JM-10_QA表.pdf - 第41页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 确认方法 1. 将千分表装在贴装头上。 2. 将基准(背面)侧的高度作为千分表的“0”。 与Y轴之高度方向的平行度:0.1mm以内 3. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度,确认在0.1mm以内。 调整方法 1. 将千分表装在贴装头上。 2. 将基准(背面)侧的高度作为千分表的“0”。 3. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧…
QA表 NO. 4 (1/2) NO. 4 (2/2)
机种
确认方法
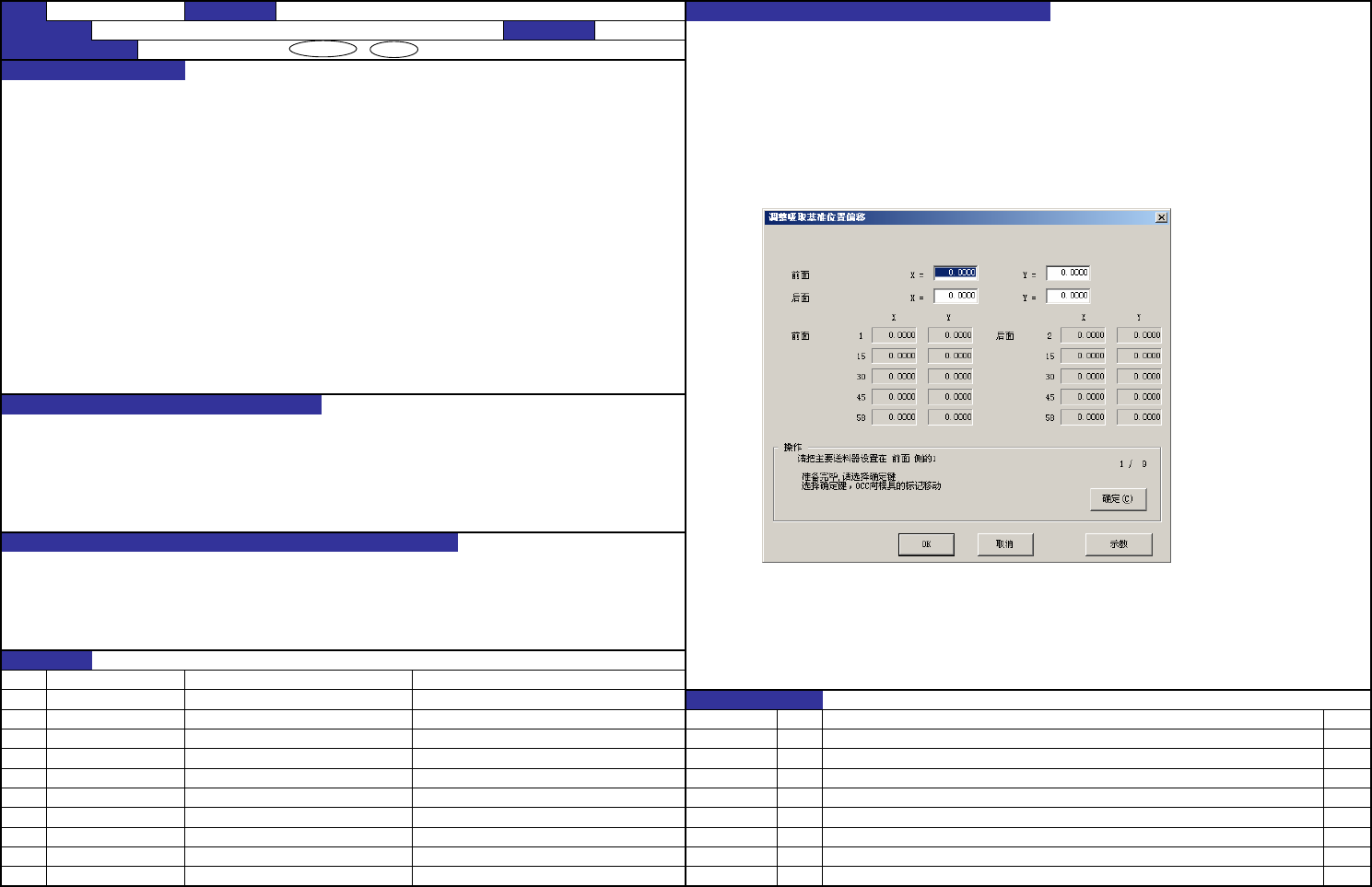
1. 确认进入MS参数,各位置上的吸取位置精度处于规格值以内。
(下图对话框中显示的值应处于规格值以内。)
・ 吸附位置精度:±0.1mm
5个测定位置上的精度之范围应在0.1mm之内。
调整方法
1. 从新调整同步轴及固定板。
使吸附稳定。
・ 吸附出错
・ 芯片站立
・ 同时吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-4
日期 内容
货号 品名 有关质量特性
40077285 FIXING PLATE
变更履历
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JM-10 装置名称 送料器装卸架 确认方法及调整方法(故障处理方法)
功能名称 吸附位置精度 编制日期 2008/7/28
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法
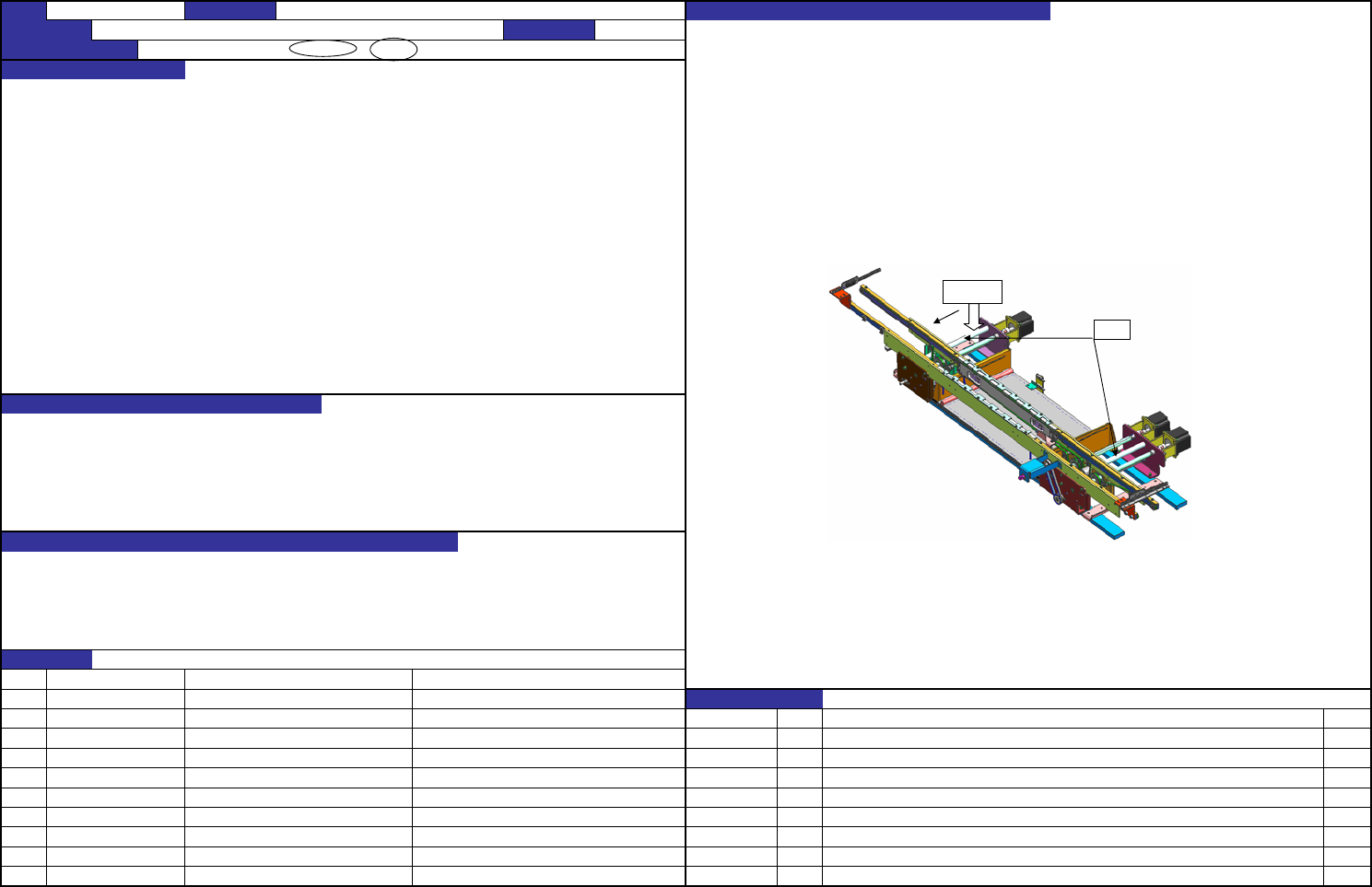
1. 将千分表装在贴装头上。
2. 将基准(背面)侧的高度作为千分表的“0”。
与Y轴之高度方向的平行度:0.1mm以内 3. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度,确认在0.1mm以内。
调整方法
1. 将千分表装在贴装头上。
2. 将基准(背面)侧的高度作为千分表的“0”。
3. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度并调整到0.1mm以内。
抑制因基板尺寸引起的传送基准面的离差。
・ 贴片不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-1
GUIDE SH
编制日期 2011/1/31
货号 品名 有关质量特性
40078507
确认方法及调整方法(故障处理方法)
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
导轴高度
质量保证类别
JM-10
装置名称
传送带
预想故障(应规格调整值不良而发生的故障)
对象元件
内容
变更履历
日期
导轴
测量方向
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
确认方法
1. 将千分表装在贴装头上。
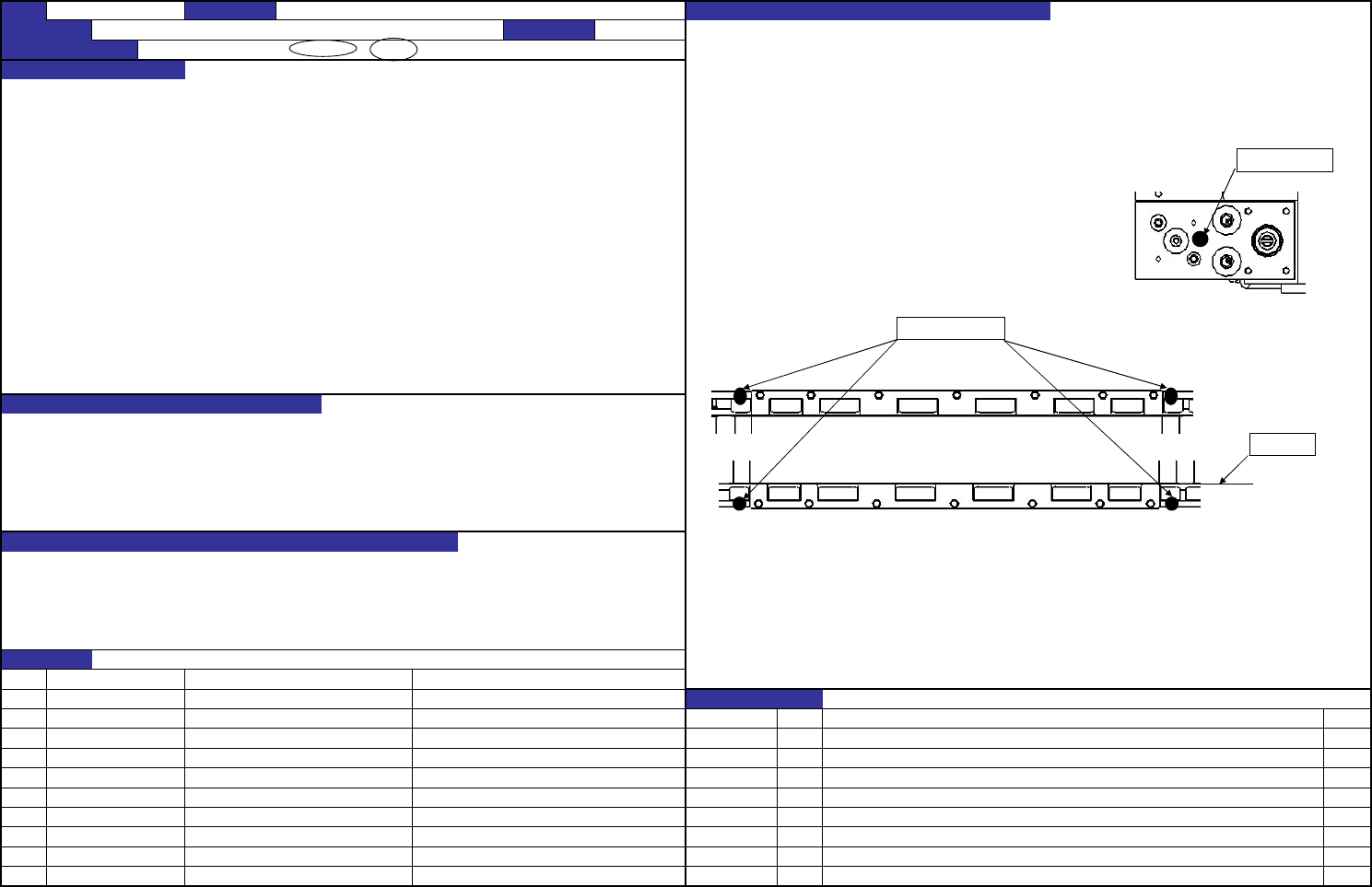
2. 测量正面侧轨道与X轴的平行度,确认在50μm以下。
・ 正面侧轨道与X轴的平行度:50μm以内 3. 将校正块的上面作为千分表的“0”。
・ 轨道的高度(与校正块的距离):±20μm以内 4. 确认下图所示4个部位的轨道高度在±20μm以下。
调整方法
1. 将千分表装在贴装头上。
2. 测量正面侧轨道与X轴的平行度,调整到50μm以下。
3. 将校正块的上面作为千分表的“0”。
4. 将下图所示4个部位的轨道高度调整到±20μm以下。
使吸附位置及高度达到一致。
・ 吸附出错
・ 芯片站立
・ 同时吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-2
JM-10
装置名称
传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
编制日期 2011/1/31
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
轨道位置
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号 品名 有关质量特性
40107775 RAIL GUIDE PLATE
内容
40107782 CONVEYOR RAIL
日期
“0”设定位置
测量面
测量位置(4处)