xp243 系统手册 - 第76页
3. 操作系统 SYS-XP243-2.2S 64 XP-242E/243E 系统手册 由 [ 料盘操作 ] 进行的料盘更换 操作步骤 1 . 在[主 画 面]上 选 择[机 器 操 作] 、 [料 盘 操 作] , 显 示 出[料 盘 操 作]画 面 。 2. 选择画面右下方的 [ 料盘更换位置 ] 后,T 轴上升至料盘更换位置。 3. 解除 [ 安全门料盘 ] 的电子锁的锁定,安全门 处于可开关状态。 4. 进行料盘更换,关闭安全门…
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 63
3.3.7 供应料盘元件
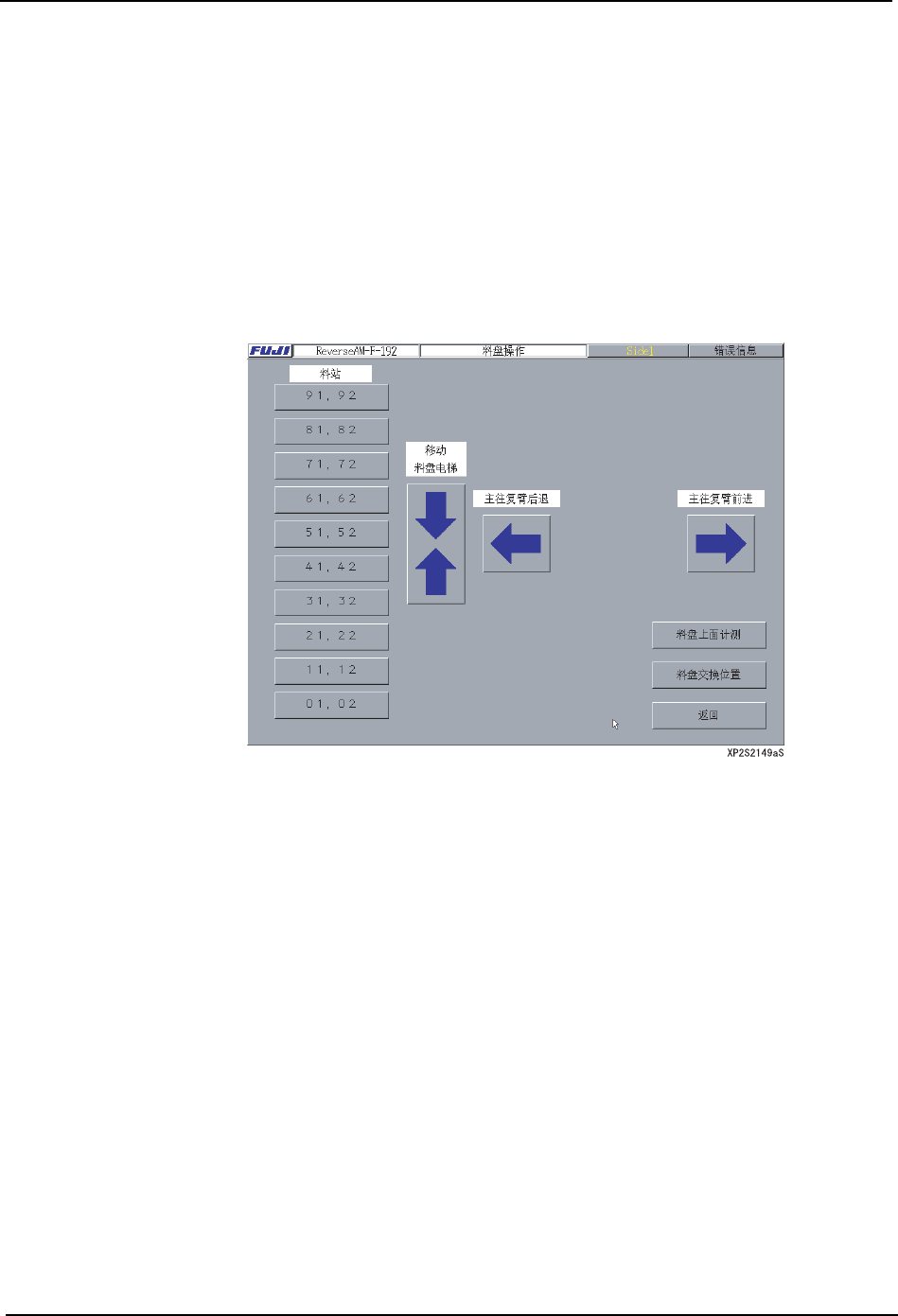
料盘操作
按照以下操作步骤可对T轴(料盘电梯)以及U轴(往复臂)手动操作。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 机器操作 ]、[ 料盘操作 ],显示出 [ 料盘操作 ] 画面。
2. 选择要操作的料站 ( 料盘位置 )。
3. 选择 [ 移动料盘电梯 ] 的蓝色箭头后,料站移动到往复臂的位置。
4. 选择 [ 主往复臂前进 ] 或者 [ 主往复臂后退 ] 后,料盘架向前或向后移动。
注意 ) 未进行上面测量时会显示执行上面测量确认信息,请确认是否可以移动 T 轴后按下 [ 启动 ] 按
钮,开始执行上面测量。
项目说明
料盘电梯的移动 :
将料盘电梯移动到指定的料站上。在将指定料站以外的料盘盒供应给元件吸取位置时,从收
存所供应的料盘盒移动到指定的料站上。
料盘更换位置 :
将料盘电梯移动到料盘更换位置上。当料盘吸取位置上供应了料盘盒时,在收存料盘盒后将
料盘电梯移动到料盘更换位置上。
往复臂前进 :
往复臂前进指令是将按键按下的料站的料盘盒移动到元件的吸取位置。
往复臂后退 :
将在元件吸取位置上所供应的料盘盒和料盘往复臂移动到料盘托架位置。
料盘上面测量 :
进行全部料站的上面测量。

3. 操作系统 SYS-XP243-2.2S
64 XP-242E/243E 系统手册
由 [ 料盘操作 ] 进行的料盘更换
操作步骤
1. 在[主画面]上选择[机器操作]、[料盘操作],显示出[料盘操作]画面。
2. 选择画面右下方的 [ 料盘更换位置 ] 后,T 轴上升至料盘更换位置。
3. 解除 [ 安全门料盘 ] 的电子锁的锁定,安全门处于可开关状态。
4. 进行料盘更换,关闭安全门。
自动运转中的料盘更换
XP 在机器自动运转中可以进行料盘的更换。
操作步骤
1. 机器在自动运转过程中,选择 [ 自动 ] 画面下的 [ 更换料盘 ],显示出下述的对话框。
2. 按下 [OK] 按键后,[ 安全门料盘 ] 的电子锁被解除,安全门处于可开关状态。
3. 进行料盘更换后,关闭安全门。按下 [ 料盘更换结束 ] 按键后,电子锁锁定,检测料盘
的高度。
注意 ) 安全门、料盘挡板打开时在 [ 料盘更换结束 ] 键内有下述显示。
D:安全门打开 S:料盘挡板打开 DS:二者都打开
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 65
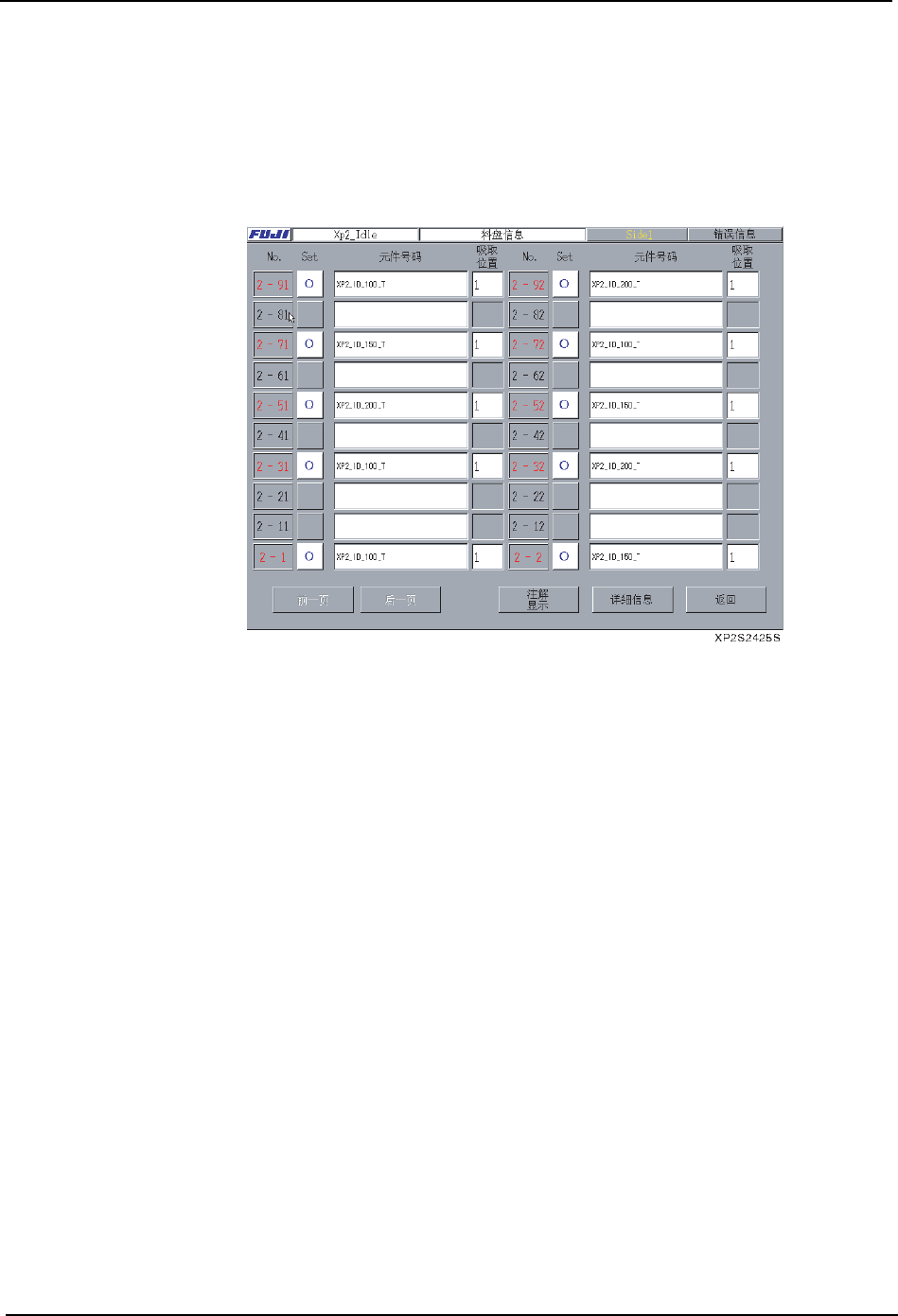
[料盘信息]画面
在此画面上,可用生产程序确认使用中的元件指令和元件安装位置,指定吸取的元件凹槽。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 生产 ]、[ 料盘信息 ],显示出 [ 料盘信息 ] 画面。
2. 有必要时,设定吸取位置。
项目说明
注意 ) 在切换程序时,如果变更供料器的安装位置,变更的料盘的 「吸取位置」变为初始值 1。
No.: 表示供料平台 / 料站号的颜色的含意如下。
红色:作为原始使用的料站
蓝色:作为次料站使用的料站
黑色:生产中不使用的料站。
Set: 按键 「○」表示元件已经安装、「×」表示元件没有安装。
× : 按下按键后变为 「○」
○ : 即使按下按键也不会从 「○」改变
元件号 : 显示出元件号的名称,按下 [ 显示指令 ] 按钮后,可以切换到指令显示。
每当按下按键时,按键的显示在 [ 显示元件号 ] 和 [ 显示指令 ] 间切换。
吸取位置: 以号码显示吸取元件的位置。