xp243 系统手册 - 第223页
SYS-XP243-2.2S 4. 机器生产程序 XP-242E/243E 系统手册 211 4.3.3 电路板编辑 电路板编辑器用于编辑贴装元件 的电路板信息。 XP-242E XP-243E 项目说明 修正量 X 以顺序输入的坐 标的基准点与 FUJI 的程序坐标 原点 ( 从电 路板右下角开始在 X 方向为 -5mm、 Y 方向为 +5mm 的坐 标 ) 不同时,有必要设定修正值 。 请输入从电路 板上 FUJI 的原 点到输入 …

4. 机器生产程序 SYS-XP243-2.2S
210 XP-242E/243E 系统手册
执行
显示确认信息后,指定是否进行修正。
[YES]: 执行修正处理,返回主画面。
[NO]: 不执行修正处理,返回主画面。
[Close]: 关闭主画面,返回顺序编辑画面。
※ 上述修正量的条件是在执行修正成功时被保存。
SYS-XP243-2.2S 4. 机器生产程序
XP-242E/243E 系统手册 211
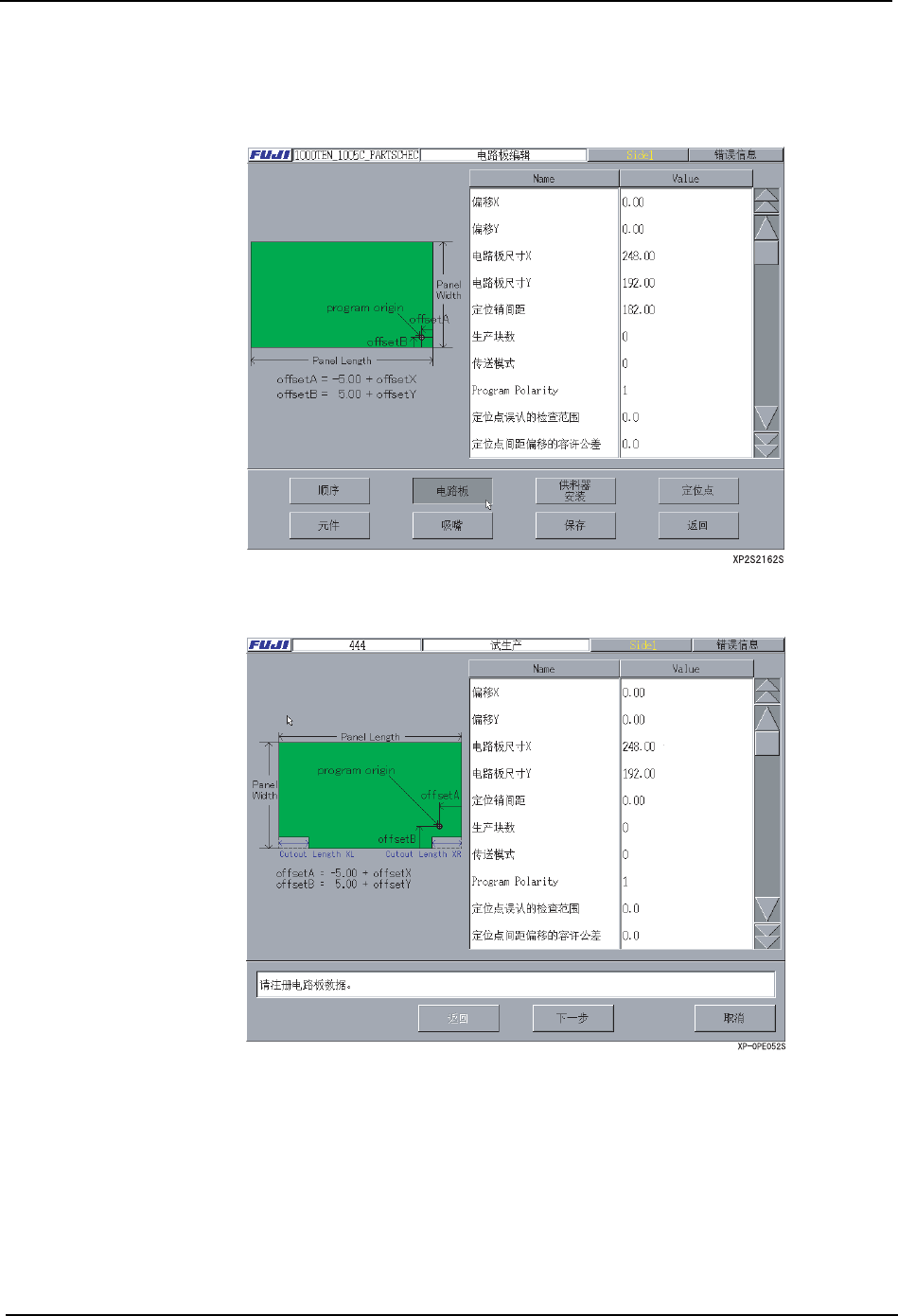
4.3.3 电路板编辑
电路板编辑器用于编辑贴装元件的电路板信息。
XP-242E
XP-243E
项目说明
修正量 X
以顺序输入的坐标的基准点与 FUJI 的程序坐标原点 ( 从电路板右下角开始在 X 方向为 -5mm、
Y 方向为 +5mm 的坐标 ) 不同时,有必要设定修正值。请输入从电路板上 FUJI 的原点到输入
坐标数据的基准点的 X 方向的修正值。(-600.00mm ~ 600.00mm)
修正量 Y

4. 机器生产程序 SYS-XP243-2.2S
212 XP-242E/243E 系统手册
以顺序输入的坐标的基准点与FUJI的程序坐标原点 ( 从电路板右下角开始在X 方向为-5mm、
Y 方向为 +5mm 的坐标 ) 不同时,有必要输入修正值。请输入从电路板上 FUJI 的原点到输入
坐标数据的基准点的 Y 方向的修正值。(-600.00mm ~ 600.00mm)
电路板 X
设定电路板的 X 方向尺寸。(80.00mm ~ 457.00mm)
电路板 Y
设定电路板的 Y 方向尺寸。(50.00mm ~ 356.00mm)
销距
输入基准孔(销)和从属孔(销)之间的距离。(0.0~457.0)
生产块数
只生产在此指定的生产块数。输入 0 后生产预定数 ( 动作模式选择画面 ) 变为有效。(0 ~
65000)
通过模式
设定通过模式运转。电路板仅仅通过机器,只作为单纯的搬运轨道而动作。
Program Polarity
设定是否使用基准化程序手法 (Polarity 功能 )。
详细情况请参考 [Polarity 功能 ]。
定位点的错误识别检查范围
设定各个定位点的错误识别检查范围的公差。(0.0 ~ 10.0)
设定值是 0.0 时,不进行偏差量的检查。
定位点间距偏差的公差范围
设定定位点间距偏差的公差范围。(0.0 ~ 10.0)
设定值是 0.0 时,不进行偏差量的检查。
注意 ) 用焊接基准定位点进行生产时,有时会错误识别定位点进行贴装,请务必在「定位点误识别检
查区域」「定位点间间距偏差的公差」的参数中输入数值。
真空支撑板名称 ( 当前不支持。)
输入真空支撑板名称。
软着陆速度
用 % 来指定 Z 轴的动作速度。(0.0% ~ 10.0%)
例 ) 速度 =75[mm/sec] ×设定值 /10
0: No Pass不通过
1: Pass通过
0: No 不使用 ( 当前不支持。如果设定的话,会出错而不能开始生产。)
1: Yes使用