西门子技术培训资料TX等糸例.pdf - 第144页
5 贴片头 5.3 双头 144 技术培训 SIPLACE TX系列 10/2016 5.3.4.2 贴片机软件真空检查 ● 如果发生真空错误,则可以使用贴片机软件测试真空系统。 ● 将测出的打开和关闭值之差用作吸嘴检查的参考值。
5 贴片头
5.3 双头
技术培训 SIPLACE TX系列 10/2016 143
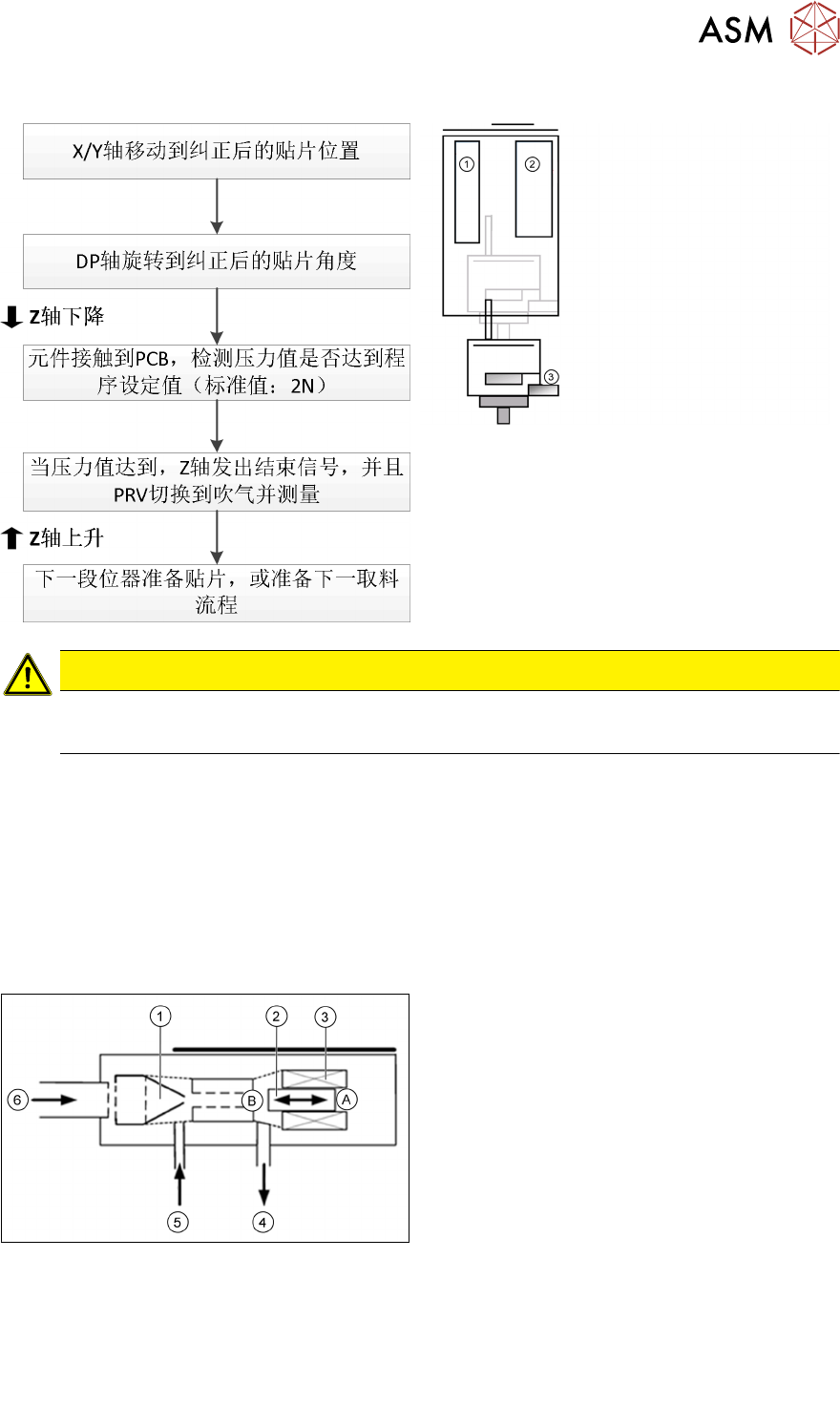
详细的标准贴片
1. Z 轴电机
2. 切换真空或吹气的调压阀
3. 力度感应器:测量接触力度
注意
如果贴片期间未达到吹气压力,Z 轴向上的位置就会进行真空检查,从而查看元件的贴片是
否已完成。
温度补偿
定期检查温度传感器,校准偏差值以提高贴片精准度。
5.3.4 真空系统概览
5.3.4.1 真空系统
A - 活塞处于“打开”位置
B - 活塞处于“关闭”位置
1. 吹气电磁阀的吸嘴
2. 压料柱塞(铁芯)/活塞
3. 压料柱塞驱动(电感器)/驱动装置回路
4. 连接消音器的已排出空气
5. 真空或吹气输出
6. 压缩空气输入
调压阀 – 功能
●
拾取期间,活塞始终位于“打开”位置,在这个位置上,吸嘴上的真空达到最大。
●
贴片期间,活塞位于“关闭”位置,从而能够产生吹气,然后将其应用于吸嘴进行贴片。
●
在贴片循环中,最大真空 (-850 mbar) 与最大吹气 (+400 mbar) 间的切换时间小于 12m。
5 贴片头
5.3 双头
144 技术培训 SIPLACE TX系列 10/2016
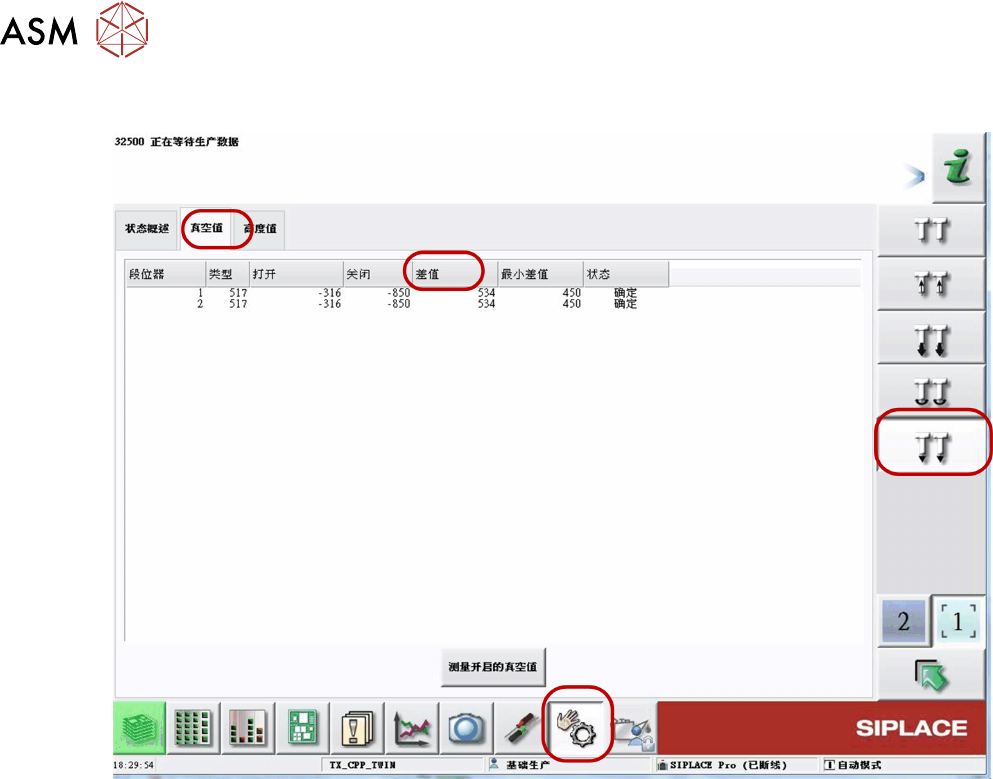
5.3.4.2 贴片机软件真空检查
●
如果发生真空错误,则可以使用贴片机软件测试真空系统。
●
将测出的打开和关闭值之差用作吸嘴检查的参考值。

5 贴片头
5.3 双头
技术培训 SIPLACE TX系列 10/2016 145
5.3.5 处理
双头 – 降低 Z 轴
Z 轴的手动降低
双头的贴片力度为 1.0 至 15 N。
需要极其平稳地运行 Z 轴,尤其是运用低贴片力度时。因此,必须非常小心地操作 Z 轴。
危害原因
手动降低 Z 轴时,容易损坏双头模块!
●
仅可手动降低。
执行 Z 轴的手动降低之前,确保已松开 Z 轴。
●
松开 Z 轴时,将 Z 轴的返回气缸上移。
●
如果未松开轴,那么手动降低 Z 轴时,返回气缸会自动上移,这可能会造成人身伤害和贴片头
损坏。
降低 Z 轴
在 P&P 模块 1 上降低 Z 轴
要安全地降低 Z 轴,需要用手压收缩装置驱动具
有相应标记的部件。
在 P&P 模块 2 上降低 Z 轴
在段位器 2 上降低 Z 轴的方法是从两侧握住载体
臂,然后向下推。