00198170-03_Technical_Training_FSE_TX-Series_DE.pdf - 第83页
6 Transportsystem 6.6 Teileaustausch / Einstellungen / Kalibrierung Technisches Training FSE SIPLACE TX-Series 08/2018 83 6.6 Teileaustausch / Einstellungen / Kalibrierung 6.6.1 Teiletausch / Anpassung oder Einstellung T…
6 Transportsystem
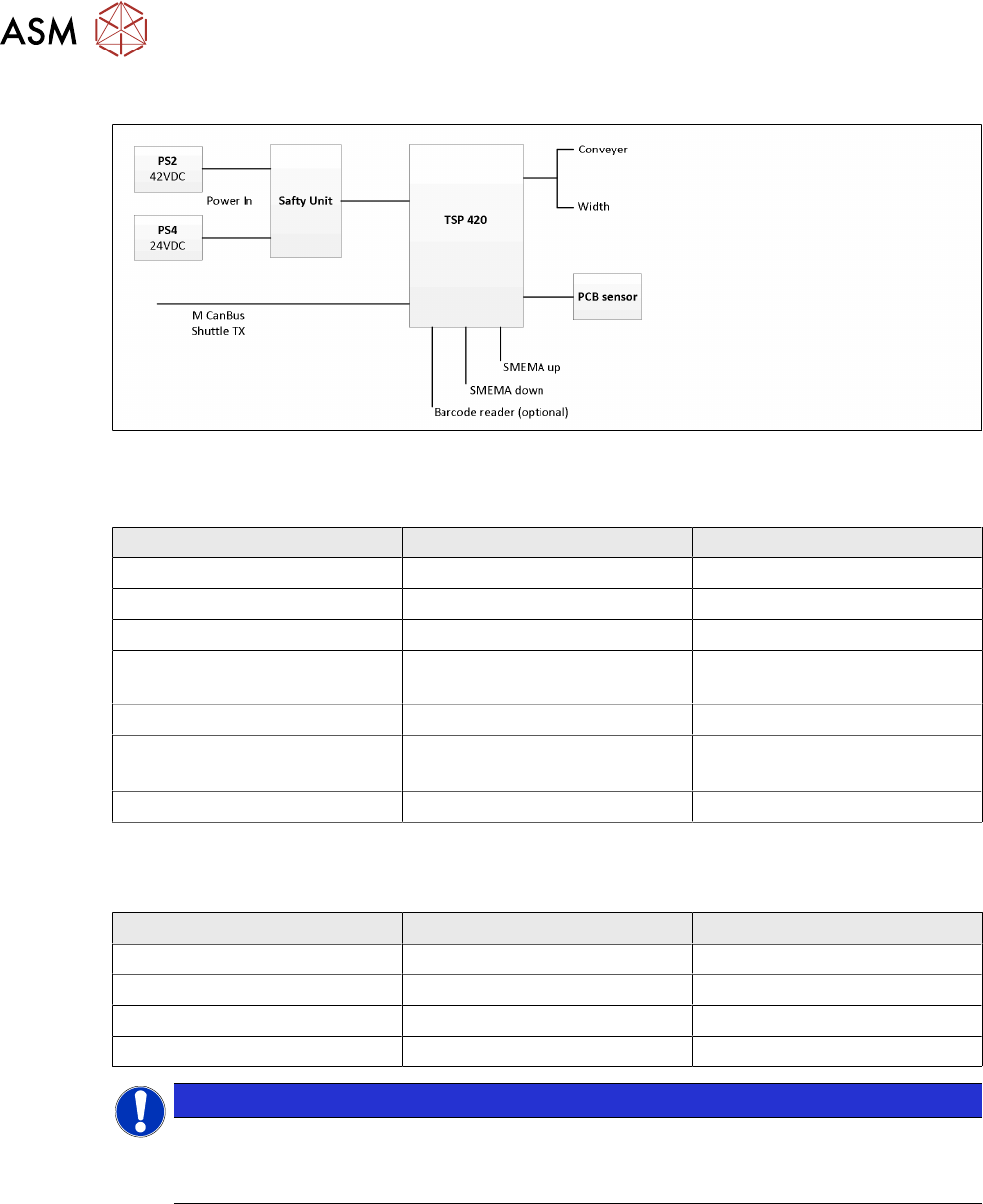
6.5 Transport - Überblick über die Elektrik
82 Technisches Training FSE SIPLACE TX-Series 08/2018
SIPLACE Shuttle
Die SIPLACE Shuttle Extension verfügt über zwei Konfigurationen, nämlich vorgelagert und
nachgelagert, Anschlussverbindungen und Jumpereinstellung sind unten angegeben.
Detaillierte Informationen entnehmen Sie dem Wirkschaltplan.
Vorgelagerte Konfiguration Nachgelagerte Konfiguration
Stromanschluss zur TX -X15.S1 -X15.S2
CAN Bus-Anschluss zur TX CAN3.EXT CAN3.EXT
Stromanschluss zur TX X50 X50
CAN Bus-Anschluss zum
Shuttle
X52 X52
SMEMA-Anschluss zur TX XL1 und XL2 vorgelagert -XL1 und XL2 nachgelagert
SMEMA-Anschluss zum Shutt-
le
-XL1-DS und XL2-DS (nachge-
lagert)
-XL1-US und XL2-US
(vorgelagert)
TSP 420 Jumpereinstellung JP1 Pin 1 und 2 kurz JP1 Pin 1 und 2 kurz
Für Spezialkonfigurationen, bei denen zwei SIPLACE Shuttle Extensions mit einer SIPLACE
TX-Maschine verbunden sind, werden CAN-Kabel und TSP 420 Jumpereinstellung, wie unten
angegeben, konfiguriert.
CAN-Kabel IDC-Anschluss Vorgelagerte Konfiguration Nachgelagerte Konfiguration
-X1 -X1* (Kabel: nachgelagert) CAN3.EXT (TX)
-X1* Kein Anschluss/Ersatz -X1 (Kabel: vorgelagert)
-X52 -X52 (Shuttle vorgelagert) -X52 (Shuttle nachgelagert)
TSP 420 Jumpereinstellung JP1 Pin 1 und 2 kurz JP1 Pin 2 und 3 kurz
HINWEIS
Shuttle-Sicherheitskreis
Der Sicherheitskreis ist nicht über Hardware mit der Maschine verbunden.
Der Sicherheitskreis wird über CAN-Bus von der Maschinensoftware gesteuert.
6 Transportsystem
6.6 Teileaustausch / Einstellungen / Kalibrierung
Technisches Training FSE SIPLACE TX-Series 08/2018 83
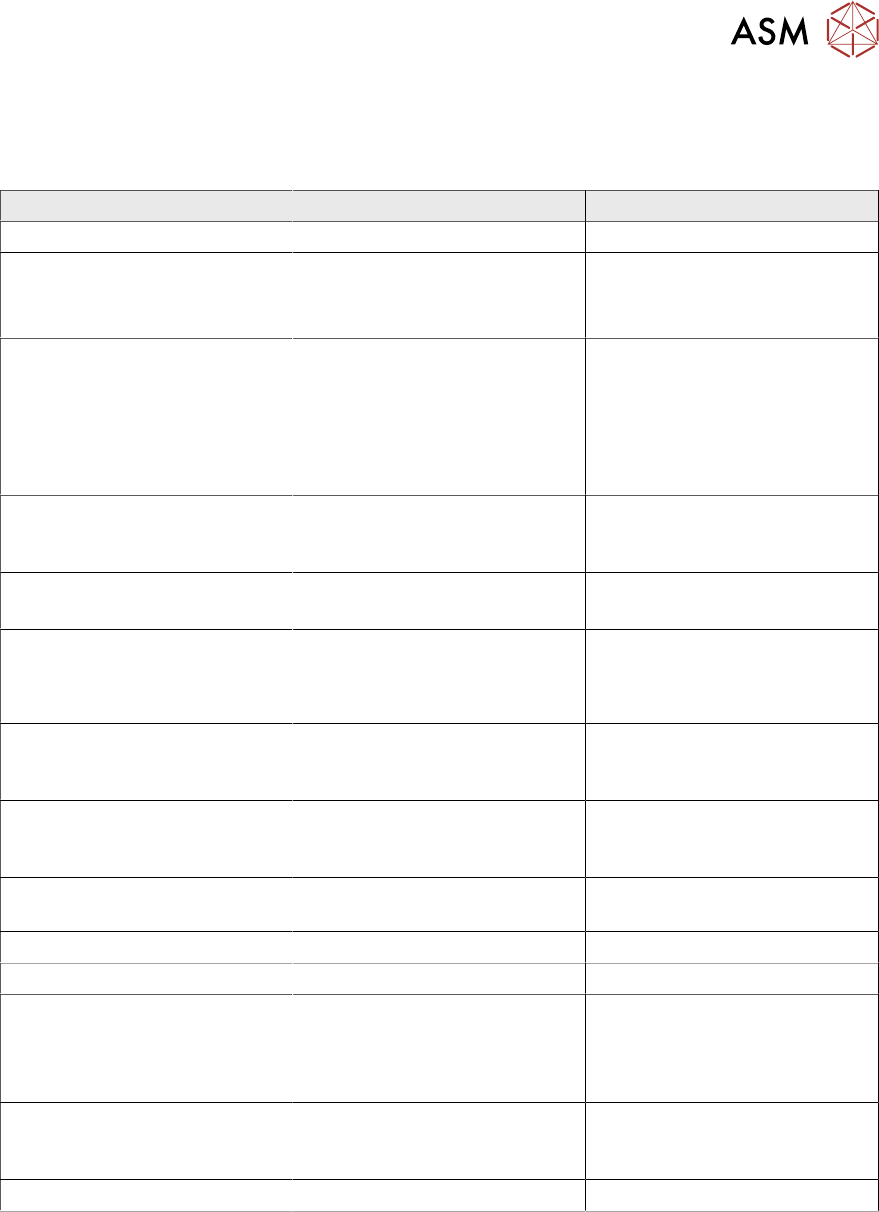
6.6 Teileaustausch / Einstellungen / Kalibrierung
6.6.1 Teiletausch / Anpassung oder Einstellung
Teileaustausch am Transport Werkzeuge / Einstellung Kalibrierung
Hubtischplatte Motorstrom prüfen (Anheben)
Hubtisch-Motor
●
Motor kalibrieren
●
Motorstrom prüfen
(Anheben)
Transportantrieb* Riemenspannungsmessgerät
●
Motorriemen: 210Hz±20
●
Eingang: 49Hz±5
●
BB: 62Hz±5
●
Ausgang: 170Hz±10
Motorstrom prüfen (Transport)
Zahnriemen (Transportband)* Riemenspannung in Eingabe- /
Bestück- / Ausgabesektion
einstellen (siehe oben)
Motorstrom prüfen (Transport)
Zahnriemen (Transportantrieb)* Riemenspannungsmessgerät
Motorriemen: 210Hz±20
Motorstrom prüfen (Transport)
Antrieb (Breiteneinstellung)* Riemenspannungsmessgerät
●
Spur1: 25Hz±2
●
Spur2: 21Hz±2
●
Motorstrom prüfen (Breite)
●
Transportbreite prüfen
Zahnriemen
(Breiteneinstellung)
Genauso wie beim Wechsel
des Antriebs
(siehe oben)
●
Motorstrom prüfen (Breite)
●
Transportbreite prüfen
Umlenkrolle
(Breiteneinstellung)
Genauso wie beim Wechsel
des Antriebs
(siehe oben)
●
Motorstrom prüfen (Breite)
●
Transportbreite prüfen
Laserlichtschranke Sender/
Empfänger
Laser einstellen Transportmarke kalibrieren
Glasfasersensor Sensor in der GUI teachen
Lichtwellenleiter Sensor in der GUI teachen
Transportsteuerung TSP 420
●
Jumper-Einstellungen
prüfen
●
Prüfen/Herunterladen der
Firmware
X-Markenleiste** Mechanische Anpassung der
LP-Oberkante zur
Transporthöhe
Kalibrierung des Kopfoffset
erfolgt automatisch
Vakuum-Tooling** ACT-Werkzeug 15µm Vakuum-Tooling kalibrieren
*Schlagen Sie die definierte Messposition in der Serviceanleitung nach.
**Detaillierte Informationen zum Einbau der Markenleisten finden Sie in der Serviceanleitung.
***Detaillierte Informationen zur Einstellung des Vakuum-Tooling finden Sie in der
ACT-Bedienungsanleitung (Bestellnr. 00196351-01) oder im Montagehandbuch "Basic-Pack
Vakuum-Tooling TX-Serie" (Bestellnr. 00198328-01).
6 Transportsystem
6.6 Teileaustausch / Einstellungen / Kalibrierung
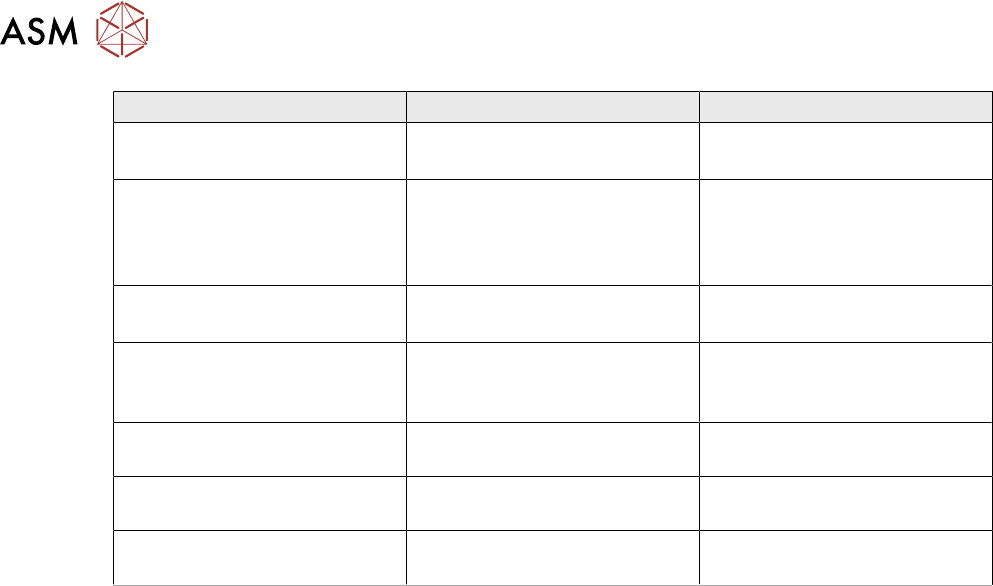
84 Technisches Training FSE SIPLACE TX-Series 08/2018
Teileaustausch Shuttle Werkzeuge / Einstellung Kalibrierung
Transportsynchronriemen Riemenspannungsmessgerät
216 +/- 10hz
DC-Getriebemotor mit Syn-
chronscheibe
Zahnriemen Synchroflex
5+-0.1 AT3 /150
Riemenspannungsmessgerät
287~351 Hz
Breite und Ausrichtung der fes-
ten Transportwange
Zahnriemen-
(Antriebsmotor LP-Transport)
siehe DC-Getriebemotor
Zahnriemen Synchroflex (Brei-
tenverstellung)
5+-0.1 AT3 /201
Riemenspannungsmessgerät
220~268 Hz
Motor Breitenverstellung siehe Zahnriemen Breite und Ausrichtung der fes-
ten Transportwange
Shuttle-Motor Siehe Zahnriemen Breite und Ausrichtung der fes-
ten Transportwange
Shuttle-Zahnriemen - Syn-
chroflex
siehe Zahnriemen
Detaillierte Informationen finden Sie in der Serviceanleitung.
6.6.2 Kalibrierung und Einstellung nach Reparatur
6.6.2.1 Erläuterung der Transport-Kalibrierungen
Hubtischmotor kalibrieren
Der Referenzpunkt des Motors wird bestimmt.
Strom des Hubtischmotors prüfen
Der Hubtisch wird langsam nach oben und unten bewegt. Der Motorstrom wird bestimmt und
gespeichert; mit dem Stromwert wird bestimmt, ob die Leiterplatte fest genug geklemmt ist.
Motorstrom prüfen (Transport)
Der Transportmotor wird bewegt, dann wird der Motorstrom bestimmt und gespeichert. Mit dieser
Funktion kann geprüft werden, ob sich der Transport gleichmäßig bewegt. Sie können das auch in
der Wartungs-GUI durchführen. Die Wartungs-GUI zeigt an, ob der Wert gut oder schlecht ist.
Motorstrom prüfen (Breite)
Der Motorstrom während der Breiteneinstellung wird bestimmt und gespeichert.
Transportbreite kalibrieren
Die Differenz zwischen der eingestellten und der gemessenen Breite wird bestimmt. Die
Ergebnisse werden als Korrekturwerte gespeichert und beim Einstellen und Messen der
Transportspurbreite berücksichtigt.
LP-Referenzecke
Die Transportwangenmarke wird gemessen, um die Stopp-Position der Leiterplatte im
Bestückbereich zu bestimmen.
Sensor teachen
Die Lichtempfindlichkeit des Sensors wird zurückgesetzt, um sicherzustellen, dass die Leiterplatte
vom Sensor überwacht werden kann.