D-serie level 1 EN.pdf - 第106页
C&P6/12 Placement Heads Settings Boards at C&P12 S tuden t Guide Advanced Level 1 SIPLACE D-Series C&P6/12 Placement Heads EN 05/2007 6-26 6.3 Settings 6.3.1 Boards at C&P12 All the settings described in …
C&P6/12 Placement Heads
Component Sensor Functional Description Placement Procedure
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 C&P6/12 Placement Heads
6-25
6.2.26 Component Sensor Functional Description
The component sensor for the C&P12 head functions according to the shadow casting principle, to
determine the height of the component on the nozzle. This means that the nozzle shadow is compared
to the shadow caused by the nozzle with component.
Measurement is performed "on the fly", during star rotation.
Conditions for measurement:
The component sensor is fitted.
The component sensor is configured in SIPLACE Pro and SITEST.
The nozzle is longer than 12 mm and casts a shadow in the sensor.
The component on the nozzle is still within the 5mm measuring range
(
nozzle length in sensor + component height < 5 mm
).
The component has been selected for measurement in the component sensor (in order to measure
either the component presence or component height).
Measurement procedure:
Compare the "length of empty nozzle before pickup" with the "nozzle length during reference run".
Compare the component on the nozzle before placement (depends on operating mode) with the
"length of the empty nozzle before pickup".
After 350 head cycles, the "nozzle length during reference run" is measured again.
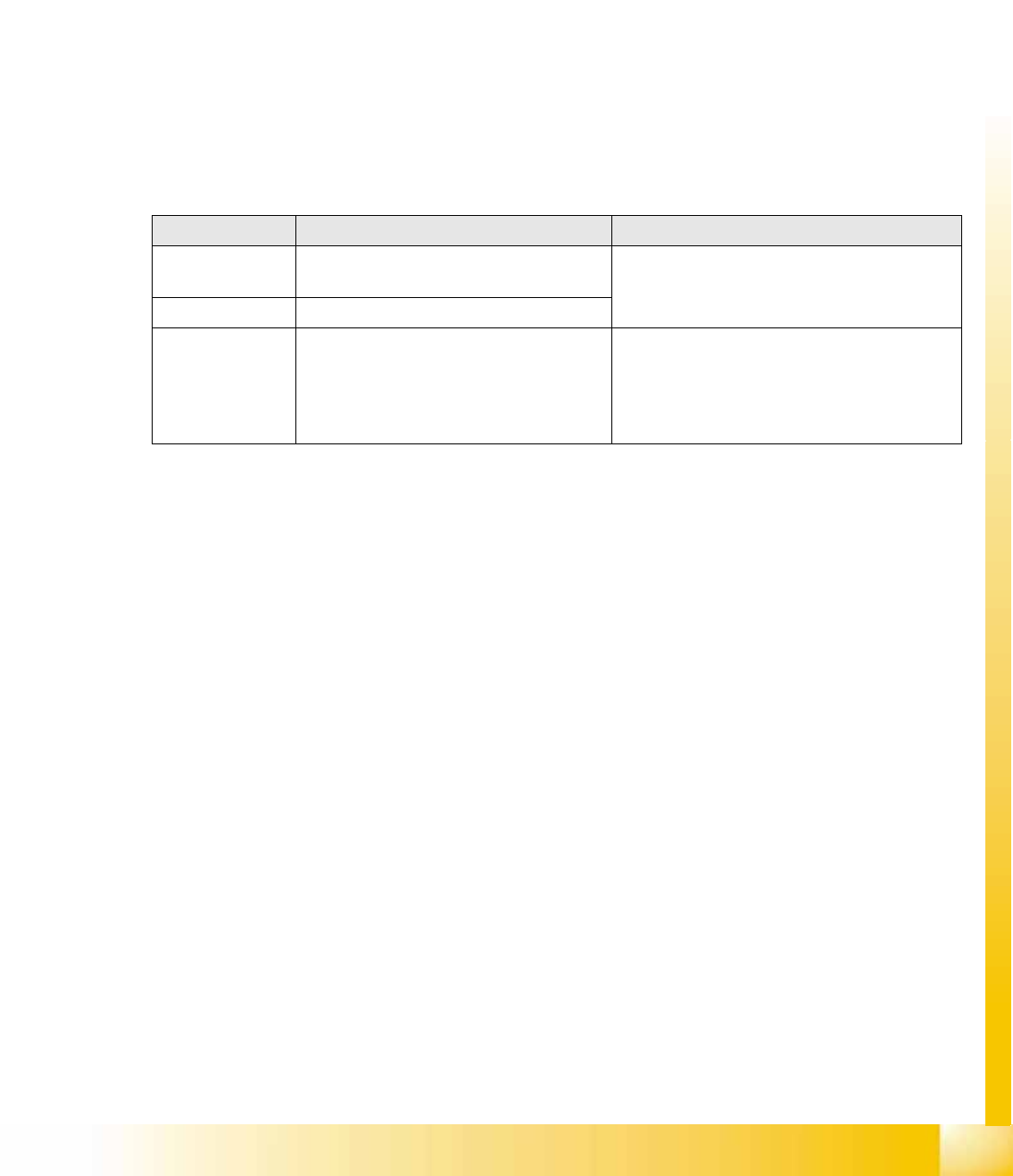
SIPLACE Pro Station software Measurement result
Advanced Component sensor presence check and
vacuum measurement
> nozzle length + component height -
component height tolerance
No vacuum Component sensor presence check
Component height
(component
thickness)
Component sensor height check > nozzle length + component height -
component height tolerance
and
< nozzle length + component height +
component height tolerance
Component presence check modes (SIPLACE Pro programming)
C&P6/12 Placement Heads
Settings Boards at C&P12
Student Guide Advanced Level 1 SIPLACE D-Series
C&P6/12 Placement Heads EN 05/2007
6-26
6.3 Settings
6.3.1 Boards at C&P12
All the settings described in this chapter are head-specific and apply here for the C&P12.
6.3.1.1 8-Fold DIP Switch of the Gantry Head Distributor (incl. Switch S1) – C&P6/12
Switches P0 and P1:
Switch S1:
ON – Test mode (without delay)
OFF – Default state (with delay of 3.6 ms+/- 300 us) means: Z-axis moves downwards, the top LB
is released and the LB down is enabled after a delay of 3.6 ms.
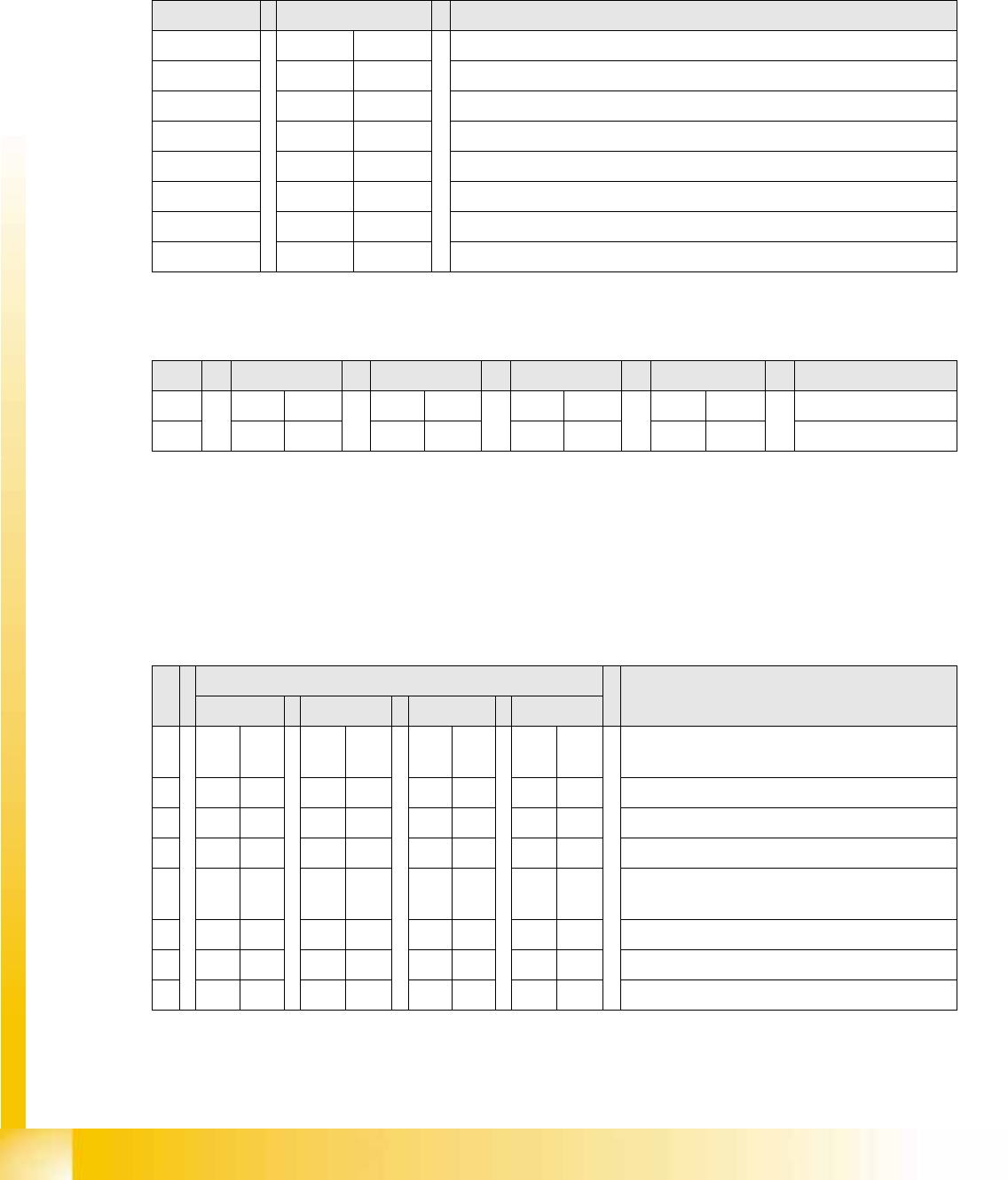
6.3.1.2 DIP Switch on Vision Board
* You may find that not all gantries are available - this depends on the machine type.
DIP switch Switch position Designation
1 OFF P0 (see below)
2 OFF P1 (see below)
3 OFF "S1" for test mode (see below)
4 OFF BL – activates boot loader for the serial port
5 OFF Res (Reset) – 16 bit CAN processor (TQ module)
6 OFF C0 – currently no function
7 OFF C1 – currently no function
8 OFF S2 – switch for DLM head (currently no function)
S Gantry 1 Gantry 2 Gantry 3 Gantry 4 Designation
1 OFF ON OFF ON P0
2 OFF OFF ON ON P1
Gantry selection via switches P0 and P1:
S Setting for gantry* Note
1 2 3 4
1 OFF OFF OFF OFF Boot mode – 16 bit CAN processor via
connector X11
2 OFF OFF OFF OFF Reset – 16 bit CAN processor on subboard
3 OFF ON OFF ON P0 - address switch 1 --> gantry
4OFF OFF ON ONP1 - address switch 2 --> gantry
5 OFF OFF OFF OFF WPE - write protect enable, currently
deactivated
6 OFF OFF OFF OFF CAN R - switch terminating resistor CAN bus
7ONONONONTest 1 - CAN 1 MBit/s --> ON
8ONONONONTest 0 - CAN IDs --> ON
C&P6/12 Placement Heads
Overview of Settings for C&P12 Settings
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 C&P6/12 Placement Heads
6-27
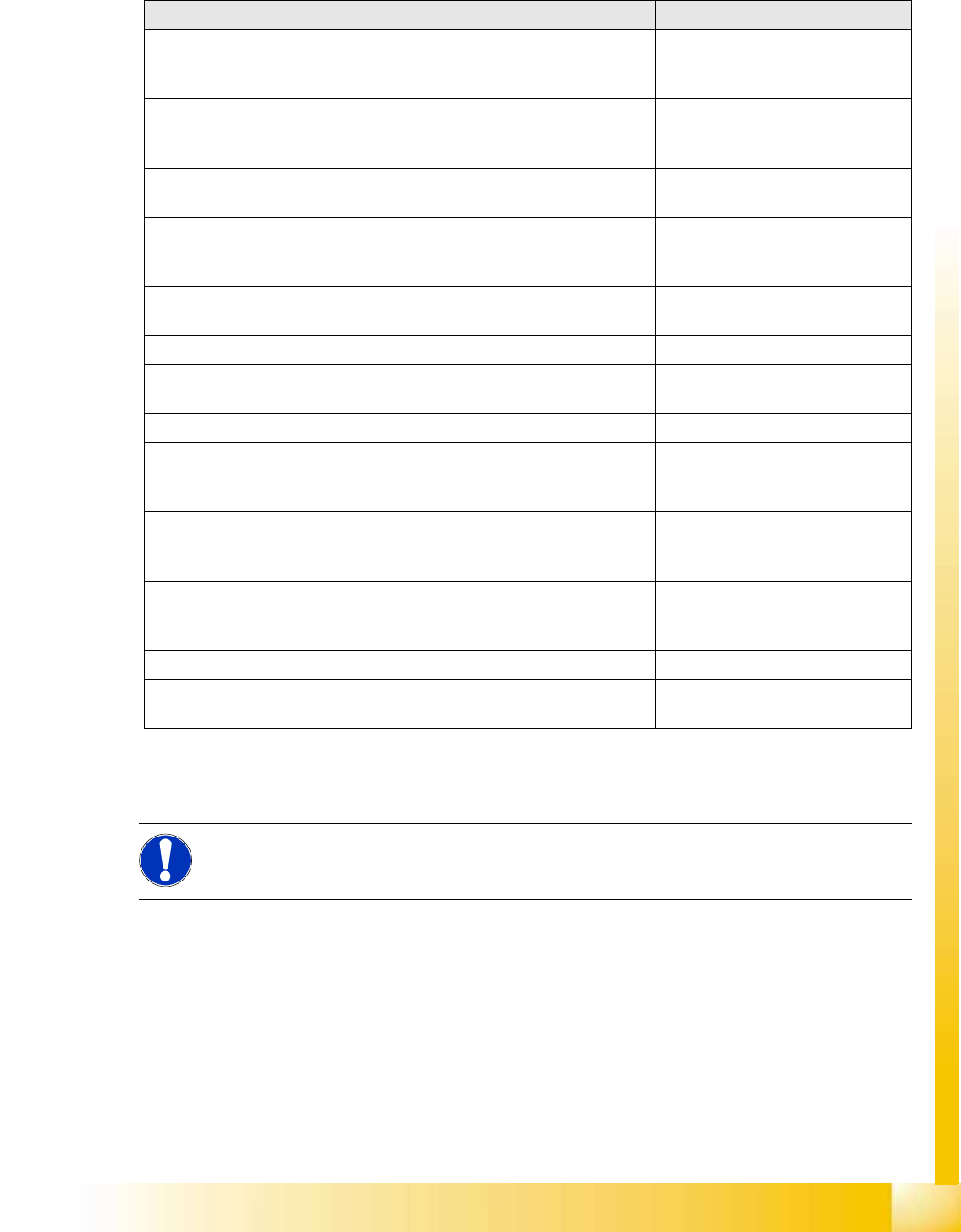
6.3.2 Overview of Settings for C&P12
6.3.3 Settings for C&P Head - Details
The zero point correction for the star axis is so significant that it will be described separately below.
Description Tools &Equipment Adjustments
Mounting the star onto the motor
shaft of the star motor
Adjustment with the power pack and
the gauge for the star
Check the magnetic neutral position
in SITEST.
(max. deviation 95 digits)
Determine zero point correction for
the star
Gauge for zero point correction /
SITEST
Determine zero point correction
value in SITEST
--> enter positions.
Switch position on star motor
(resolution of track signals 10 - 25)
None HF/X/D machines at switch position
25
DP-axis Incremental encoder
adjustment to the glass scale
(segment)
Parallel pin 1,4 - 1,6 mm Distance 1,5 mm
Adjustment mechanical position of
valve positioning drives
Distance gauge 0.2 mm 0.2 mm distance plunger to the valve
frame
Light barrier bottom position Z-axis Parallel pin 1,0 mm Distance 1,0 mm
Clamping device on Z-belt Tension jack must lie on the belt
teeth at the top and bottom.
Belt tension of the Z-axis Belt tension device Belt tension 280 +/- 5 Hz
Setting the stop for the Z-axis Gauge for the Z end stopper
[03019865-xx]
Correct position are necessary to
determine the zero point correction
Z-axis.
Mechanical adjustments air blast
tubes on the star
Check with your eyes Check the distance between
incremental encoder DP and air blast
tubes.
Adjustments tube for air blast supply feeler gauge Air blast tubes should be approx. 0,7
mm over the frame of the circular
guide
Adjustments air pressure values Compressed air testing device 150 mbar on open 9x4 nozzle
reject circuit (not used for reject at
HF and X machine)
250 mbar (200 - 300 mbar) The reject circuit does not have a
sensor
NOTE:
For a detailed description of the C&P6/12 head settings, refer to the D-series service manuals,
in chapter
Settings --> C&P heads
.