X3_X4_Series machine - 第440页
7 Station extensions User manual SIPLACE X-S eries 7.14 SIPLACE pr oductivity lift Software Version S R.601.xx 11/2005 US Edition 440 7.14 SIPLACE productivity lif t 7.14.1 Concept of p arallel plac ement Placeme nt line…
User manual SIPLACE X-Series 7 Station extensions
Software Version SR.601.xx 11/2005 US Edition 7.13 Vacuum pump
439
7.13 Vacuum pump
Every Collect&Place head has a separate vacuum generator that supplies the holding and place-
ment circuit with the vacuum that it needs. The vacuum generator works on the Venturi principle.
The compressed air consumption of the X3 machine is, for example, around 550 st. l/min. This
means that the compressed air supply must be sized accordingly. If the owner does not have suf-
ficient capacity locally, the associated investment costs would be high, so we supply a vacuum
pump that will provide the necessary vacuum.
Other advantages of using the vacuum pump are:
– It roughly halves the machine's compressed air consumption.
– It reduces the input pressure.
– The placement machine can be easily integrated into existing lines.
– The ongoing operating costs reduce according to the energy costs.
The vacuum pump is maintenance-free and 100% oil-free. They have sufficient capacity to supply
the holding circuits of the Collect&Place heads.
PLEASE NOTE 7
There are currently vacuum pumps only for the 12-segment and 6-segment Collect & Place
heads.
Compressed air
consumption
without
vacuum pump
Compressed air
consumption
with
vacuum pump
Compressed air consumption
with 4 tape cutters and in
relation to the placement head
configuration
X2 placement machine
C&P / TH
C&P / C&P
X3 placement machine
C&P / C&P / TH
C&P / C&P / C&P
350 l/min.
450 l/min.
550 l/min.
700 l/min.
250 l/min.
200 l/min.
350 l/min.
300 l/min.
7 Station extensions User manual SIPLACE X-Series
7.14 SIPLACE productivity lift Software Version SR.601.xx 11/2005 US Edition
440
7.14 SIPLACE productivity lift
7.14.1 Concept of parallel placement
Placement lines are generally arranged in series and are linked to one another serially. The
placement program is processed sequentially while the PCBs are transported from one machine
to the next. This means that the placement of a PCB is distributed between various machines.
7
Fig. 7.14 - 1 A comparison of serial and parallel lines
When machines are connected in parallel, the components to be placed by individual machines
are combined. Several machines work through the same placement program. They place all the
components on one machine that would be distributed between several machines with serial pro-
cessing. When one machine runs out of capacity, the PCBs are moved to and placed at the next
machine with the same placement program. This combination of machines with the same com-
ponents to be placed is known as a group or “cluster”.
Serial line
Parallel line
Underfloor
conveyor
Group (cluster)
Horizontal/
vertical lift
User manual SIPLACE X-Series 7 Station extensions
Software Version SR.601.xx 11/2005 US Edition 7.14 SIPLACE productivity lift
441
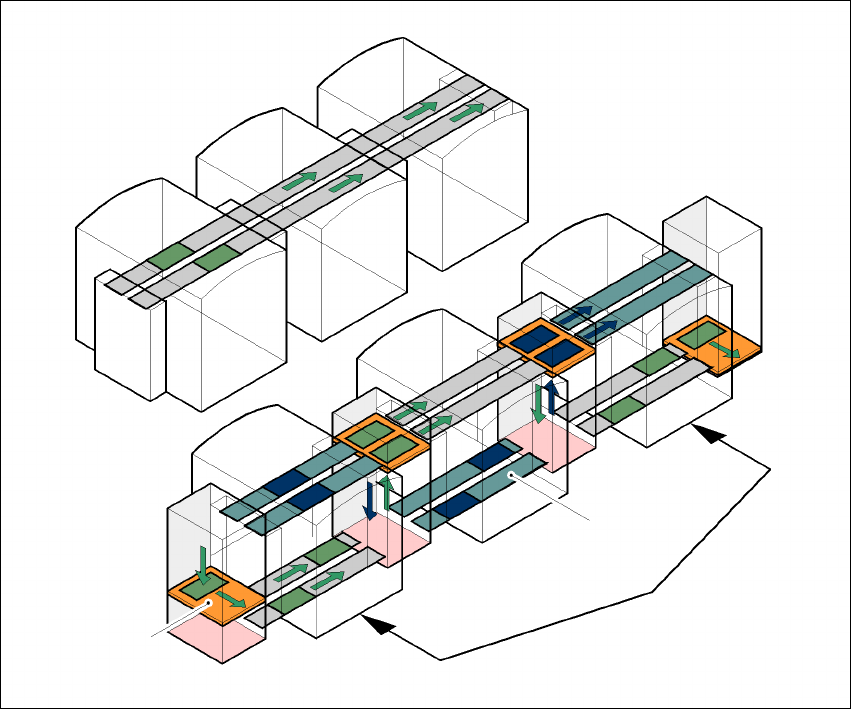
7.14.2 Implementing parallel placement
Lines with machines arranged in parallel take up a lot more space, so the parallel placement con-
cept was implemented with an underfloor conveyor and horizontal / vertical lift (HV shuttle). The
machines are still arranged in series, but the lift units and underfloor conveyors allow the line to
be operated in parallel. In this way, SIPLACE lines remain almost as compact as before.
Underfloor conveyor
Two conveyor belts carry empty or placed PCBs underneath the machines (see Fig. 7.14 - 1).
The maximum component height is 17 mm.
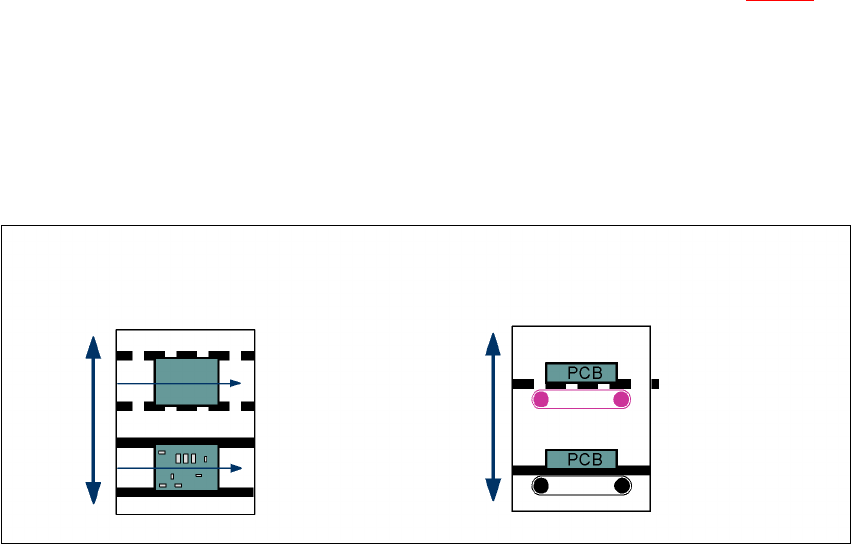
Horizontal/vertical lift (horizontal/vertical shuttle)
There is an HV shuttle at the start of a line, between the machines and at the end of the line. It
carries the PCBs between the underfloor and processing levels, and between the two tracks on
the underfloor conveyors.
7
Fig. 7.14 - 2 Horizontal / vertical shuttle (HV shuttle), conveyor track change and lift function
Vertical conveyor
HV shuttle
Lift function
Horizontal conveyor
Unplaced
Placed
Standard
conveyor level
Underfloor
conveyor level
HV shuttle
Conveyor track change