MV-9_Chapter 5. Teaching.pdf - 第157页
错误 ! 使用“开始” 选项卡将 제목 2 应用于要在此处显示的文字。 错误 ! 使用“开始”选项卡将 제목 2 应用 于要在此处显示的 文字。 . 5- 157 Measurement Collect dat a from section scanned by laser . Use as reference position Set thi s f unction t o r ef er to he ig ht of oth…
MV-9 User Manual
5-156
5) Inspection result in status screen
- Same with inspection result in status screen of the relevant general-purpose inspection
window.
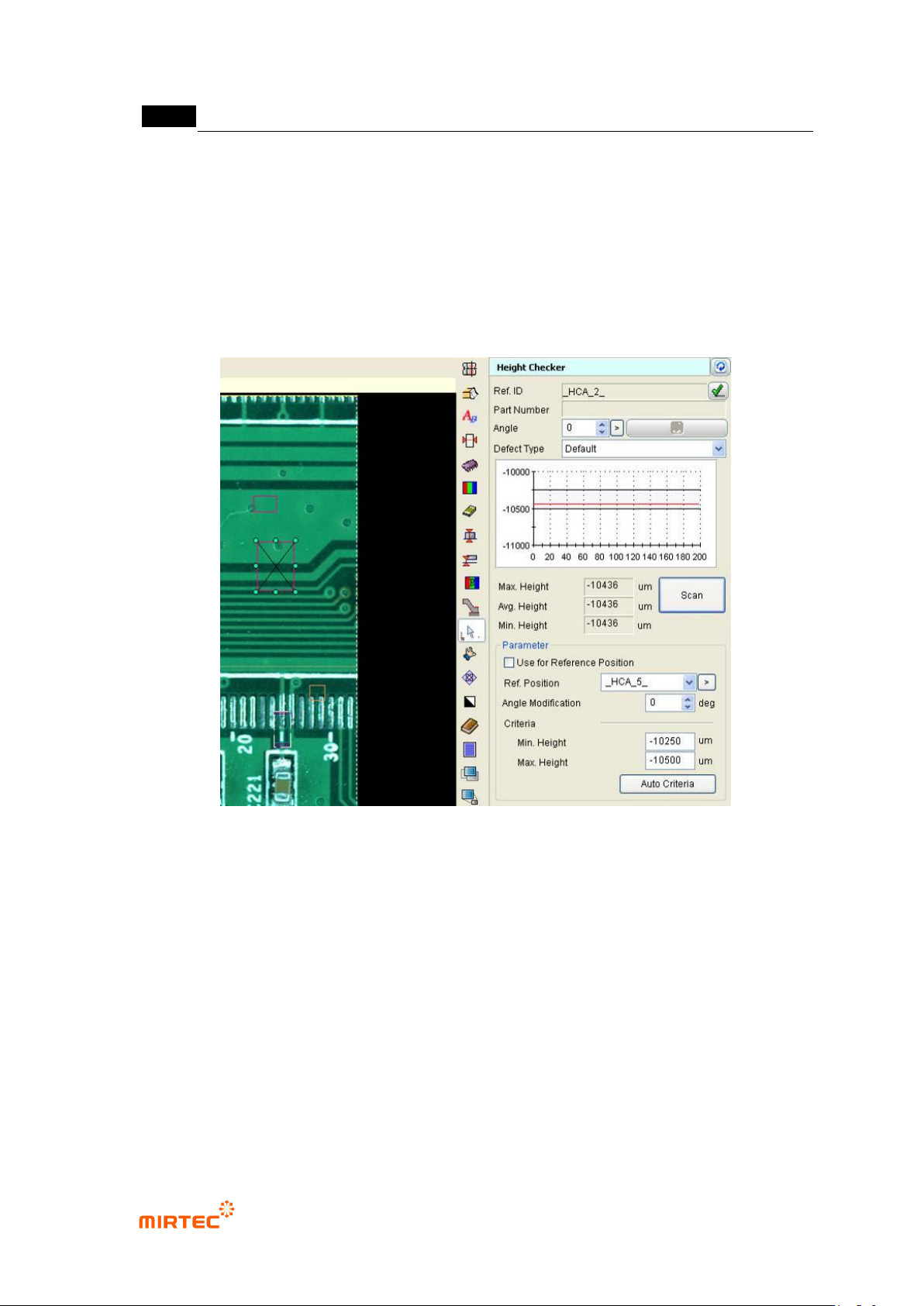
5.3.9 Height inspection window
- This is used to measure lifted defect using component height inspection.
[Figure 5-188 height inspection window setting screen]
Reference name
Refer to „reference name in „5.3.1 mounting inspection window‟ excepting shape.
Name is created in „_HCA_6_‟ format. „HCA‟ means height and the number means creation order
of lifted inspection window.
Component name
Refer to „component name in „5.3.1 mounting inspection window‟.
Rotation angle
This is to set laser rotation angle.
Max/average/min height
Display max peak/average/min value of data from section scanned by laser.
错误!使用“开始”选项卡将 제목 2 应用于要在此处显示的文字。错误!使用“开始”选项卡将 제목 2 应用
于要在此处显示的文字。 .
5-157
Measurement
Collect data from section scanned by laser.
Use as reference position
Set this function to refer to height of other window
Reference position
Enter or click reference name of window to set window to be referred
Angle compensation
Angle compensation is not needed because only height inspection is conducted. However, if
measurement is interrupted by other component, it can be avoided by compensating angle.
Inspection condition
Click „measure‟ to collect data and set proper value.
Teaching method
① Click <height inspection window> button among „operating buttons‟.
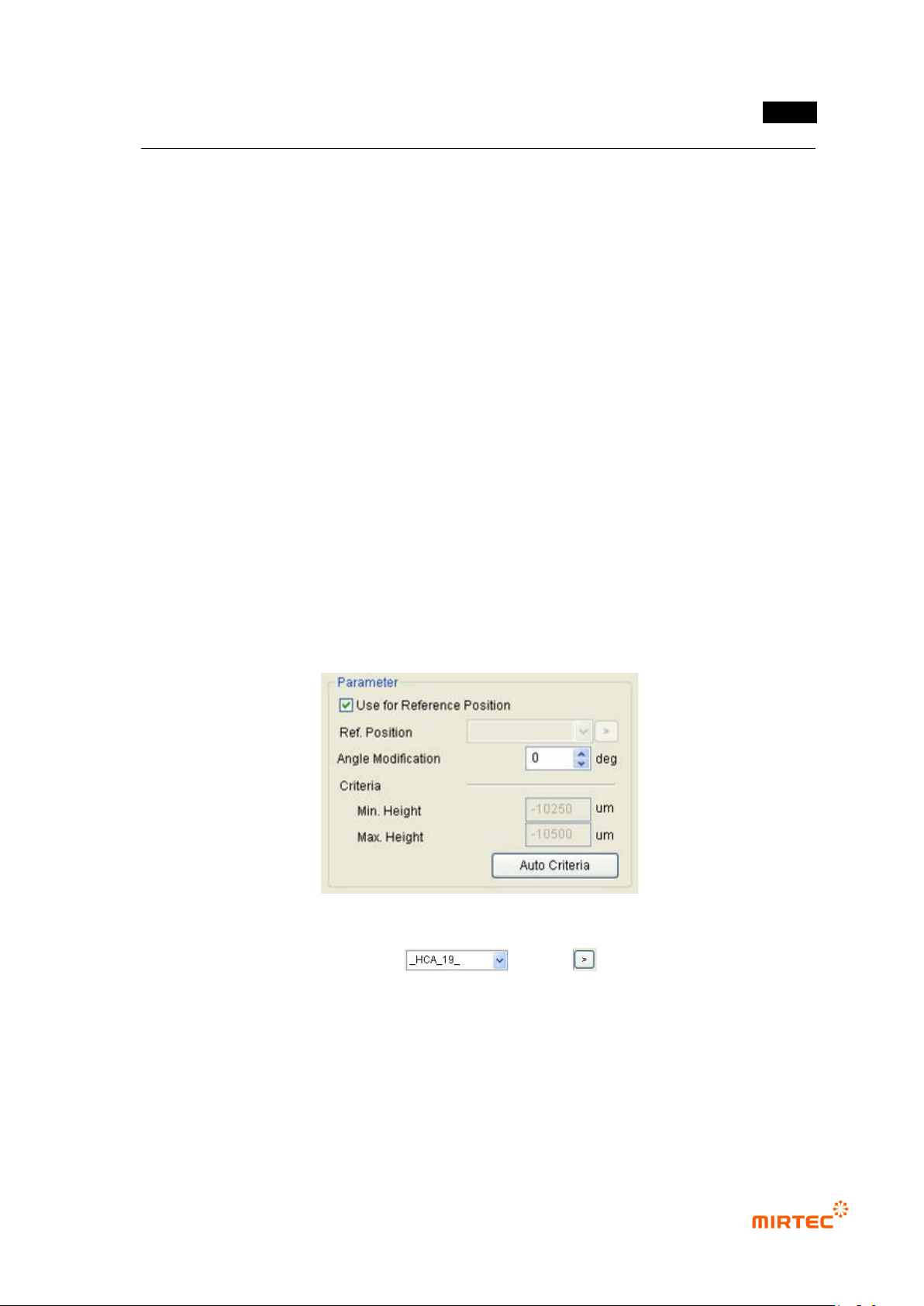
② To set reference position (position at which height is considered as „0‟), create „height
inspection window‟ and select „Use reference position‟ to use and set it as reference height
without height measurement.
[Figure 5-189 Height inspection window reference position]
③ Create „height inspection window‟ at position for height measurement and select window
used as reference position in list ( ) or click button and select „Use
reference position window‟.
MV-9 User Manual
5-158
[Figure 5-190 Setting of height inspection window reference position]
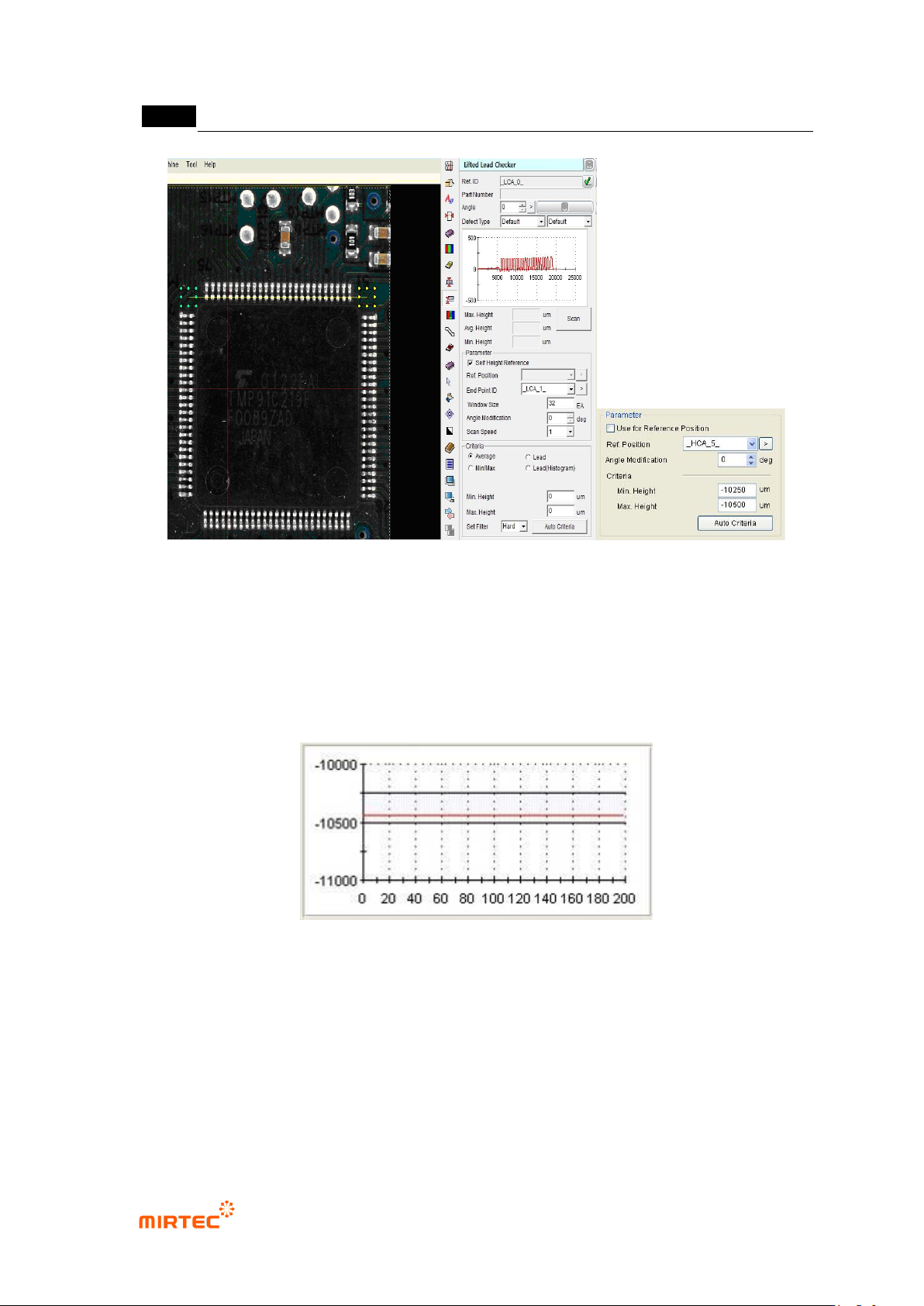
④ Set „angle compensate‟ of laser. The laser that is used for the machine measures height with
laser reflected from measuring component using triangulation method. In case of component
with high height, it will interrupt laser reflection. Hence, solve the problem using angle
compensation of laser device.
⑤ Click <Measure> button to get height of the part desired to be measured comparing to
reference height.
[Figure 5-191 Reference measurement value in height inspection window]
⑥ Set min height, max height and angle compensation value that will be used for measurement.
If the value exceeds min/max value, will be judged as defect during measurement.