3OM-1434-003_w.pdf - 第94页
3 - 13 0710 - 001 1.2 操作数据 (A01_10) 供给传送带 Y 排列速度设定 ([%] 減速 )[%] 供给传送带 设定 Y 排列的动作速度减速率。 (A01_11) 排出传送带 Y 排列速度设定 ([%] 減速 )[%] 排出传送带 设定 Y 排列的动作速度减速率。 (A01_12) 线路板定位模式 动作 关于线路板的定位动作,从 “ 标准 ” 或 “ 值指定 ” 进行选择。通 常选择 “ 标准 ” 。 标准 …
3-120710-001
1.2 操作数据
0 0
00
Fig.3C14
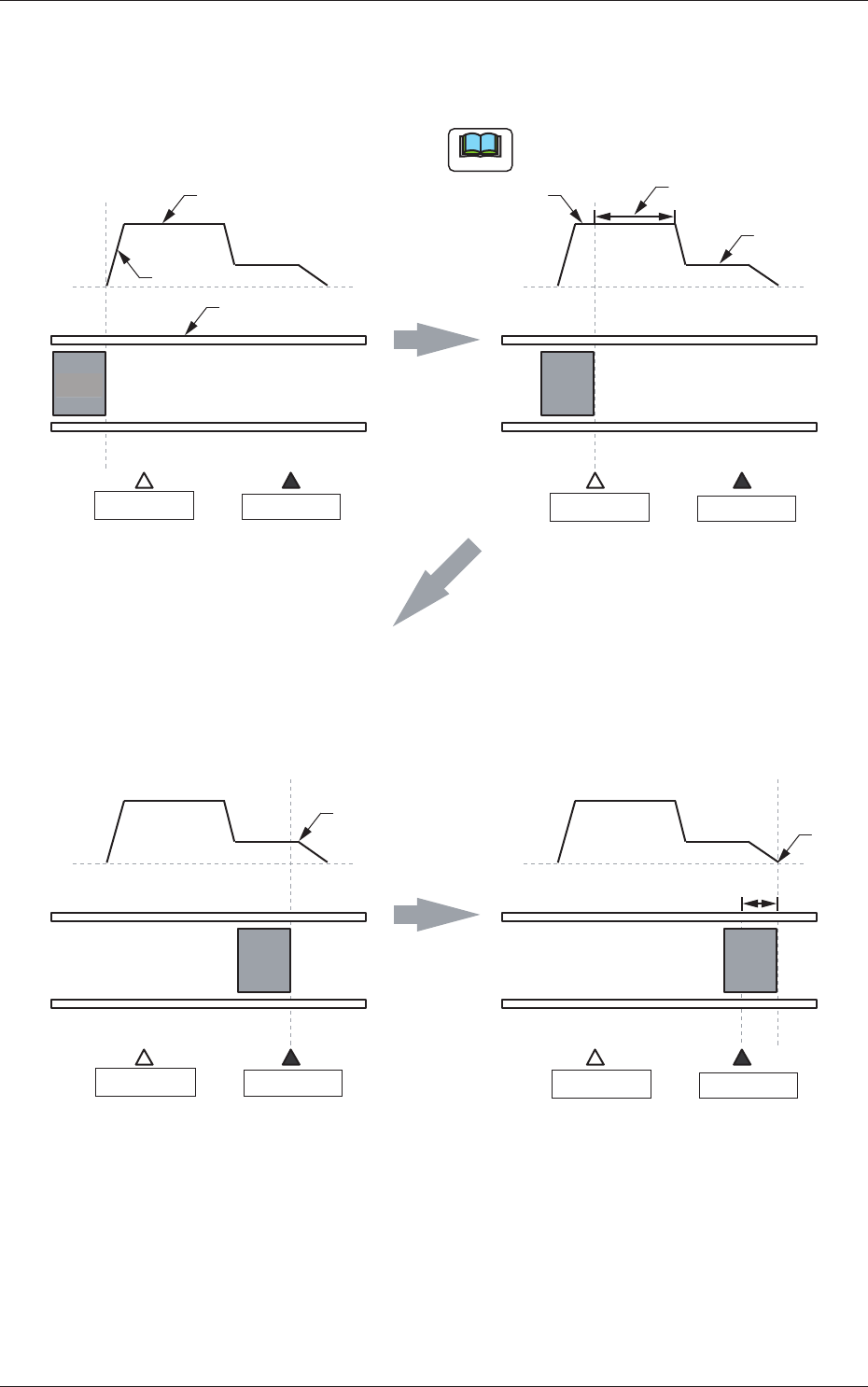
1. 用指定的 [ 加速度 ] 将搬送传送带
加速到 [ 速度 1],开始搬送线路板。
速度 1
速度
时间
加速度
传送带
线路板
速度
时间
速度 1
速度 2
定时
2. 用减速传感器检测出线路板,经过
[ 定时 ] 中设定的时间后,开始减速
到 [ 速度 2] 中指定的速度。
Note
从 [ 速度 1] 到 [ 速度 2] 的减速
与 [ 加速度 ] 相同。
减速传感器
停止传感器
减速传感器
停止传感器
3. 用停止传感器检测出线路板,减速
移动到 [ 位置 ] 中指定的停止位置。
4. 线路板停止。
减速传感器
停止传感器
减速传感器
停止传感器
速度
时间
速度
时间
停止开始
线路板的
停止位置
位置

3-130710-001
1.2 操作数据
(A01_10)
供给传送带 Y 排列速度设定 ([%] 減速 )[%]
供给传送带 设定 Y 排列的动作速度减速率。
(A01_11)
排出传送带 Y 排列速度设定 ([%] 減速 )[%]
排出传送带 设定 Y 排列的动作速度减速率。
(A01_12)
线路板定位模式
动作
关于线路板的定位动作,从
“
标准
”
或
“
值指定
”
进行选择。通
常选择
“
标准
”
。
标准 : 用装置设定的标准值进行动作。
值指定 : 关于动作方法可以设定任意数值。
第一速度减速设定 ([%] 减速 )[%]
设定支撑台的动作速度减速率。
定位时反映第二阶段动作的最初动作,解除时反映第二阶段动作
的第二次动作。
第二速度减速设定 ([%] 减速 )[%]
设定支撑台的动作速度减速率。
定位时反映第二阶段动作的的第二次动作,解除时反映第二阶段
动作的最初动作。
Z 夹板
延迟时间 1[msec]
设定从第二阶段的上升动作开始到 Z 夹板上升开始的时间。
延迟时间 2[msec]
设定贴装结束后的 Z 夹板解除动作时间。
此动作结束后,开始支撑台下降。
动作等待时间 [msec]
设定 Z 夹板的动作等待时间。

3-140710-001
1.2 操作数据
(A01_13)
运行方式
运行方式的设定选择
“
贴装
”
或者
“
通过
”
。
通常选择
“
贴装
”
。
贴装 : 设定贴装运行。
通過 : 设定通过运行。
将设定为
“
通过
”
的线路板程序设为生产机种数据时,将自动关
闭 (OFF) 真空泵。