xp243 系统手册 - 第77页
SYS-XP243-2.2S 3. 操作系统 XP-242E/243E 系统手册 65 [料 盘 信 息]画 面 在此画面上, 可用生产程序确认使用中的元件指令和元件安装位置, 指定吸取的元件凹槽。 操作步骤 1. 在 [ 主画面 ] 上选择 [ 生产 ]、[ 料盘信息 ],显示出 [ 料盘信息 ] 画面。 2. 有必要时,设定吸取位置。 项目说明 注意 ) 在切换程序时,如果变更供料器的安装位置,变更的料盘的 「吸取位置」变为初始值 …

3. 操作系统 SYS-XP243-2.2S
64 XP-242E/243E 系统手册
由 [ 料盘操作 ] 进行的料盘更换
操作步骤
1. 在[主画面]上选择[机器操作]、[料盘操作],显示出[料盘操作]画面。
2. 选择画面右下方的 [ 料盘更换位置 ] 后,T 轴上升至料盘更换位置。
3. 解除 [ 安全门料盘 ] 的电子锁的锁定,安全门处于可开关状态。
4. 进行料盘更换,关闭安全门。
自动运转中的料盘更换
XP 在机器自动运转中可以进行料盘的更换。
操作步骤
1. 机器在自动运转过程中,选择 [ 自动 ] 画面下的 [ 更换料盘 ],显示出下述的对话框。
2. 按下 [OK] 按键后,[ 安全门料盘 ] 的电子锁被解除,安全门处于可开关状态。
3. 进行料盘更换后,关闭安全门。按下 [ 料盘更换结束 ] 按键后,电子锁锁定,检测料盘
的高度。
注意 ) 安全门、料盘挡板打开时在 [ 料盘更换结束 ] 键内有下述显示。
D:安全门打开 S:料盘挡板打开 DS:二者都打开
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 65
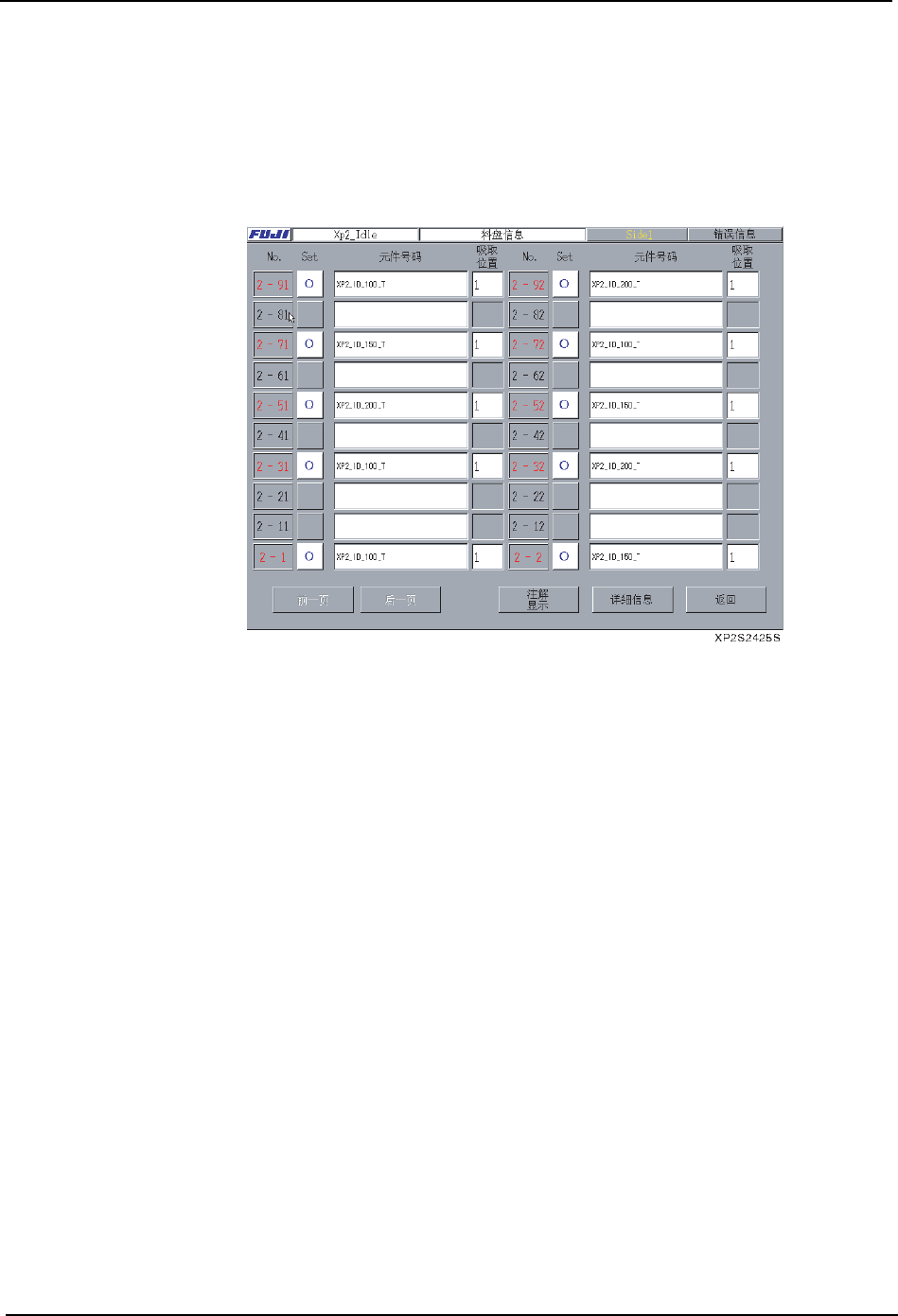
[料盘信息]画面
在此画面上,可用生产程序确认使用中的元件指令和元件安装位置,指定吸取的元件凹槽。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 生产 ]、[ 料盘信息 ],显示出 [ 料盘信息 ] 画面。
2. 有必要时,设定吸取位置。
项目说明
注意 ) 在切换程序时,如果变更供料器的安装位置,变更的料盘的 「吸取位置」变为初始值 1。
No.: 表示供料平台 / 料站号的颜色的含意如下。
红色:作为原始使用的料站
蓝色:作为次料站使用的料站
黑色:生产中不使用的料站。
Set: 按键 「○」表示元件已经安装、「×」表示元件没有安装。
× : 按下按键后变为 「○」
○ : 即使按下按键也不会从 「○」改变
元件号 : 显示出元件号的名称,按下 [ 显示指令 ] 按钮后,可以切换到指令显示。
每当按下按键时,按键的显示在 [ 显示元件号 ] 和 [ 显示指令 ] 间切换。
吸取位置: 以号码显示吸取元件的位置。
3. 操作系统 SYS-XP243-2.2S
66 XP-242E/243E 系统手册
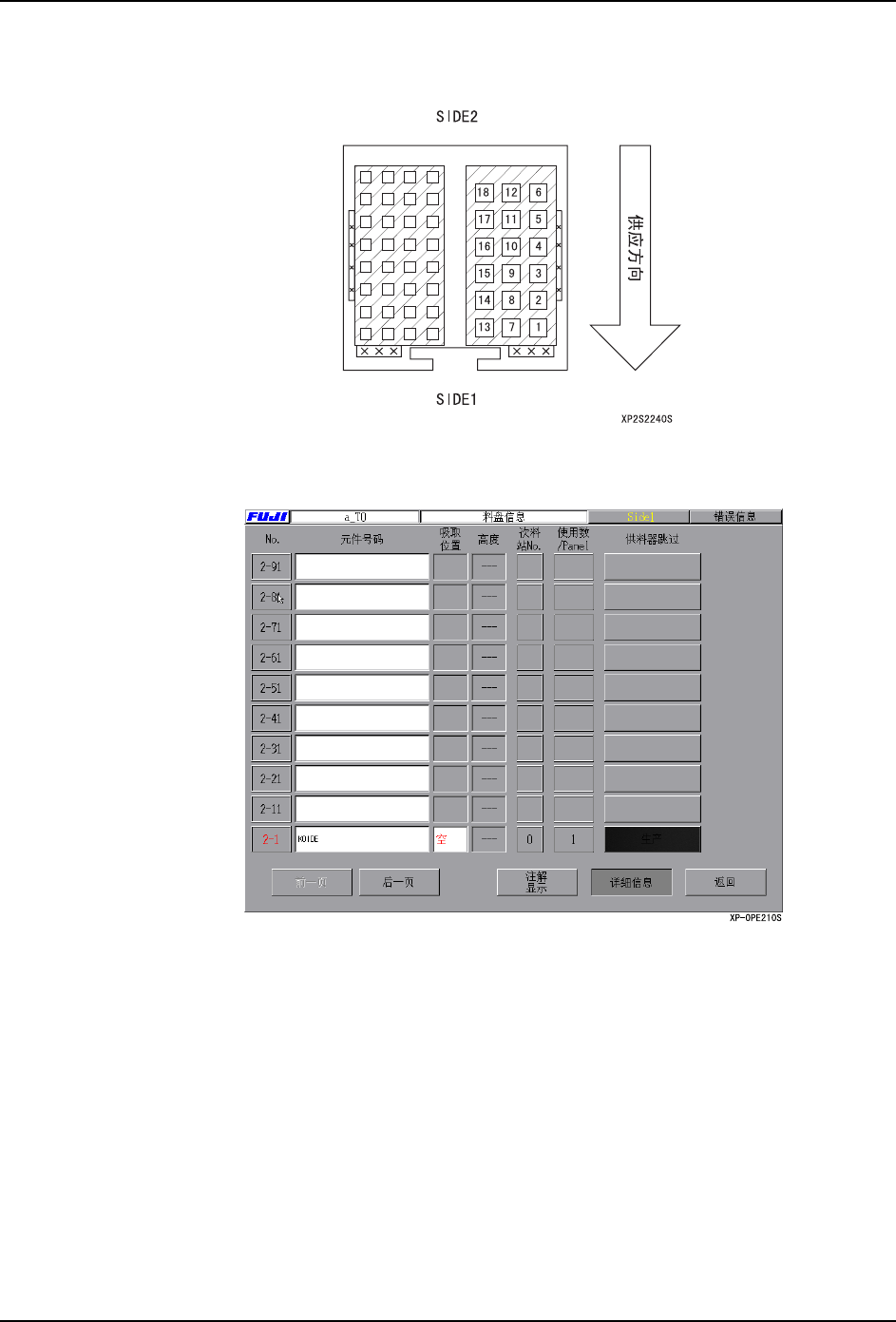
显示用于生产的元件的料站及其吸取凹槽。吸取位置是在料盘安装于机器上的状态下,从
SIDE1 看把右下角作为 1,并按照以下顺序吸取元件。
3. 按下 [ 详细信息 ] 按键,可以更进一步地显示详细的料盘信息。在此也可以进行机器上
的跳过。
项目说明
Next Slot: 显示出在 [ 编辑器 ] 的[ 供料器安装 ] 编辑画面上安装的次料
站。
使用数 /Panel: 显示出每块电路板的使用数。
供料器跳过: 显示出供料器的状态,可以进行跳过设定。
「生产」: 在生产中使用。( 按下后切换到 「机上跳过」)
「机上跳过」: 不生产。( 按下后切换到 「生产」)
「程序跳过」: 用顺序指定料站平台的跳过。( 不可以变更 )