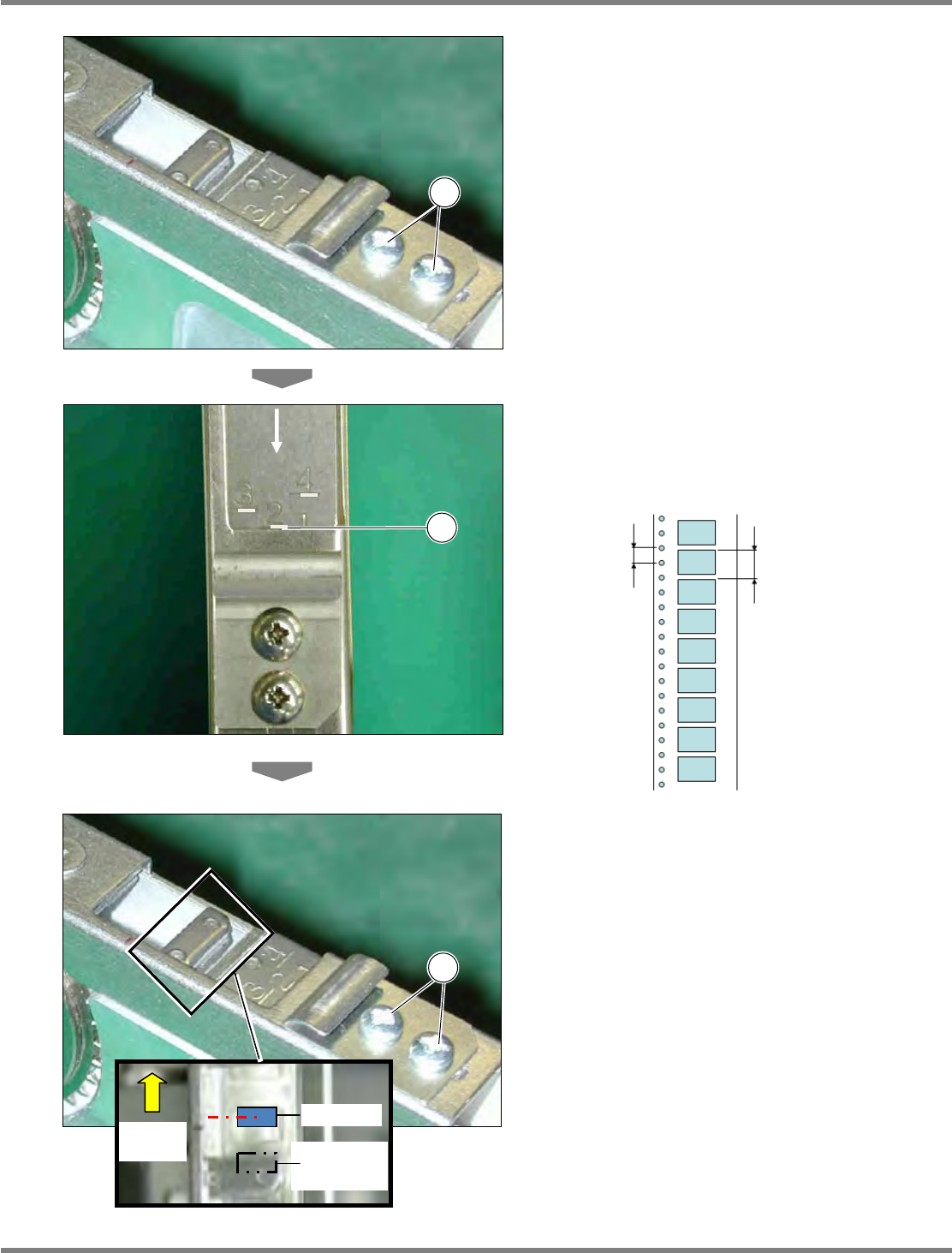
1.
拧松编带压盖区块的进给间距变更板上的
固定螺钉
。
2.
移动进给间距变更板,把设定进给间距数
字下面的刻度与设定进给间距的基准面
相对齐。
3.
拧紧进给间距变更板上的固定螺钉
,固
定进给间距变更板。
螺丝刀要使用
#1
。
拧紧扭矩标准为
40 cNꞏm
进给间距变更板的内部尺寸和外部尺寸并不完
全一致,固定时请勿使板倾斜。
请确认吸着位置的元件
(
空槽
)
整体都已从间距
变更托板的尖端完全突出来。
请确认接下来吸着元件已隐藏在进给间距变更
托板的下方。
1 间距
4 mm
进给间距
为左边的塑编带时,进给间
距为 8 mm
因此,按压盖的进给间距刻
度对准 2。
1 间距=4 mm
2 间距=8 mm
3 间距=12 mm
INTF-091P
5
供料器
前方
吸着元件
接下来吸着
的元件
INTF-091P
5
INTF-049P
4
4
3
2
Intelligent Tape Feeder
操作手册
4.1
进给间距变更的调整
Page 4-4 INTF-C-OMB04-A01-04
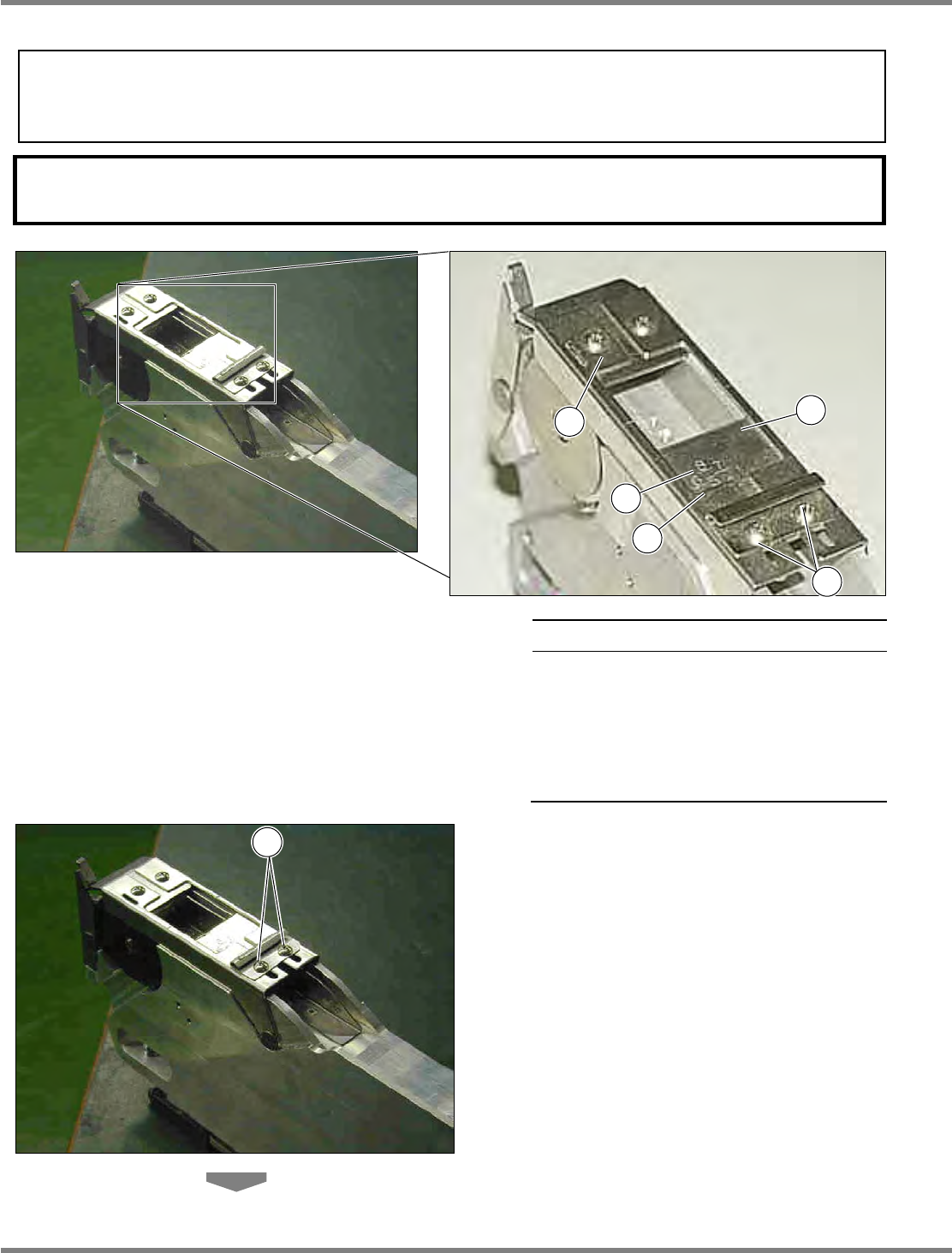
24 mm/32 mm
编带供料器
要求
请注意不要在进给间距变更板倾斜的状态下对其进行固定。
名称
压盖
进给间距变更板
进给间距的刻度
设定进给间距板的基准面
固定螺钉
1.
拧松编带压盖区块的进给间距变更板上的
固定螺钉
。
通知
44 mm/56 mm, 72 mm
编带供料器进给间距变更板的调整方法和
24 mm/ 32 mm
编带
供料器的步骤是相同的。
INTF-136P
5
INTF-050P
INTF-136P
1
2
3
4
5

Intelligent Tape Feeder
操作手册
4.1
进给间距变更的调整
INTF-C-OMB04-A01-04 Page 4-5
2.
移动进给间距变更板,把设定进给间距数
字下面的刻度与设定进给间距的基准面
相对齐。
3.
拧紧进给间距变更板上的固定螺钉
,固
定进给间距变更板。
螺丝刀要使用
#1
。
拧紧扭矩标准为
40 cNꞏm
进给间距变更板的内部尺寸和外部尺寸并不完
全一致,固定时请勿使金属板倾斜。
INTF-136P
5
INTF-137P
4