xp243 系统手册 - 第88页
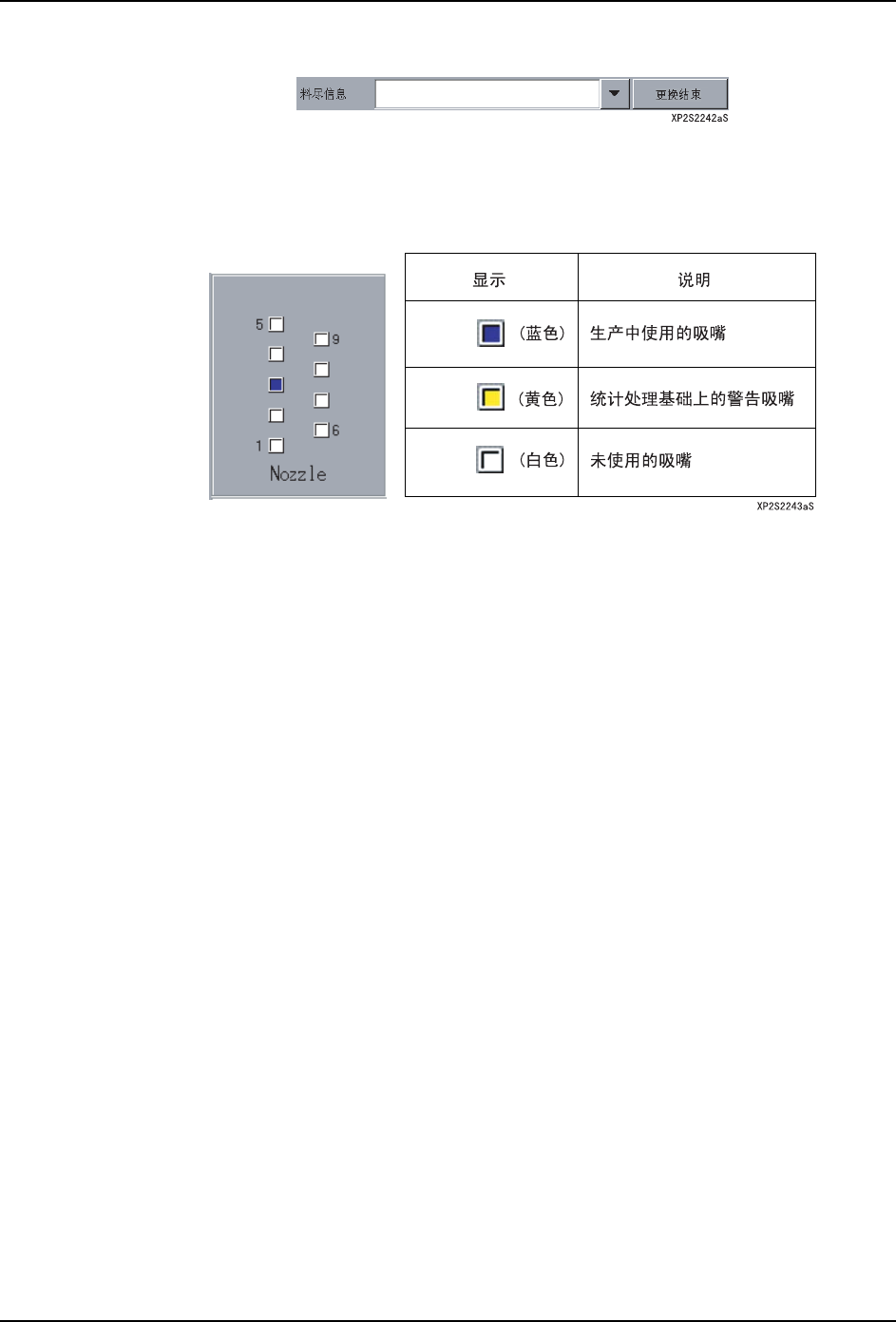
3. 操作系统 SYS-XP243-2.2S 76 XP-242E/243E 系统手册 显示设定在生产程序中的平台、 料站信息。 显示机器判断为 [ 料尽 ] 的料站。 按下 [ 元件设定结束 ] 按钮后,机器进入元件 安装状态。 在以下的区域中显示出各个吸嘴 的状态。
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 75
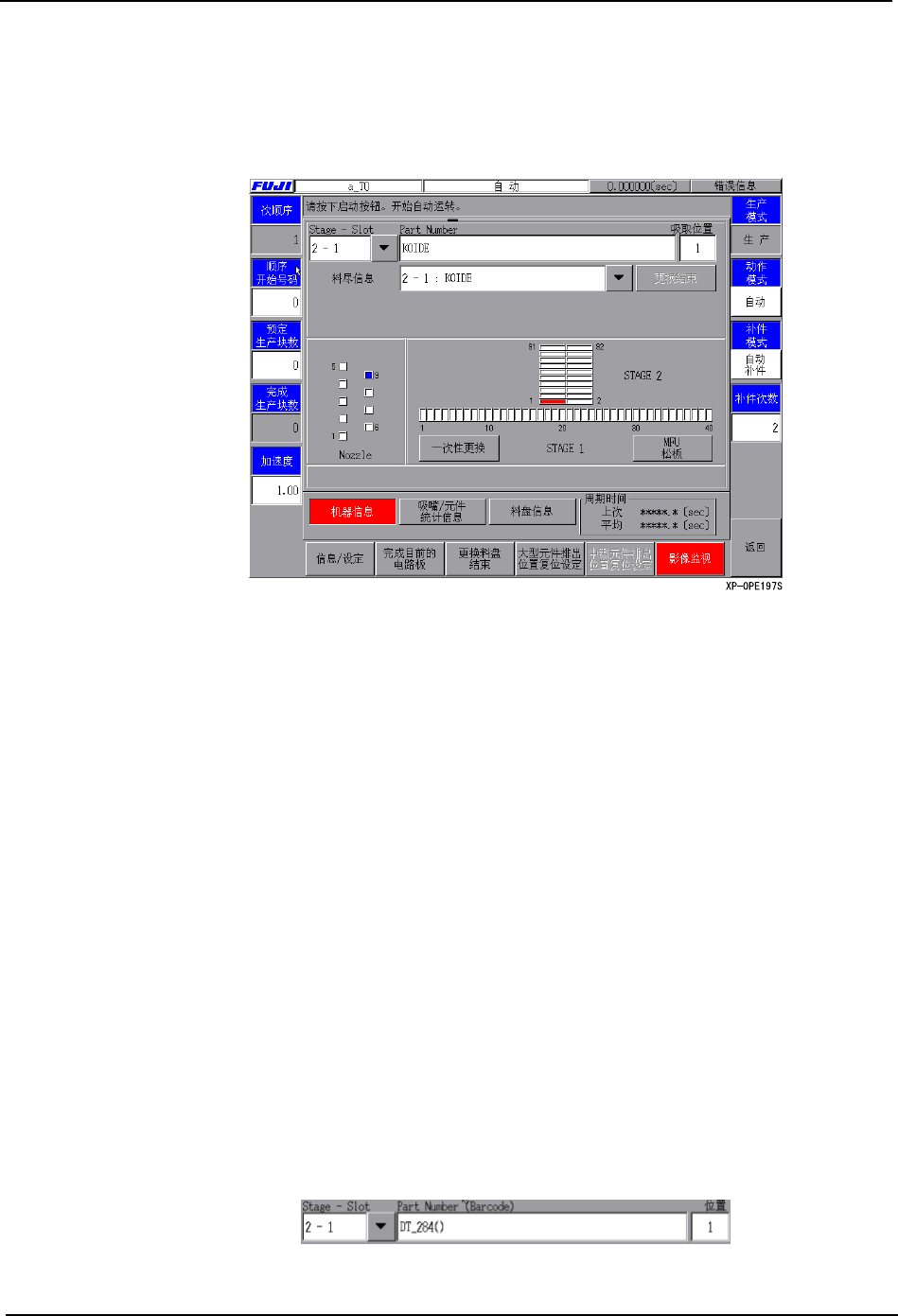
3.4.2 自动运转
在[主画面]上选择[生产]、[自动]后机器处于等待[启动]状态,按下[启动]按钮
后开始生产。显示如下 [ 自动 ] 画面。
(例如)
项目说明
注意 ) 比输入的顺序开始号之前的贴装顺序作为贴装结束,之后的贴装顺序作为未贴装顺序进行处
理。生产停止时或者编在辑画面上编辑后打开自动画面时,为了防止未贴装以及重复贴装,请
将顺序开始号处于 「0」的状态按下 [启动]按键开始生产。
注意 ) ※印的项目中,只有具有维修保养 A 的权限的操作者,才可以变更参数。
Next Sequence : 显示出下一步要执行的的顺序号。
Sequence 开始号: 根据需要可以设定开始的顺序号。
预定生产块数: 根据需要变更生产块数。
完成生产块数: 完成生产的电路板块数。
※ Elegance: 根据需要可以调整伺服马达的加速度。
生产模式: 显示出当前所选择的生产模式。
※动作模式: 根据需要变更动作模式。
( 自动→半自动→暂停→自动 )
※补件模式: 根据需要变更补件模式。
( 自动补件→错误停止 )
※补件次数: 根据需要变更补件次数。
XP2S2241S
3. 操作系统 SYS-XP243-2.2S
76 XP-242E/243E 系统手册
显示设定在生产程序中的平台、料站信息。
显示机器判断为 [ 料尽 ] 的料站。
按下 [ 元件设定结束 ] 按钮后,机器进入元件安装状态。
在以下的区域中显示出各个吸嘴的状态。
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 77
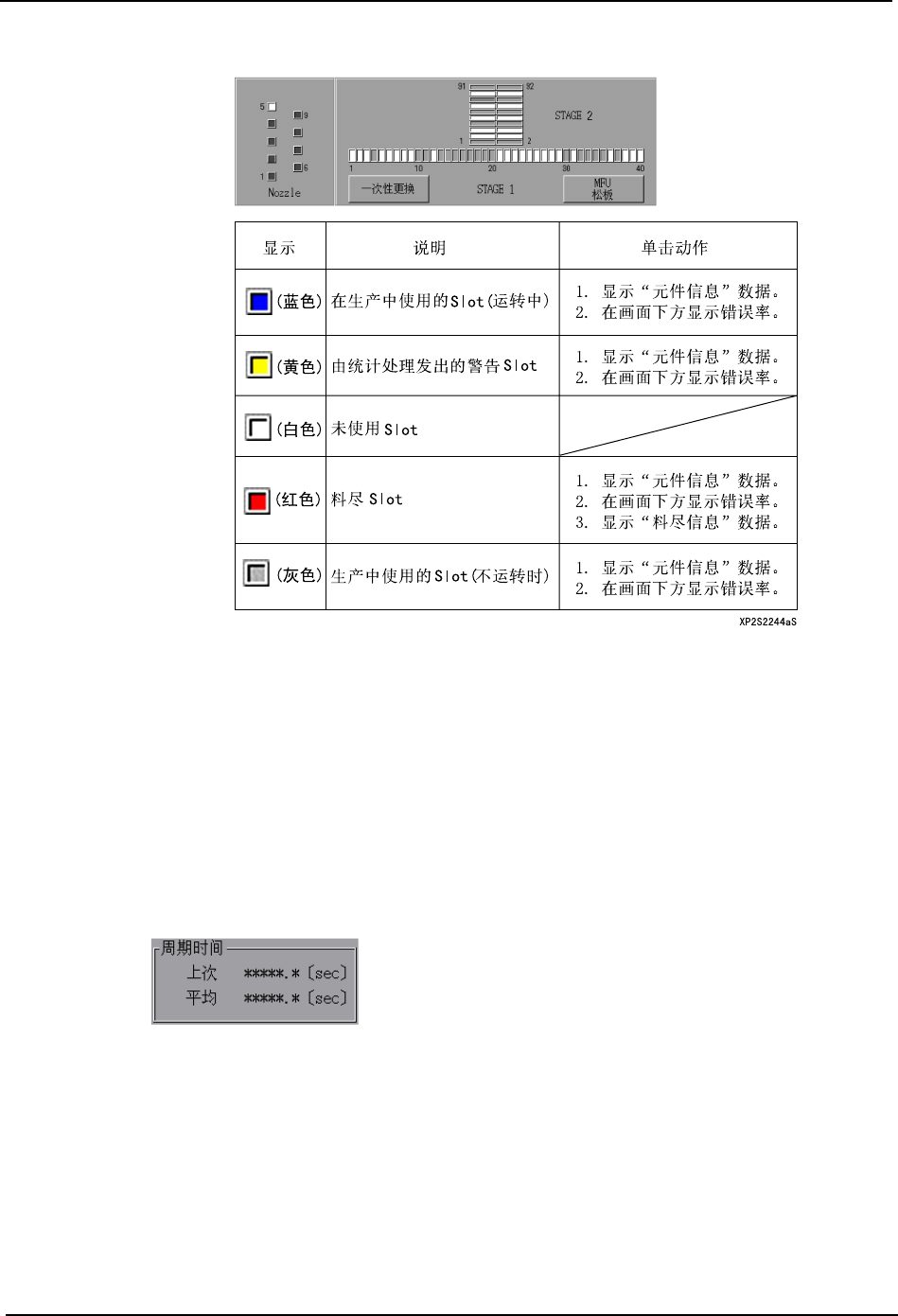
在以下的区域中显示出各个平台和料站的状态。
按键说明 :
元件一次性设定结束: 选择此按键,使平台上所有料站进入元件安装状态。
MFU 松板: 松开 MFU。
机器信息: 显示机器信息画面 ( 自动生产初始画面 )。
吸嘴 / 料站统计信息: 显示吸嘴 / 料站统计信息画面。
料盘信息: 显示料盘信息。
周期时间: ·前次周期时间:生产一块电路板所花费的时间。
·平均周期时间:周期时间总和 / 完成生产块数。
※生产程序读取·修正作为初始值显示
「*****.*[sec]」。
信息 / 设定: 打开选择机器的信息画面的对话框。
完成目前的电路板: 结束目前生产中的电路板后停止机器。
子电路板跳过信息: 显示不更改生产程序就能跳过任意的子电路板的编辑器。
大型元件排出位置复位: 废弃到大型不良元件排放盘中的元件记录暂时被清除。
中型元件排出位置复位: 废弃到中型不良元件排放盘中的元件记录暂时被清除。
影像监视: 按下按键后切换影像处理监视的显示。