xp243 系统手册 - 第259页
SYS-XP243-2.2S 4. 机器生产程序 XP-242E/243E 系统手册 247 注意 ) 将 Lower Right X,Lower Right Y 设定为”0”时,可以设定以 Upper Left X ,Upper Left Y 的点为中心的区域作为定位点检查的范围。( 区域的尺寸以 0.18mm 见方计算 )

4. 机器生产程序 SYS-XP243-2.2S
246 XP-242E/243E 系统手册
测定方法是以元件各边的要素内的引脚单独计算直线性 (引脚结合面的直线性)。(不进行
以全边共同基准的直线性检查。)
必须有 5 根以上连续间距的引脚。引脚 4 根以下时不进行引脚浮起检查(垂直方向的弯曲)。
吸嘴或者夹头的前端到影像处理面为止的高度以 11mm 为限。
在不等间距的引脚和多段引脚的时候,因为不能正常识别,所以不进行引脚浮起 (垂直方
向的弯曲)的检查。
在检测的引脚附近如果有与引脚类似的突起时,有可能不能进行引脚浮起 (垂直方向的弯
曲)的检查。
备注 ) Coplanatity 的支援仅仅对应于搭载有引脚浮起 (垂直方向的弯曲)检查功能的 Vision Type
19,20,100 的引脚要素。
Coplanarity Tolerance
设定引脚垂直方向上的弯曲度公差值。请输入最上端的引脚和最下端的引脚之间的距离公
差值。计算结果超出这个值时废弃此元件。(0.0001mm ~ 6.5535mm)
·Pin Check
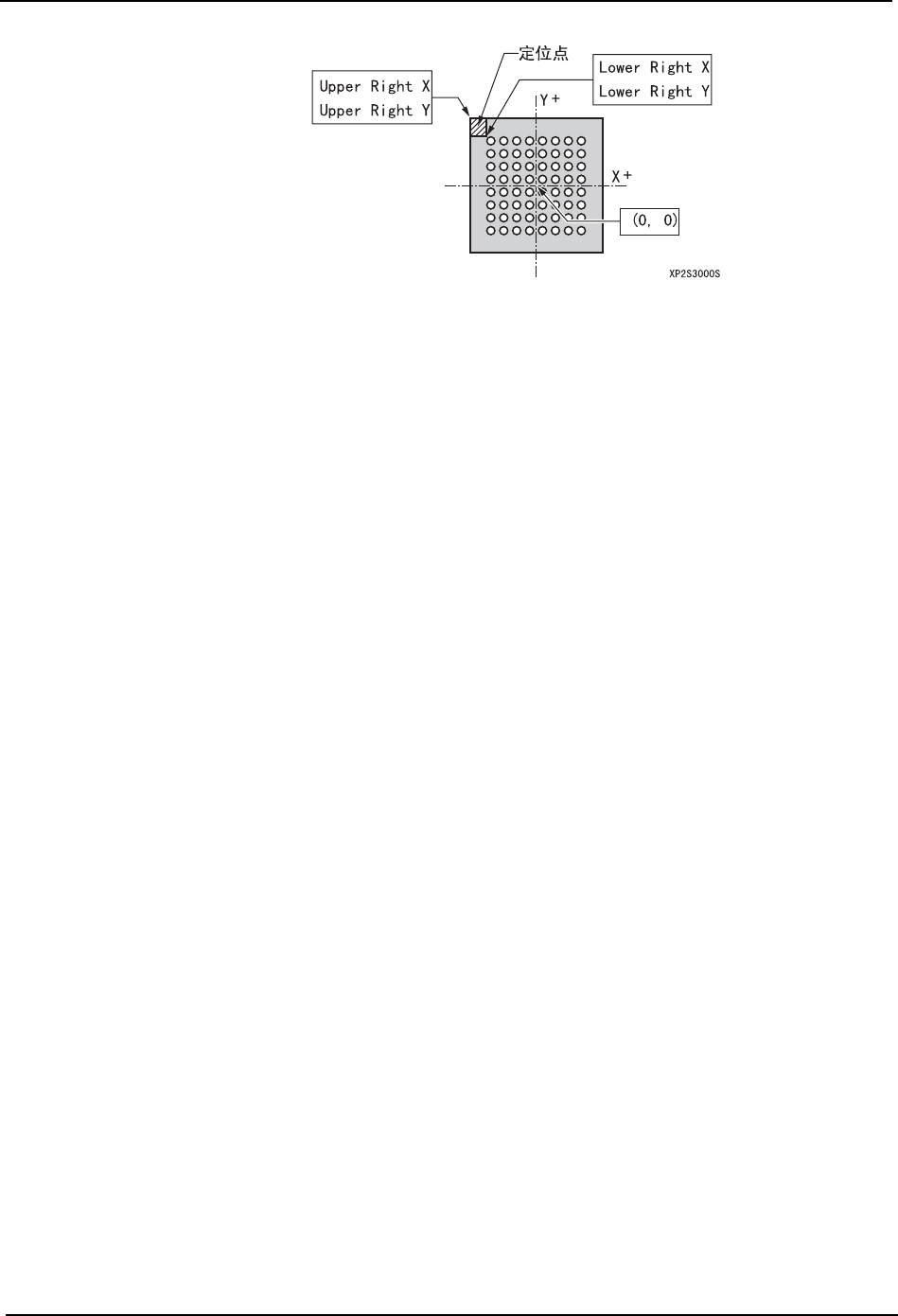
在使用 Vision Type230 的 CSP 等的 BGA 元件上,可以判断极性的定位点在底面时,可以识
别其定位点并判断元件的供应方向是否正确。
Pin Check Mode
Is Bottom Mark Present
注意 ) 上述指的拍摄的元件主体是黑色、定位点是白色的时候。元件主体是白色、定位点是黑色的时
候不对应。
Upper Left X
设定进行定位点检查时的左上方的 X 轴坐标。
(-50.0 ~ 50.0mm)
Upper Left Y
设定进行定位点检查时的左上方的 Y 轴坐标。
(-50.0 ~ 50.0mm)
Lower Right X
设定进行定位点检查时的右下方的 X 轴坐标。
(-50.0 ~ 50.0mm)
Lower Right Y
设定进行定位点检查时的右下方的 Y 轴坐标。
(-50.0 ~ 50.0mm)
No Check : 不进行检查。 :0
Bottom Mark : 在 BGA 的处理上进行底面定位点检查。 :5
No : 确认元件的检查范围内没有白色的定位点。 :5
Yes : 确认元件的检查范围内有白色的定位点。 :4
SYS-XP243-2.2S 4. 机器生产程序
XP-242E/243E 系统手册 247
注意 ) 将 Lower Right X,Lower Right Y 设定为”0”时,可以设定以 Upper Left X ,Upper Left
Y 的点为中心的区域作为定位点检查的范围。( 区域的尺寸以 0.18mm 见方计算 )
4. 机器生产程序 SYS-XP243-2.2S
248 XP-242E/243E 系统手册
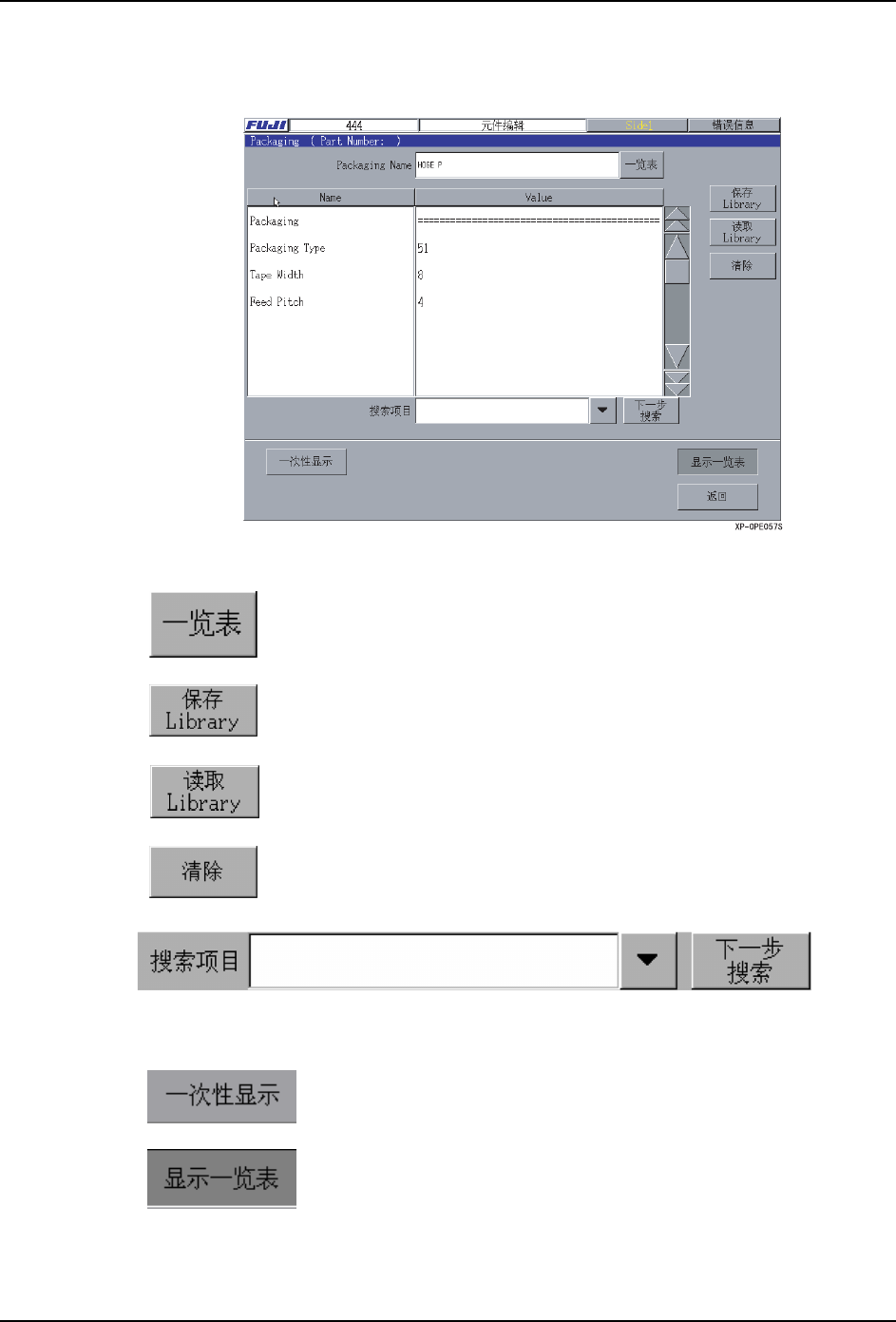
Packaging 编辑
Packaging 编辑是设定供料器、料盘等元件供应媒体的编辑器。
操作键说明
项目检查是搜索并显示指定的数据名称。选择黑色下拉键显示分类目录,也可以直接从键盘
输入数据名称来搜索。选择 [ 下一步搜索 ] 键以从上至下的方向进行搜索。
显示用编辑器打开的生产程序中使用的元件的 Package 一览表。
确认信息确认后,将 Package 保存进 Library。
读入保存在 Library 中的 Package。
清除设定的数据。
显示出将 Package 数据可以用 1 个画面编辑的编辑画面。
显示出将 Package 数据可以全部编辑的一览表型的画面。