西门子技术培训资料TX等糸例.pdf - 第43页
4 悬臂系统 4.3 维修和调整后校准 技术培训 SIPLACE TX系列 10/2016 43 4.3 维修和调整后校准 4.3.1 主悬臂校准说明 零点偏差(贴片机零点校正) 贴片机 ZPC(每个悬臂的工作站点)用作贴片机坐标系的 X 轴和 Y 轴的参考点。如此一来,轴就能 知晓它们在贴片机中的当前位置。PCB 镜头朝贴片机零点(基准点)移动。然后来测量 X 方向和 Y 方向。产生的偏移量会在 X 轴和 Y 轴的固定零点校正中进行调…
4 悬臂系统
4.2 回参考点
42 技术培训 SIPLACE TX系列 10/2016
到达 HW 末端位置,更换驱动方向并查找零脉冲
轴运动方向已经确定,但控制系统认为电机处于未知位置。
1. 借助缓冲器识别(硬件终点挡板),轴渐渐朝着与缓冲器相反的方向移动。为此,固定目标值
由逐渐靠近机械终点挡板的轴控制器设置。
2. 一定时间后,轴会到达这种状态,即不再会到达设定的目标位置(实际位置不等于目标位
置),轴位于硬件终点挡板(缓冲器)。
3. 在经过一定时间(大约 10m)并到达一定电机电流后,行进方向将会反转并且轴会在特定范
围内搜索零脉冲。此时电机进行定位控制。
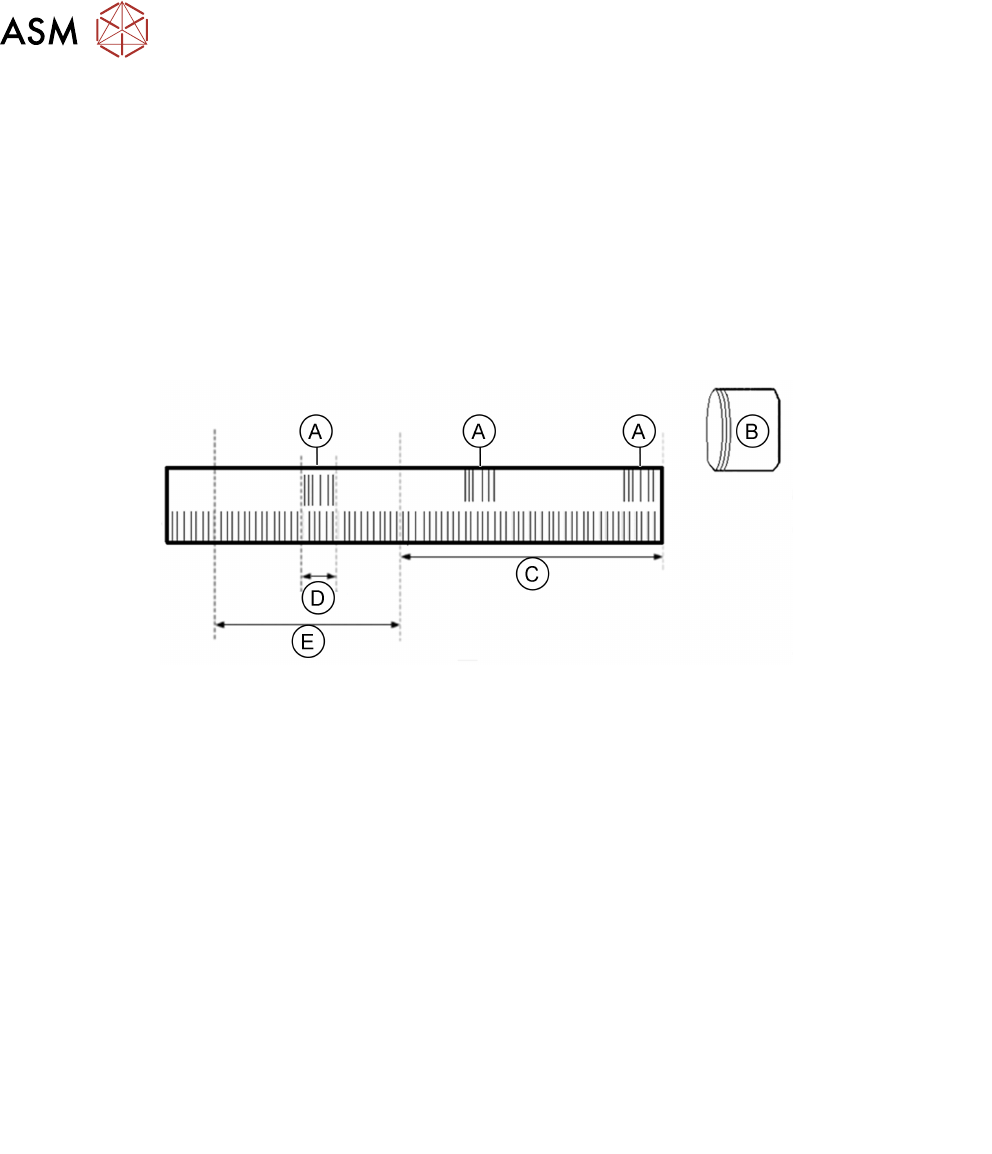
A
B
C
D
E
零脉冲
缓冲器
没有可配置的零脉冲搜索区域
检查正确零脉冲的区域
可配置的零脉冲搜索区域
4. 距离缓冲器一定距离(约 25 mm)会禁止搜索零脉冲。
5. 移出该禁止区域后,开始搜索。如果在该区域发现零脉冲,则在距离大约 2.5 mm 的区域内搜
索更多脉冲。如果只找到一个零脉冲,则会出现结束位置信息,回参考点就此完成。
6. 出现故障(特定区域内出现多个零脉冲或没有零脉冲)后,轴将停止运行并发送一条错误信
息。
7. 轴现在位于定义位置。查找和检查零脉冲后,会载入零点校正值。
8. 主轴的回参考点现已完成。
9. 真空和高度回参考点将会开始。
主轴回参考点在所有悬臂上同时开始。
TX micron 悬臂差异
●
X/Y 轴玻璃标尺热稳定 Robax 标尺(微晶玻璃复合材料),用于悬臂系统,最高分辨率为
10nm。
●
编码器插值 20um
– X 轴编码器 TXm MS30
– Y 轴编码器 TXm MS30
●
X 轴上安装的两个传感器模块,用于将 X 轴和 Y 轴模拟跟踪信号转换为数字信号。

4 悬臂系统
4.3 维修和调整后校准
技术培训 SIPLACE TX系列 10/2016 43
4.3 维修和调整后校准
4.3.1 主悬臂校准说明
零点偏差(贴片机零点校正)
贴片机 ZPC(每个悬臂的工作站点)用作贴片机坐标系的 X 轴和 Y 轴的参考点。如此一来,轴就能
知晓它们在贴片机中的当前位置。PCB 镜头朝贴片机零点(基准点)移动。然后来测量 X 方向和 Y
方向。产生的偏移量会在 X 轴和 Y 轴的固定零点校正中进行调整。
行程范围
该轴所允许的移动范围,根据机器坐标系,使用最大值和最小值来设定。
系统标识
检查X/Y轴的控制参数,确保可以可靠控制轴移动。如果贴片机已经移动或者如果悬臂已经转换,那
么应该重复该步骤。
X 轴参数化
优化 X 轴控制参数。
印刷板相机(PCB 相机)
确定校准因数,相机像素大小和贴片机测量系统(X 轴、Y 轴)的精度以及 PCB 相机内的 CCD 传
感器安装角度之间的关系。
4 悬臂系统
4.3 维修和调整后校准
44 技术培训 SIPLACE TX系列 10/2016
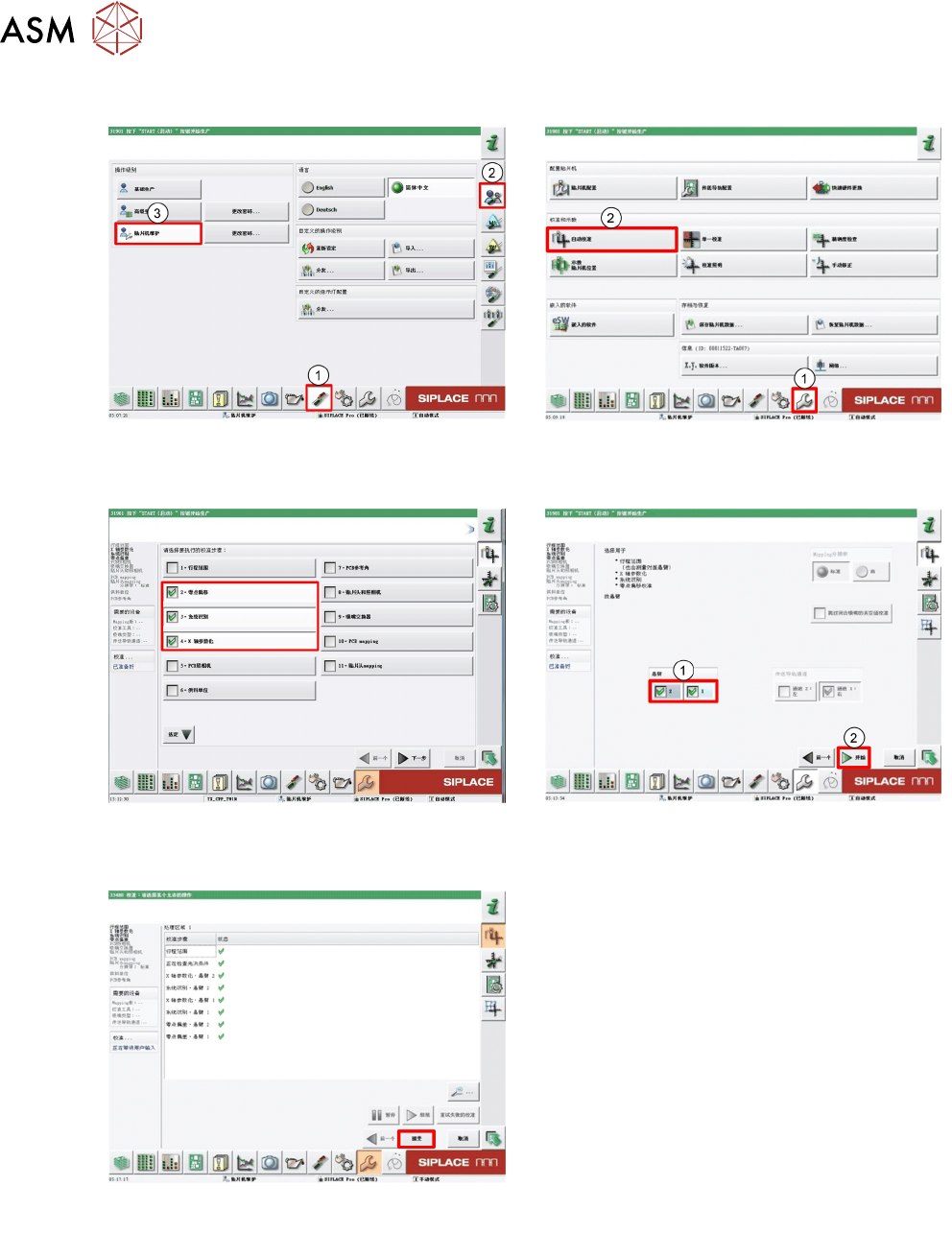
4.3.2 进行校准
1. 以
Machine service
(1-3) 级别登录。 2. 单击
Calibration
(1)。
单击
Automatic calibration
(2)。
3. 选择所需的校准项目。 4. 选择所需的
悬臂
(1)。
单击
Start
(2)。
5. 单击
Accept
以保存数据。