ASM-SMT-Technical Conditions of Order and Deliveries (TCOD).pdf - 第11页
11 www.asm-smt.com 7. Process Requirements 7.1. Project management 7.1.1. Project planning During project planning, our suppliers accept responsibility for their entire supply chain, starting at the interface to ASM AS r…
10 www.asm-smt.com
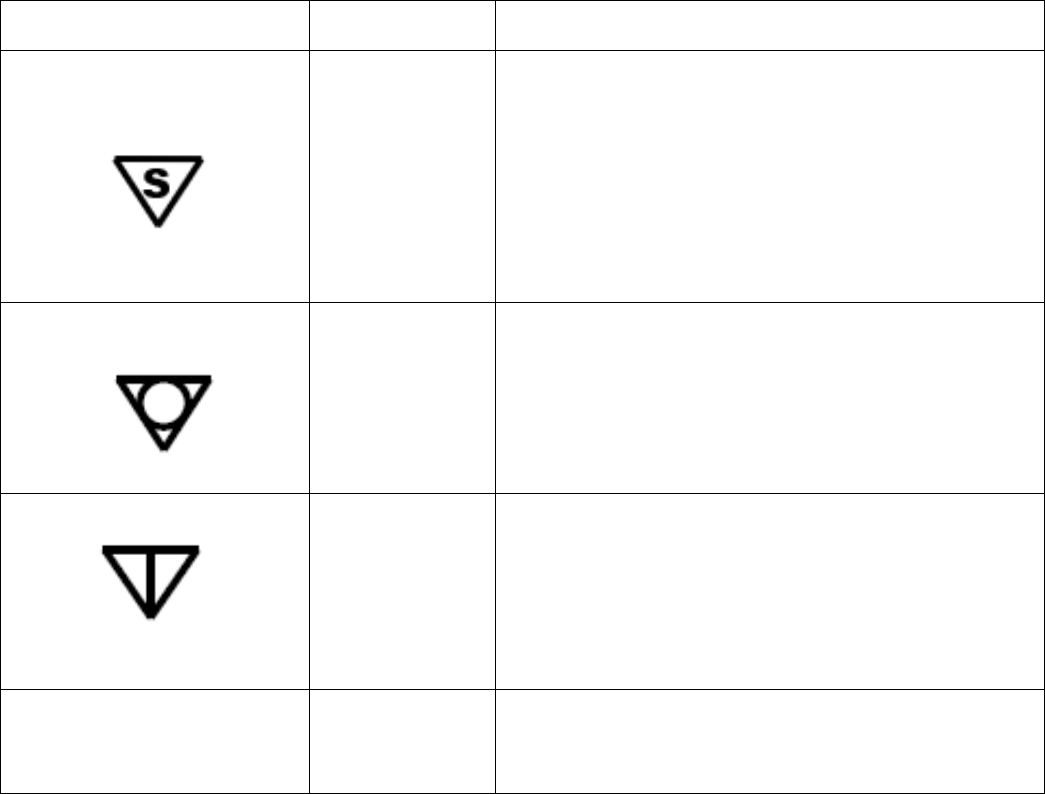
6.3. Test symbols used in technical documentation
In the technical documentation of ASM AS, individual product attributes are identified with symbols. Their assignment is
shown in the table below. This may not be applicable for ISO 8015 drawings.
Identification /
Symbol
Attributes
Definition of Attribute
Safety-relevant
attribute
An attribute that is critical for the safety of the products of ASM AS
and is of extreme importance. The supplier must furnish the evidence
laid down in the test instructions that the specified attributes have
been met.
In the event that no test instructions are available, the type and scope
of testing must be agreed in writing with the customer.
The products must display the required attributes 100%. The supplier
must perform a manufacturing process FMEA for the required
attributes.
Critical attribute
(Test category I)
An attribute that is critical for the functionality of a component and is
of special importance for quality, reliability or durability. For series
production, the supplier must furnish evidence of the required process
capability for these attributes by means of scorecards or SPC
evaluations. Goal: Cp/Cpk _ 1.33
(For underlying principles, refer to ISO 11462-1 and 11462-2)
Primary attribute
(Test category II)
An attribute that is not critical for the functionality but whose lack
would significantly affect the expected performance of a product,
reduce customer satisfaction or impair productivity. Such attributes
shall be ensured by means of attribute testing (Pass / Fail test).
(Sampling test according to DIN ISO 2859 Part 1)
Without identification
Secondary attributes
(Test category III)
Other attributes not classified as critical attribute or primary attribute.
It is the responsibility of the suppler to ensure these attributes.
11 www.asm-smt.com
7. Process Requirements
7.1. Project management
7.1.1. Project planning
During project planning, our suppliers accept responsibility for their entire supply chain, starting at the interface to ASM AS
right down to their own suppliers and beyond.
The supplier shall subdivide projects into sections of a defined scope and with defined contents and milestones. It must be
ensured that sufficient resources will be used to meet the needs.
The progress of the project must be checked at regular intervals in a manner which can be verified, and reports must be
sent to ASM AS.
7.1.2. Quality planning in projects
In addition to the planning of each project step as well as the associated milestones, the supplier shall define, as early as
at the time of project start, the systematic and methodical procedure for error prevention and quality protection.
The supplier shall use quality measures such as FMEA, FTA, Design Review, tolerance calculations etc., to assess the
risks of the project / product. The defined quality measures must be documented in a quality plan.
The quality plan shall be subjected to reviews in regular intervals conforming to the progress of the project. The results of
the individual measures shall be recorded in writing and are an integral part of the project documentation.
The quality planning shall include the product related requirements, legal provisions and standards, among others for
product safety and environmental protection, and must be documented in a traceable manner.
In the case of development orders, the audits accompanying the development process ensure the compliance with the
agreed development steps and degrees of project maturity. The audit will be performed by representatives of ASM AS
Supplier Quality together with the supplier. The time and form of the audit as well as the documents to be presented at the
audits will be defined within the context of an agreement between the supplier and ASM AS.
7.2. Hardware and software development
The iterative development process established at ASM AS requires suppliers and system partners to provide a high
degree of structured and closely coordinated interaction, particularly for products and services provided specifically for
ASM AS. In this process, ASM AS expects the provision of samples and documents for the purpose of application testing
in early phases of the development process.
The Requirements Specification and/or other specifications, in which the quality requirements and operating conditions are
stipulated, form an important basis for the development work.
The quality requirements to be met by the supplier in a development job will already be defined and described at the
beginning of the development phase in the context of a contractual agreement (e.g. order or development contract).
7.3. Documentation
7.3.1. Product documentation
The documents in this category describe the development process for a product up to production.
The product documentation provides information on the underlying conceptions which led to generation of the product.
Furthermore, it provides evidence that the proper procedures have been followed during development and that the
relevant legislation and guidelines have been observed. ASM expects its suppliers to write and maintain suitable product
documentation.
7.3.2. Technical documentation
The technical documentation for systems generally comprises the user manual, service manual, installation manual,
software version description and spare parts documentation.
Creation of technical documentation on the part of the supplier is specified in a separate agreement and/or the project or
product requirements. The structure, layout and file formats to be supplied form part of the agreement.
12 www.asm-smt.com
7.4. Production
7.4.1. Production planning
To achieve the quality required by ASM AS, the supplier must apply a systematic planning of the manufacturing
processes. This is part of the quality management system used by the supplier. Each step in the manufacturing of the
product to be supplied must be documented in work and process instructions.
7.4.2. Production and assembly equipment
The use of suitable production and assembly equipment must be planned at an early stage in order to ensure that the
equipment is available with sufficient capacity at the start of the series production. The employees must be adequately
trained for the application.
Service and maintenance of the equipment must be planned in a preventive manner. Evidence of the systematic and
consistent application shall be furnished.
The supplier must establish and maintain an emergency strategy for the processes that could prevent his capability to
deliver.
7.4.3. Test planning / test methods / test equipment / statistical methods
The protection of quality with the suppliers must be so reliable that an adequate control of the manufacturing processes
(process capability) is achieved to meet the agreed requirements.
The extent of testing during the manufacturing process shall be planned and defined according to the degree of the
achievable and achieved process capability, the respective quality attribute and the possible impact of faults.
The tests shall be documented so that the supplier can prove at any time that the specified requirements were met over
the entire manufacturing period.
The application of statistical methods (e.g. SPC, MFU) serves the evaluation and proof of the quality capability of relevant
process and product attributes. They enable the user to detect changes in the process faster and to correct the impacts on
the customer’s product at an earlier stage.
For further details on process capability and SPC, see ISO 11462-1 and 11462-2
Process FMEA:
To ensure that the manufacturing process is free of errors, ASM AS expects its suppliers to perform a process FMEA. This
is designed to detect sources of error and to enable preventive measures to be taken to avoid errors.
Testing equipment:
The testing equipment used must be sufficiently accurate in respect of the specified tolerances. The measurement
uncertainty of the measuring equipment used must be taken into account. The supplier must ensure that the measuring
equipment used for quality assurance is inspected and calibrated at specified intervals.
Analyses of the measurement systems must be used to ensure that the measuring equipment and devices used are
capable of providing meaningful measurements in the context of statistical process regulation and process capability
analyses. Any deviations and uncertainties in the measurement system that arise must be appropriate in relation to the
threshold values and to process variance.
The supplier must ensure that any variance that does arise during series measurements cannot be traced back to any lack
of accuracy or precision on the part of the measuring system.
For further information, see Measurement System Analysis (MSA) Reference Guide TS 16949
7.4.4. Execution of Tests
Tests during production permit the early detection of faults as well as selective countermeasures. This helps prevent
negative impacts on the capability to deliver and reduce or avoid rejects and rework costs.
Purchased parts must be subjected to quality testing before use.
In-production tests shall be implemented for quality-relevant manufacturing steps.
In order to supply fault-free products in the sense of the “zero defects” quality goal, ASM AS considers it indispensable to
conduct a final test unless the quality requirements have already been adequately protected in the previous processes.
Functional modules must be subjected to a 100% functional test. The results shall be recorded as a “First Pass Yield”
report.
The rework / repairs performed on failed assemblies shall be recorded and evaluated by fault attributes.