X3_X4_Series machine - 第95页
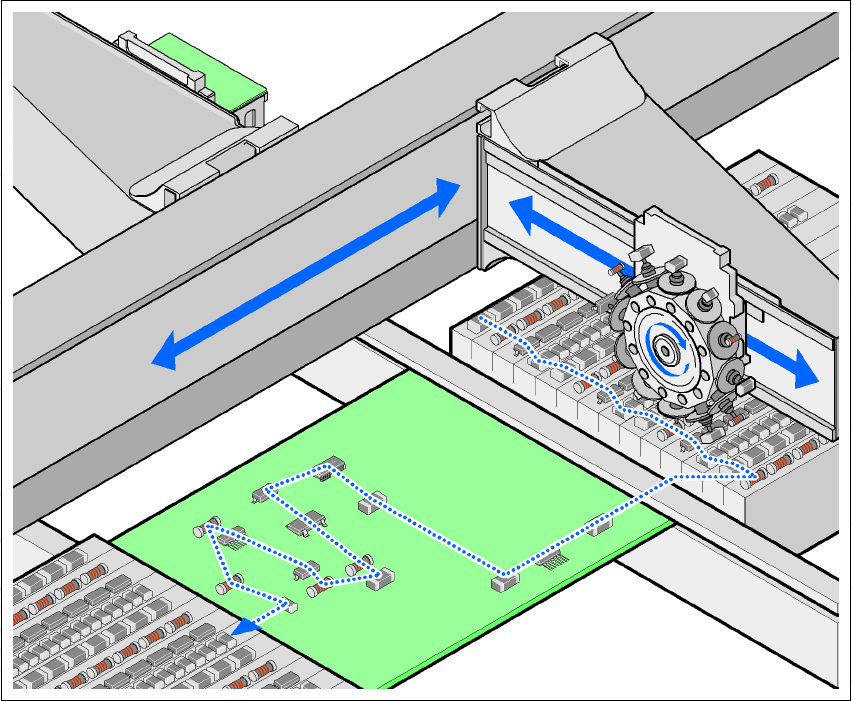
User manual SIPLAC E X-Series 3 Technical data Software Vers ion SR.601.xx 11/ 2005 US Ed ition 3.1 Descript ion of the machine 95 3 Fig. 3.1 - 2 Placement principle using the Collect&P lace method The foll owing opt…

3 Technical data User manual SIPLACE X-Series
3.1 Description of the machine Software Version SR.601.xx 11/2005 US Edition
94
The placement machines are based on a torsionally-rigid and vibration-damped cast steel ma-
chine frame. This guarantees an excellent production quality and less environmental pollution for
employees since the noise of shaking and vibration are reduced to a minimum.
The X2 placement machine has two gantries. The X3 placement machine has three gantries,
while the X4 machine has four gantries. There is a placement head on each gantry. These can be
quickly and accurately positioned by linear motors, moving independently of one another in the X
and Y directions.
According to the head modularity principle developed by Siemens, the placement heads can be
quickly and easily changed. An overview of the placement head configuration can be found in sec-
tion 3.7
, page 117.
There are four locations for feeding components. Up to four component trolleys or alternatively
one or two matrix tray changers can be docked into X2 machines in place of the component trolley.
On X3 machines, a matrix tray changer may be used in place of a component trolley.
The placement heads fetch the components from the fixed feeder modules on the component trol-
ley or from the trays in the matrix tray changer, and place the PCBs, which are also stationary.
The placement machines from the X-series have two placement areas:
– on the single conveyor, one or two PCBs can be placed concurrently.
– on the dual conveyor, up to four PCBs can be placed concurrently.
The principle of the "stationary component supply" and "stationary PCB", which has proved most
suitable for all SIPLACE placement machines, has a number of significant advantages:
– There are no downtimes for topping up components or splicing tapes.
– The vibration-free component feeder means that even the smallest components (e.g. 0201)
are picked up reliably.
– The PCB, which does not move during the placement process, prevents the components slip-
ping.
– The combination of placement heads with nozzle changers always guarantees an optimum
nozzle configuration for every placement process, thus minimizing traversing paths and opti-
mizing the placement sequence.
High flexibility, cost-effectiveness and set-up reliability combine to ensure that the SIPLACE X-
series provides high productivity. Minimum down times increase utilization and thus help to in-
crease productivity.
User manual SIPLACE X-Series 3 Technical data
Software Version SR.601.xx 11/2005 US Edition 3.1 Description of the machine
95
3
Fig. 3.1 - 2 Placement principle using the Collect&Place method
The following options are available to extend the machine's functionality:
– Additional component trolleys increase machine utilization since set-up times can be reduced
by carrying out preliminary set-up off the machine.
– The dual conveyor also increases machine utilization by eliminating non-productive PCB
transport times.
– Automatic nozzle changers speed up and optimize the nozzle configuration process.
– PCB barcode scanners allow the production set-up to be changed over when triggered by a
new product.
– Component barcode scanners optimize the set-up and refill checks.
– Large and sensitive components can be supplied in trays in add-on matrix tray changers.
– The productivity lift implements the concept of parallel placement, and thus improves the ratio
between productive and non-productive times.
3 Technical data User manual SIPLACE X-Series
3.2 Performance data for the machines Software Version SR.601.xx 11/2005 US Edition
96
3.2 Performance data for the machines
3
Types of placement head 20-segment Collect&Place head (C&P20)
12-segment Collect&Place head (C&P12)
6-segment Collect&Place head (C&P6)
SIPLACE TwinHead (TH)
SIPLACE X4 placement system
Number of gantries 4 (see Fig. 3.7 - 1
, page 117)
Placement head configu-
ration and placement rate
(Benchmark test)
Placement area 1 Placement area 2 Placement rate
C&P20 / C&P20 C&P20 / C&P20 80,000 comp./h
C&P20 / C&P20 C&P12 / C&P12 66,400 comp./h
C&P20 / C&P20 C&P12 / C&P6 60,300 comp./h
C&P20 / C&P20 C&P6 / C&P6 58,300 comp./h
C&P12 / C&P12 C&P12 / C&P12 52,800 comp./h
C&P12 / C&P12 C&P12 / C&P6 46,700 comp./h
C&P12 / C&P12 C&P6 / C&P6 44,700 comp./h
C&P12 / C&P6 C&P12 / C&P6 40,600 comp./h
C&P12 / C&P6 C&P6 / C&P6 38,600 comp./h
C&P6 / C&P6 C&P6 / C&P6 36,600 comp./h
SIPLACE X3 placement system
Number of gantries 3 (see Fig. 3.7 - 2
, page 118)
Placement head configu-
ration and placement rate
(Benchmark test)
Placement area 1 Placement area 2 Placement rate
C&P20 / C&P20 C&P20 60,000 comp./h
C&P20 / C&P20 C&P12 54,000 comp./h
C&P20 / C&P20 C&P6 49,300 comp./h
C&P20 / C&P20 TH 43,700 comp./h
C&P12 / C&P12 C&P12 40,400 comp./h
C&P12 / C&P12 C&P6 35,700 comp./h
C&P12 / C&P12 TH 30,100 comp./h
C&P12 / C&P6 C&P6 29,600 comp./h
C&P12 / C&P6 TH 24,000 comp./h
C&P6 / C&P6 C&P6 27,600 comp./h
C&P6 / C&P6 TH 22,000 comp./h
SIPLACE X2 placement system
Number of gantries 2 (see Fig. 3.7 - 3
, page 119)
Placement head configu-
ration and placement rate
(Benchmark test)
Placement area 1 Placement area 2 Placement rate
C&P20 C&P20 40,000 comp./h
C&P20 C&P12 34,000 comp./h
C&P20 C&P6 29,300 comp./h
C&P20 TH 23,700 comp./h