G5《安装调试及使用说明书》 - 第21页
凯格精密机械有限公司 - 21 - 第四章 操作系统说 明 4.2.2. 2 打开工程 1. 单击工具栏 1 上“ 打开 ”按钮,显示“打开”对话框,如图 4 – 13 所示。 图 4-13 文件〈打开〉对话框 2. 用鼠标选择所要的文件夹位置和其中的 Pri 文件类型。 3. 单击对话框中的 [ 打开 ] 按钮,打开文件;单击 [ 取消 ] 按钮,退回到主窗口。 4.2.2. 3 保存工程 其作用是保存印刷机印刷参数设置文件,以便下次…
凯格精密机械有限公司
- 20 -
第四章 操作系统说明
数 1~2 以外进行修改和操作,技术员可以对除了机器参数 1~4,刮刀参数,SPC 工具,钢网
自动校正以外进行修改和操作,操作员只能对生产操作,手动清洗,归零,复位进行操作。
选择权限人后单击[修改密码]对话框。如图 4–10 所示:
图 4-10 〈密码更改〉对话框
密码更改操作程序如下
1) 首先在旧密码一栏中输入正确的原密码;进行校验;
2) 校验正确后输入新密码;
3) 确认新密码正确后,单击[确认]完成密码更改;单击“取消”取消此次密码更改,
仍使用前次设置的旧密码。
4.2.2 主工具栏 1 及使用说明
4.2.3 主工具栏 1
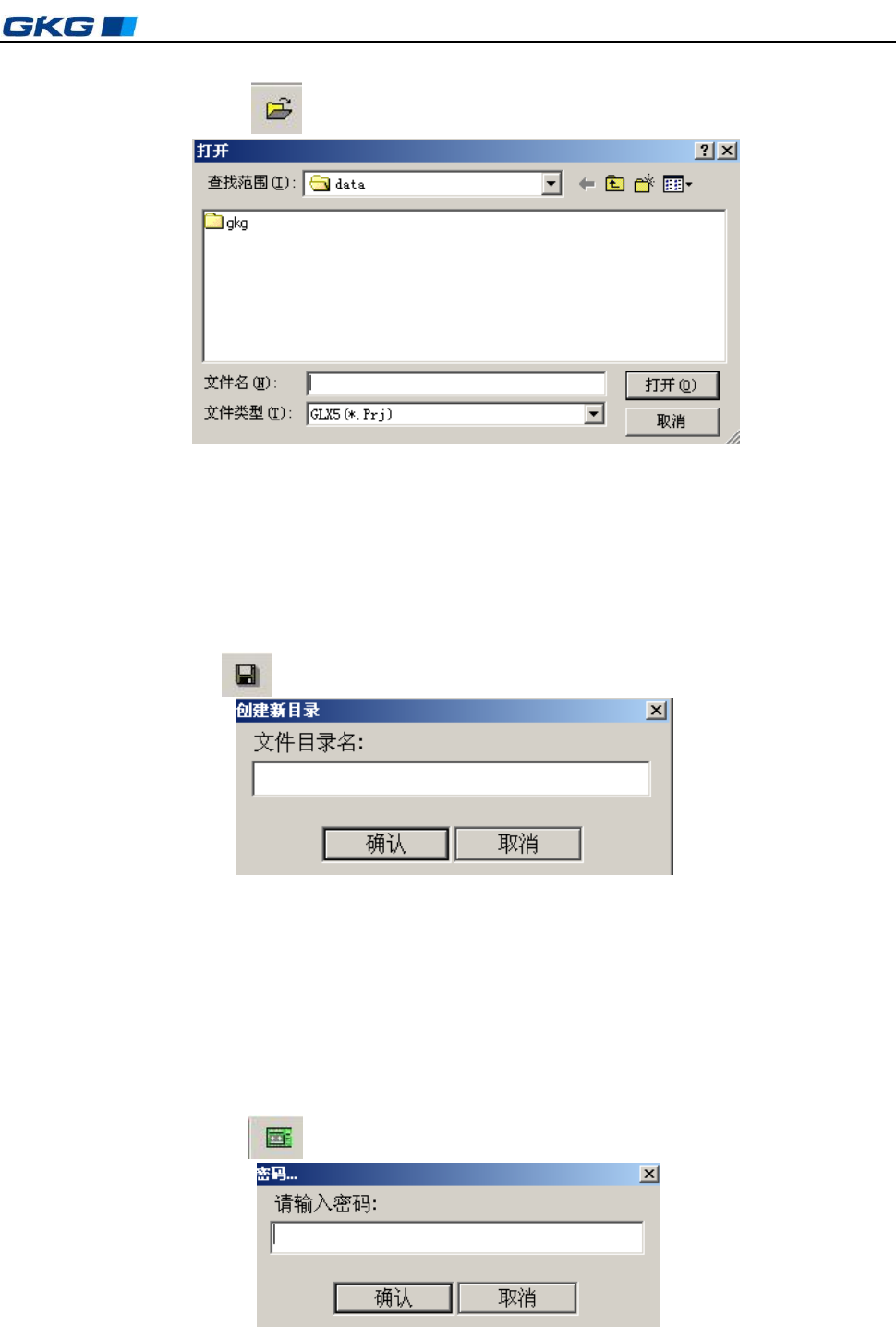
图 4-11 主工具栏 1
用鼠标对准主工具栏 1 中的某个图标,如图 4–11 所示,(此时在屏幕左下角显示此图标
所代表的控制命令),单击它,即可进行您所需要的工作。详细说明见第 4.4 节。
如上图所示,主工具栏 1 上各图所代表的控制命令从左到右依次为:
1.新建文件 2.打开文件 3.保存文件 4.数据输入 5.生产设置
6.各轴归零 7.PCB 运输 8.复位 9.关闭蜂鸣器 10.故障查询
11.报警记录 12.生产报表 13.SPC 分拆工具 14.自动钢网校正 15.手动清洗
16.机器参数设置 17.刮刀参数设置 18.退出应用程序
4.2.2.1 新建工程
单击“ ”按钮,弹出 “创建新目录”对话框,输入文件名后单击 “确定”即
可进入参数设置界面,向导将提示你完成新建文件。如图 4—12 所示。
图 4-12 创建新目录对话框
凯格精密机械有限公司
- 21 -
第四章 操作系统说明
4.2.2.2 打开工程
1. 单击工具栏 1 上“ 打开 ”按钮,显示“打开”对话框,如图 4–13 所示。
图 4-13 文件〈打开〉对话框
2. 用鼠标选择所要的文件夹位置和其中的 Pri 文件类型。
3. 单击对话框中的[打开]按钮,打开文件;单击[取消]按钮,退回到主窗口。
4.2.2.3 保存工程
其作用是保存印刷机印刷参数设置文件,以便下次操作时调用。操作步骤如下:
1. 单击工具栏上“另存 ”按钮,显示“创建新目录”对话框,如图 4–14 所示。
图 4-14 〈创建新目录〉对话框
2. 用鼠标点击滚动条,选择要存放的文件位置和文件类型。
3. 在“文件名”栏目中键入要存放的文件名。
4. 单击对话框中的[保存]按钮,保存文件;单击[取消]按钮,退回到主窗口。
4.2.2.4 数据录入
其作用是设定或修改 PCB 参数设置及刮刀压力、运输、印刷、清洗等参数,操作如下:
1. 单击工具栏 1 中“ ”按钮,此时出现“密码输入”对话框。如图 4–15 所示:
图 4-15 〈密码输入〉对话框
凯格精密机械有限公司
- 22 -
第四章 操作系统说明
2. 此时在光标提示符下正确地输入您的密码,单击“确认”即可进入[参数设置 1]对话框,
如图 4–16 所示;单击“取消”仍回到主窗口画面。
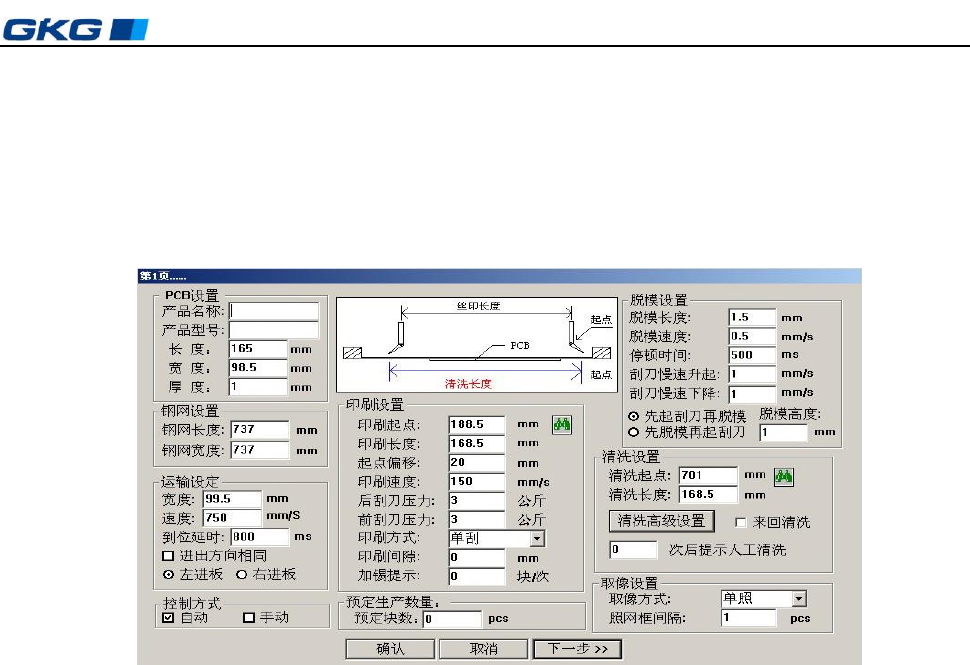
3. 在[参数设置 1]对话框中可进行“PCB 设置”、“钢网设置”、“运输设定”、“控制方式”
(系统默认为自动)、“印刷设置”、“脱模设置”、“清洗设置”、“取像设置”、“预定生
产数量”设置等参数的设定。
图 4-16 〈参数设置 1〉
说明:
只要将 PCB 参数设置好后,图中的“印刷起点”、“印刷长度”“清洗起点”“清洗
长度”数值自动生成,用户也可以根据生产的实际情况进行修改;输入数值应大于
PCB 板的宽度。在[参数设置 1]中输入 PCB 板的长、宽、厚参数后,则运输宽度无
需设定,自动显示为“PCB 板宽+1”。
在进行参数设置时,如所输入的数值超出机器设置范围,屏幕会显示“输入超出范
围”的错误提示,并告诉你所输入参数的机器设置范围。
可设置刮刀压力、刮刀速度、选择单刮或双刮及刮刀的运行方向;可选择行动的“人
工清洗方式”;可设置标志点图标类型和脱模方式。
可设置视觉校正的取象方式——双照或只第一次双照;还可对印刷精度进行设置。
脱模设置可根具产品不同进行数据设置以达到更好的产品质量。
控制方式默认为自动,可更具需要改变为手动或自动。如在此对话框中选择手动的
“手动清洗”方式,在正常生产过程中,机器会按此对话框中所输入的“清洗间隔”
参数生产完一定数量的产品后自动停下,并出现“人工清洗”对话框,如图 4–17
所示,等待人工清洗网板,步骤如下: