xp243 系统手册 - 第244页
4. 机器生产程序 SYS-XP243-2.2S 232 XP-242E/243E 系统手册 设置元件主体 Y 方向的尺寸公差。(0.00mm ~ 9.99mm) Vision Tyoe 为 10 (Rect) (2125、3216 等无引脚的元件 ) 时请输入此项目 。另外,检测出 的元件尺寸超出公差值时, 即出现公差值错误。 还有, 输入值通常以元件尺寸尺寸的 10% 为 基准。(0.00mm ~ 9.99mm) 设定值是 0.00…
SYS-XP243-2.2S 4. 机器生产程序
XP-242E/243E 系统手册 231
项目检查是搜索并显示指定的数据名称。选择黑色下拉键显示分类目录,也可以直接从键盘
输入数据名称来搜索。选择 [ 下一步搜索 ] 键以从上至下的方向进行搜索。
项目说明
Part Type Name
以最大 30 字符的文字串指定元件种类名。
注意 ) 有定位点名不能使用的字符。详细请参考 「第 4 部 第 1 章 1.3 禁止输入字符」。
Part Type Name 数据由以下 5 种类型构成。
·Body
·Lead/Element
·Process
·Vision/Coplanarity
·Pin Check
·Body
Body Length (X)
设定元件的基本形状的 X 轴方向总长度。(0.01mm ~ 150.00mm)
进行影像处理的相机位置是 Find,使用侧灯时请输入 20.00 以下的数字。
Body Width (Y)
设定元件的基本形状的 Y 轴方向总长度。(0.01mm ~ 150.00mm)
进行影像处理的相机位置是 Find,使用侧灯时请输入 20.00 以下的数字。
Body Length Tolerance
设置元件主体 X 方向的尺寸公差。(0.00mm ~ 9.99mm)
Vision Type 为 10 (Rect) (2125、3216 等无引脚的元件 ) 以此值输入,其它的 Vision Type
(SOP 或 QFP 等的带有引脚的元件 ) 无须输入此值。另外,检测出的元件尺寸超出公差值时,
即出现公差值错误。还有,输入值通常为元件主体尺寸的 10%。
设定值是 0.00 时不进行检查。
Body Width Tolerance
打开 Vision/Coplanarity 数据编辑画面,将关于影像处理或
者浮脚测试的数据在 1 个画面内进行编辑。
显示出将 PartType 数据全部成为可以编辑的一览表形式的画
面。
关闭[元件编辑]画面。

4. 机器生产程序 SYS-XP243-2.2S
232 XP-242E/243E 系统手册
设置元件主体 Y 方向的尺寸公差。(0.00mm ~ 9.99mm)
Vision Tyoe 为 10 (Rect) (2125、3216 等无引脚的元件 ) 时请输入此项目。另外,检测出
的元件尺寸超出公差值时,即出现公差值错误。还有,输入值通常以元件尺寸尺寸的 10% 为
基准。(0.00mm ~ 9.99mm)
设定值是 0.00 时不进行检查。
Pick-up Tolerance X, Pick-up Tolerance Y
设定 X,Y 方向的各自的元件吸取偏差容许量。(0.00 ~ 9.99mm)
将元件中心和吸嘴的中心间的修正值的偏差按何种程度为正常进行设定。
设定值是 0.00 时不进行检查。
Pick-up Tolerance Q(0 ~ 45 度 )
设定元件吸取偏差容许量。
设定值是 0.00 时不进行检查。
SYS-XP243-2.2S 4. 机器生产程序
XP-242E/243E 系统手册 233
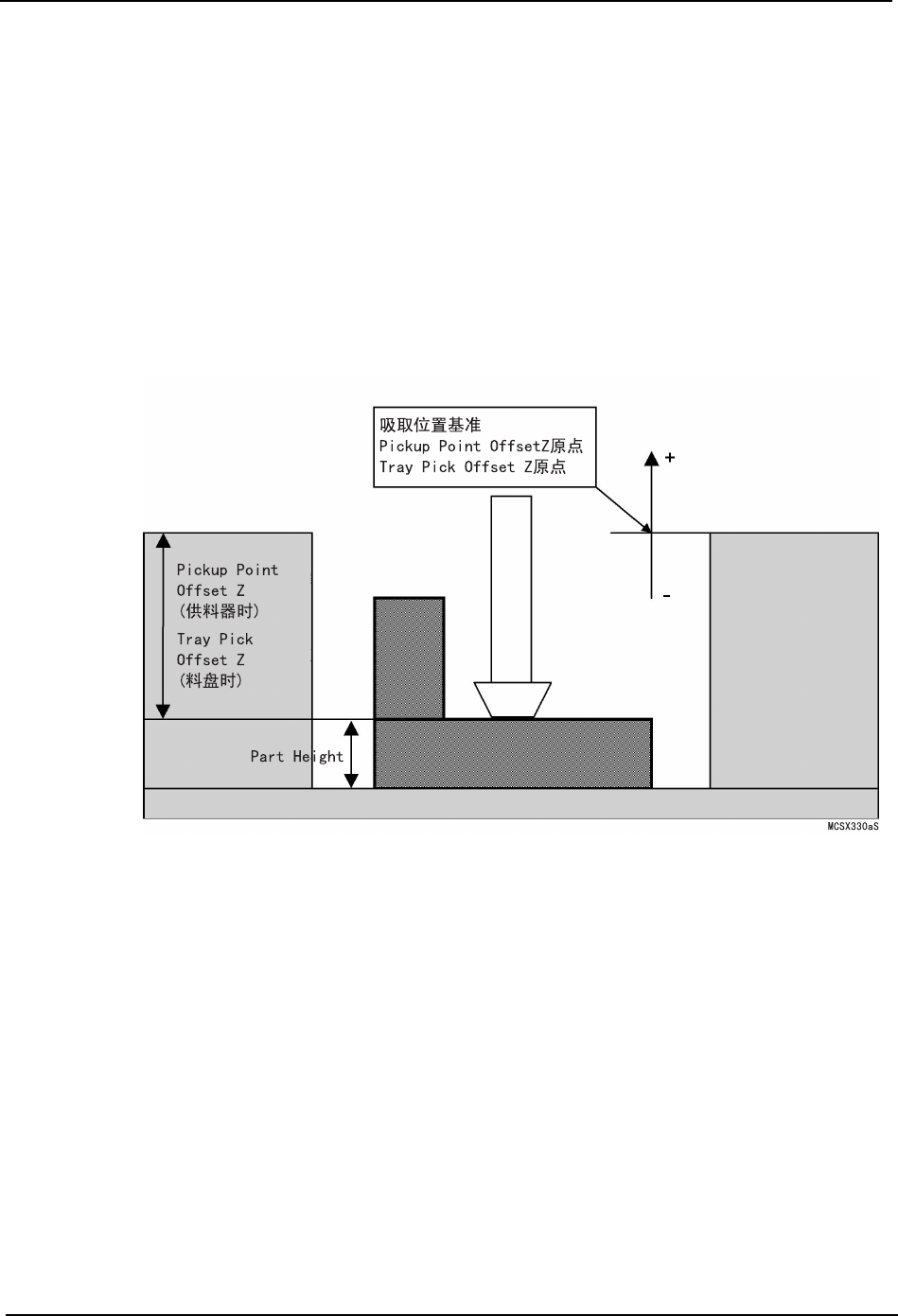
Part Height
请输入元件高度 ( 厚度 : 吸嘴的吸取面到元件底部为止 )。此高度包括引脚的长度。(0.01mm
~ 25.40mm)
请参考下图。有关 “Pickup Point Offset Z”以及 “Placing Offset Z”在以后叙述。
< 料带 / 料盘的时候 >
※ 将料带及料盘的上表面作为吸取基准位置。
※ 吸取时的 Z 轴高度。
( 料带的时候 ) 吸取位置基准 +Pick-up Point Offset Z
( 料盘的时候 ) 吸取位置基准 +Tray Pick Offset Z