D-serie level 1 EN.pdf - 第110页
C&P6/12 Placement Heads Nozzle Changer Nozzle Changer for 12 Segment C&P Head S tuden t Guide Advanced Level 1 SIPLACE D-Series C&P6/12 Placement Heads EN 05/2007 6-30 6.4 Nozzle Changer The installation of a…
C&P6/12 Placement Heads
Throughput Test for Vacuum-Holding Circuit Settings
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 C&P6/12 Placement Heads
6-29
6.3.5 Throughput Test for Vacuum-Holding Circuit
Through the installation of the placement head, the silicon tube for supplying the holding circuit with
vacuum can become jammed, especially in HF/X/D3 machines.
The lower throughput reduces the holding force for the components during the placement process. This
means that components can be displaced on the nozzle, both before and after the component camera.
If this happens before the camera, the component may be moved out of the pickup tolerance. After the
camera, displacement can lead to random, uncorrectable placement offsets.
This fault can be recognized with the SITEST 'throughput test".
C&P12/6
Perform the following steps:
X Return all C&P head nozzles.
X Measure the holding circuit vacuum. Typical values are around 900 mbar (values over 900 are
shown as 900).
X Open a segment in the reject circuit and
X step the star one position.
X Measure the holding circuit vacuum. Values higher than 800 mbar are OK.
X Open another segment in the reject circuit and
X step the star one position.
X Measure the holding circuit vacuum. Values higher than 700 mbar are OK.
Values around 600 mbar are reached at around half the diameter of the silicon supply tube.
Vacuum values in the holding circuit which only reach 500 mbar are no longer sufficient to guarantee the
holding circuit function. (Values under 400 mbar are only shown as -1)
C&P6/12 Placement Heads
Nozzle Changer Nozzle Changer for 12 Segment C&P Head
Student Guide Advanced Level 1 SIPLACE D-Series
C&P6/12 Placement Heads EN 05/2007
6-30
6.4 Nozzle Changer
The installation of a nozzle changer (NC) enables the C&P12 to be equipped quickly and automatically
with the optimum nozzle configuration, after a job changeover, and adjusted to the specific requirements
of the placement process.
6.4.1 Nozzle Changer for 12 Segment C&P Head
The nozzle changer consists of at least one and up to five magazines, each of which is equipped with
up to twelve nozzle garages. The waffle pack trays are seated on a special support and each tray is
centered using two parallel pins and is fixed in place with a spring hook.
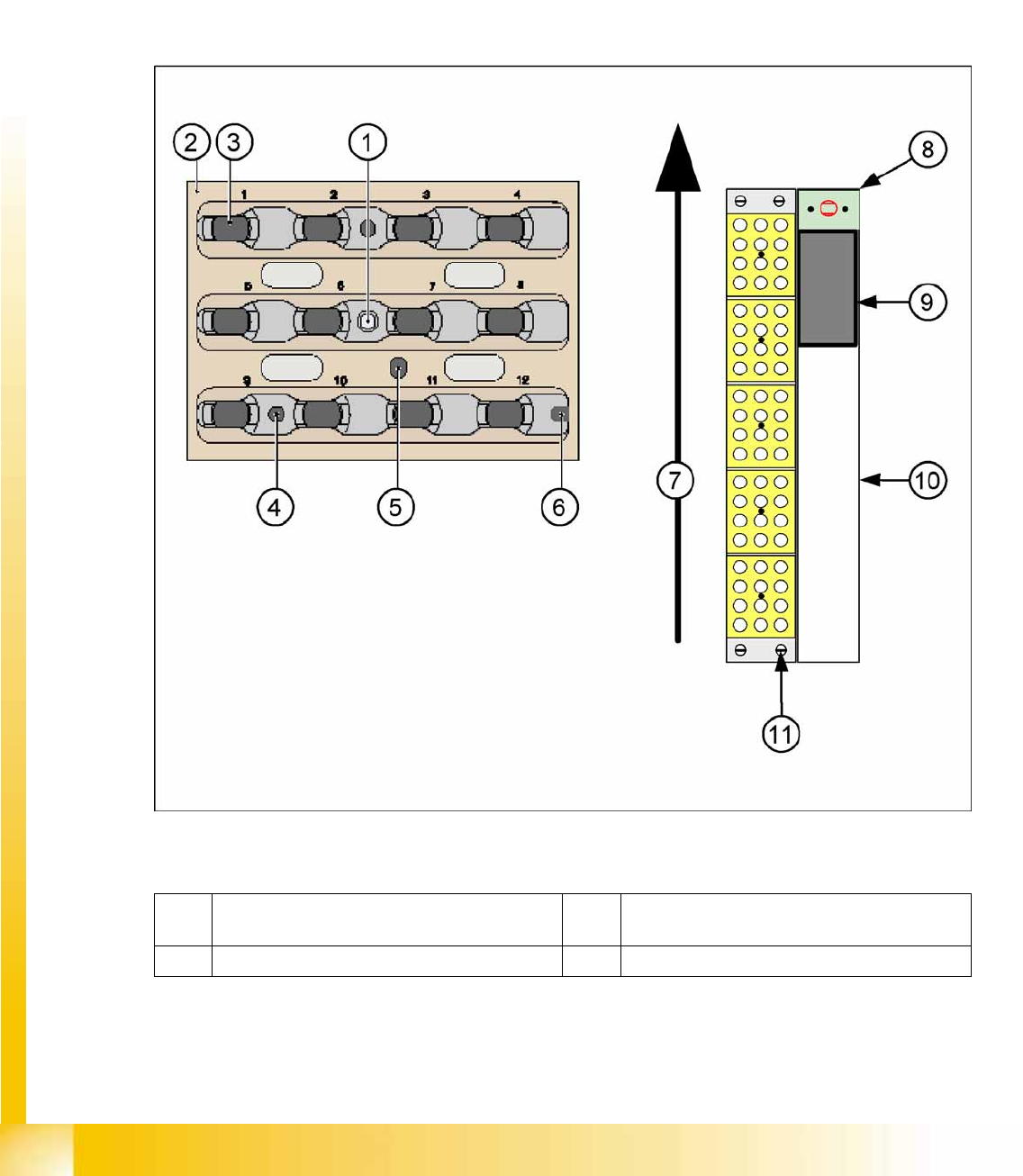
6-32: Nozzle changer and nozzle magazine for C&P12 (D4 shown as example)
Legend
1 Calibration fiducial in the waffle pack tray 6 Slit for centering pin, for exact positioning of
magazine
2 Locking plate 7 Transport direction
C&P6/12 Placement Heads
Nozzle Pickup/Place - Functional Procedure Nozzle Changer
Student Guide Advanced Level 1 SIPLACE D-Series
EN 05/2007 C&P6/12 Placement Heads
6-31
6.4.2 Nozzle Pickup/Place - Functional Procedure
Picking up nozzles
1. The star/X/Y axes move to the correct pickup position.
2. The nozzle changer lock opens once.
3. The Z-axis moves downwards with maximum force.
4. After the "end signal below", the Z-axis moves up to the 0 position.
Steps 1, 3 and 4 are repeated for all nozzles to be changed.
5. The nozzle changer lock is closed.
6. A height and vacuum reference run is performed to check the nozzles for the placement process.
Placing nozzles down without error state
1. The star/X/Y axes move to the correct pickup position.
2. The nozzle changer lock opens for each return procedure.
3. The Z-axis moves downwards with maximum force.
4. The nozzle changer closes after the "end position signal down".
5. The Z-axis is moved up again, to the 200 digit position.
6. A vacuum check is performed to recognize any pulled sleeves.
7. If the vacuum check is positive, the Z-axis moves up to the 0 position.
Steps 1 to 7 are repeated for all nozzles to be placed down.
Placing nozzles down with error state
1. The star/X/Y axes move to the correct pickup position.
2. The nozzle changer lock opens for each return procedure.
3. The Z-axis moves downwards with maximum force.
4. The nozzle changer closes after the "end position signal down".
5. The Z-axis is moved up again, to the 200 digit position.
6. A vacuum check is performed to recognize any pulled sleeves.
7. If the vacuum check is negative, the Z-axis moves downwards with maximum force.
8. The nozzle changer opens again when the "end position signal down" is issued.
9. The Z-axis moves up to the 0 position and the star axis rotates this sleeve into the service position.
10. The system requests that the operator removes the nozzle and then fits it back on again.
11. The nozzle return process is repeated.
3 Nozzle garage 8 Nozzle reject device with calibration fiducials
4 Hole for centering pin, for exact positioning of
magazine
9 Nozzle reject container
5 Hole for driver pin, for opening and closing of
magazine
10 Tape duct
11 Fastening screws for nozzle changer (4x)
NOTE:
The D-series nozzle changers have different lengths, due to the differing widths of the
changeover tables. Pay attention to the different order numbers.