00197496-01_UM_SiClusterMultiline_DE_EN.pdf - 第82页
Übersicht über die Optimierungspar ameter Optimierungsparameter: Multi-Linien-Parameter 82 SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline Min. Anzahl der Aufträge außerhalb flexibler Linien Beschränkt die Anzahl…
Übersicht über die Optimierungsparameter
Optimierungsparameter: Multi-Linien-Parameter
SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline 81
7
7 Übersicht über die Optimierungsparameter
Übersicht über die Optimierungsparameter
7.1
7.1 Optimierungsparameter: Multi-Linien-Parameter
Optimierungsparameter: Multi-Linien-Parameter
► Wählen Sie in der Registerkarte Konfiguration das Symbol .
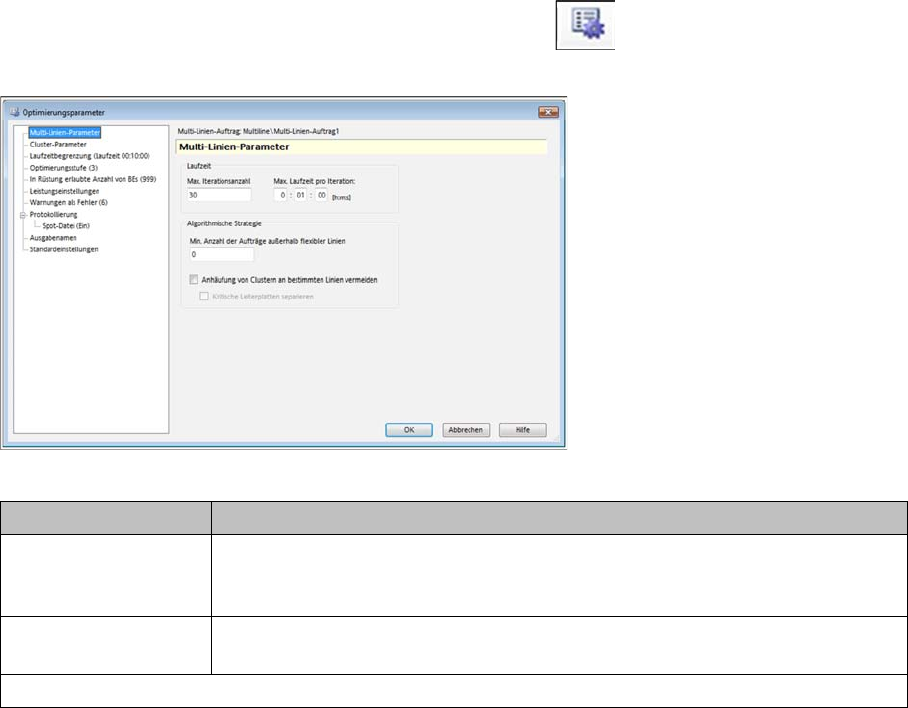
⇨ Das Dialogfeld Optimierungsparameter => Multi-Linien-Parameter wird geöffnet.
Optimierungsparameter – Dialogfeld: Multi-Linien-Parameter
Parameter Beschreibung
Max. Iterationsanzahl Gibt an, wie viele einzelne Rechenschritte bei der Multi-Linien-Optimierung
ausgeführt werden. Nach jedem Rechenschritt (Iteration) wird die Fortschritts-
anzeige aktualisiert.
Max. Laufzeit pro Ite-
ration
Die maximale Zeit, die der Multi-Linien-Optimierung für einen einzelnen Re-
chenschritt zur Verfügung steht.
Algorithmische Strategie
Übersicht über die Optimierungsparameter
Optimierungsparameter: Multi-Linien-Parameter
82 SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline
Min. Anzahl der
Aufträge außerhalb
flexibler Linien
Beschränkt die Anzahl der Fertigungsaufträge an flexiblen Linien durch Fest-
legung einer Mindestanzahl von Aufträgen, die anderen Linien zugewiesen
werden müssen.
Als flexibel gelten die Linien, die in der Linieneinstellung als „flexible Linie“ mar-
kiert sind.
Die Anzahl der Fertigungsaufträge berücksichtigt die in der Übersicht der Mul-
ti-Linien-Lose einstellbare Anzahl der Aufträge.
Hintergrund:
Häufiger wiederkehrende Aufträge sollen bevorzugt mit Festrüstungen produ-
ziert werden, damit diese Aufträge keinen ständigen Rüstaufwand erfordern.
Selten laufende Produkte/Aufträge sollen bevorzugt auf einer „flexiblen-Linie“
produziert werden, weil es zu "teuer" wäre die Bauelemente für diese seltenen
Produkte in Festrüstungen aufzurüsten.
Diese Funktion wird noch an folgenden Stellen behandelt :
▪ Die Spalte Produktionsaufträge in der Registerkarte Multi-Linien-Lose.
▪ Die Option Flexible Linie in der Registerkarte Linieneinstellung.
Nur wenn mindestens eine Linie als Flexible Linie in den Linieneinstellungen
definiert wurde, kann der Algorithmus die Strategie anwenden und selten lau-
fende Produkte der flexiblen Linie zuordnen.
Anwendungsbeispiel:
In der Fertigung gibt es 5 Linien. Vier Linien werden mit Festrüstungen betrie-
ben. Die Rüstungen auf der fünften Linie werden bedarfsbedingt vorbereitet
und nur einmalig genutzt. Die fünfte Linie wird als "flexibel" gekennzeichnet.
Ziel der Planung ist, die flexible Linie überwiegend für seltene und nicht wie-
derkehrende Aufträge zu nutzen. Mit der Unterschranke der Aufträge, die Lini-
en mit Festrüstungen zugewiesen werden, wird vermieden, dass der variablen
Linie zu viele mehrfach aufgelegte Aufträge zugewiesen werden, die den
Rüstungs-Aufwand in die Höhe treiben würden.
Rechenbeispiel:
Ein Multi-Linien-Auftrag hat 3 Lose (A: Losgröße 500, 1 Auftrag; B: Losgröße
100, 10 Aufträge; C: Losgröße 200, 10 Aufträge) und zwei Linien (L1: nicht fle-
xibel, L2: flexibel).
Bei der Nutzung des Vorgabe-Wertes von mindestens 0 Aufträgen außerhalb
flexibler Linien ist eine Lösung möglich, die alle 21 Aufträge der flexiblen Linie
L2 zuweist.
Wenn die Unterschränke auf mindestens 15 Aufträge außerhalb flexibler Lini-
en erhöht wird, so wird der Algorithmus die Aufträge B und C der nicht als fle-
xibel markierten Linie L1 zuweisen.
Anhäufung von Clus-
tern an bestimmten Li-
nien vermeiden
Bei der Nutzung dieser Option vermeidet der Algorithmus die Bildung einer ho-
hen Anzahl von Clustern auf einzelnen „Nicht-flexiblen“ Linien.
Diese Option erfordert zusätzliche Rechenzeit und kann in Einzelfällen zu ei-
ner erhöhten Anzahl gemeinsamer Bauelemente auf verschiedenen Linien
führen.
Kritische Leiterplatten
separieren
Bei Nutzung der Option vermeidet der Algorithmus die gemeinsame Zuord-
nung von Leiterplattenpaaren zu Linien, welche die Bildung konstanter Tische
erschweren. Die Option erfordert zusätzliche Rechenzeit und verbessert das
Potential für konstante Tische innerhalb der Linien.
Parameter Beschreibung
Übersicht über die Optimierungsparameter
Optimierungsparameter: Cluster-Parameter
SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline 83
7.2
7.2 Optimierungsparameter: Cluster-Parameter
Optimierungsparameter: Cluster-Parameter
► Wählen Sie unter Starten & Ergebnisse die Registerkarte Linien KPIs.
► Markieren Sie einen Cluster-Auftrag in der Tabelle und wählen Sie in der Symbolleiste das Symbol
.
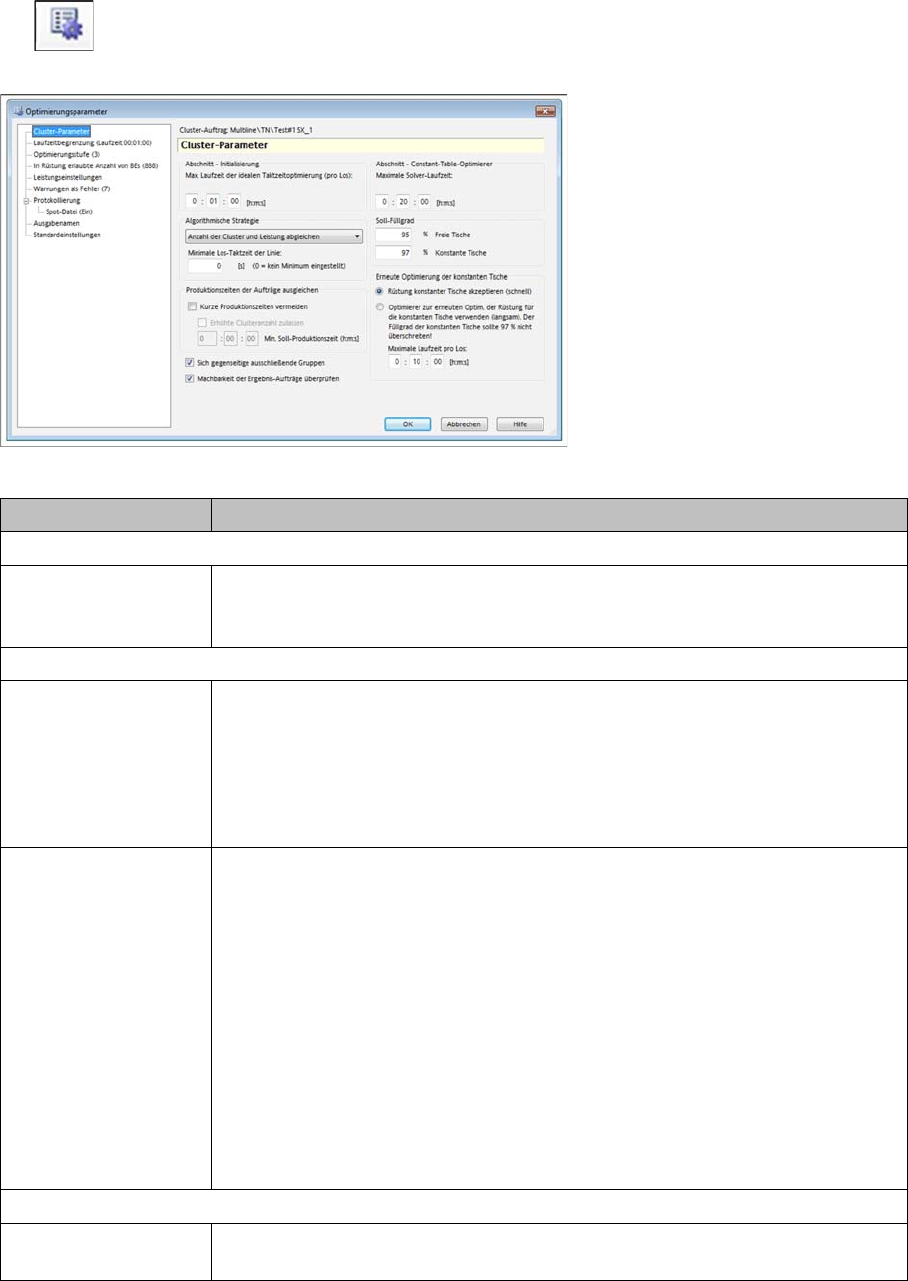
⇨ Das Dialogfeld Optimierungsparameter => Cluster-Parameter wird geöffnet.
Optimierungsparameter – Dialogfeld: Cluster-Parameter
Parameter Beschreibung
Abschnitt Initialisierung
Max. Laufzeit der ide-
alen Taktzeitoptimie-
rung (pro Los)
Optimierungszeit je Los, die von der SiCluster-Optimierung genutzt wird, um
die idealen Taktzeiten zu bestimmen.
Algorithmische Strategie
[Auswahlfeld] Bei der Auswahl im Listenfeld Algorithmische Strategie wählen Sie die von Ih-
nen gewünschte Optimierungsgewichtung aus.
Entweder Sie legen Wert auf die Minimale Anzahl von Clustern, oder die Mini-
male Produktionszeit,
Oder Sie wählen einen Kompromiss zwischen den beiden Kriterien und
wählen dazu Anzahl der Cluster und Leistung abgleichen.
Minimale Los-Taktzeit
der Linie
Die minimal mögliche Taktzeit aller Lose auf der Linie, die durch Taktzeiten
von anderen Systemen (z.B. Ofen, Siebdrucker etc.) in der Linie begrenzt wer-
den. Die Minimale Los-Taktzeit der Linie ist der "Bottleneck" in einer komplet-
ten Fertigungslinie.
Beispiel:
Wenn Sie einen Drucker in Ihrer Fertigungslinie mit einer minimalen Taktzeit
von zum Beispiel 18 Sekunden haben, dann tragen Sie bitte diesen Zahlenwert
hier ein. Dieser Zahlenwert wird zur Berechnung der effektiven Produktionszeit
herangezogen. Diese Zeit vom Drucker stellt das Minimum der Linie dar, und
wird für die Berechnung der Produktionszeit verwendet.
Dieser Wert wird als Vorschlag in der Registerkarte Linieneinstellungen unter
Minimale Los-Taktzeit [s] eingetragen und kann dort angepasst werden. Siehe
dazu "4.10 Individuelle Linieneinstellungen vornehmen" [ ➙ 55].
Produktionszeiten der Aufträge ausgleichen
Kurze Produktionszei-
ten vermeiden
Aktiviert: Die Zuordnung der Lose in der SiCluster-Optimierung wird ange-
passt, um Cluster mit kurzen Produktionszeiten zu vermeiden.