G5《安装调试及使用说明书》 - 第27页
凯格精密机械有限公司 - 27 - 第四章 操作系统说 明 图 4-25 归零操作 4.2.2 .7 PCB 运输 1. 在主窗口画面单击 “ 过板 ” 图标, 出现 [ 过板 ] 对话框, 作用是只作过板操作, 不进 行印刷或检查功能。如图 4 - 26 所示: 2. 单击 [ 退出 ] 仍回到主窗口画面。 图 4-26 〈过板〉操作对话框 4.2.2. 8 报警复位 当机器出现故障或按下紧急制动器, 屏幕显示 [ 报警 ] 对话框,…
凯格精密机械有限公司
- 26 -
第四章 操作系统说明
同样方法,找出[丝网标志 2]、[PCB 标志 1]、[PCB 标志 2]的 Mx、My、Px、Py 值。
注:在进行标志点图像采集时,可以通过调节[PCB 定位]对话框中的 LED1、LED2、LED3
亮度,以便采集到清晰的图像。
8. 在图 4–20[标志点采集]对话框中丝网标志 1、2 和 PCB 标志 1、2 数据采集完后,单
击右下角的[确认]按钮,退回到[PCB 定位]对话框;单击[取消],取消此次采集,仍回到[PCB
定位]窗口。
9. 在以上程序完成以后,单击右下角[确认]回到[参数设置 1]中,并弹出 “数据输入是否
正确”提示框,如选择“否(N)”显示[参数设置 1]画面,如选择“是(Y)”回到主
窗口画面,Z 轴回到原点位置,可以进行生产。
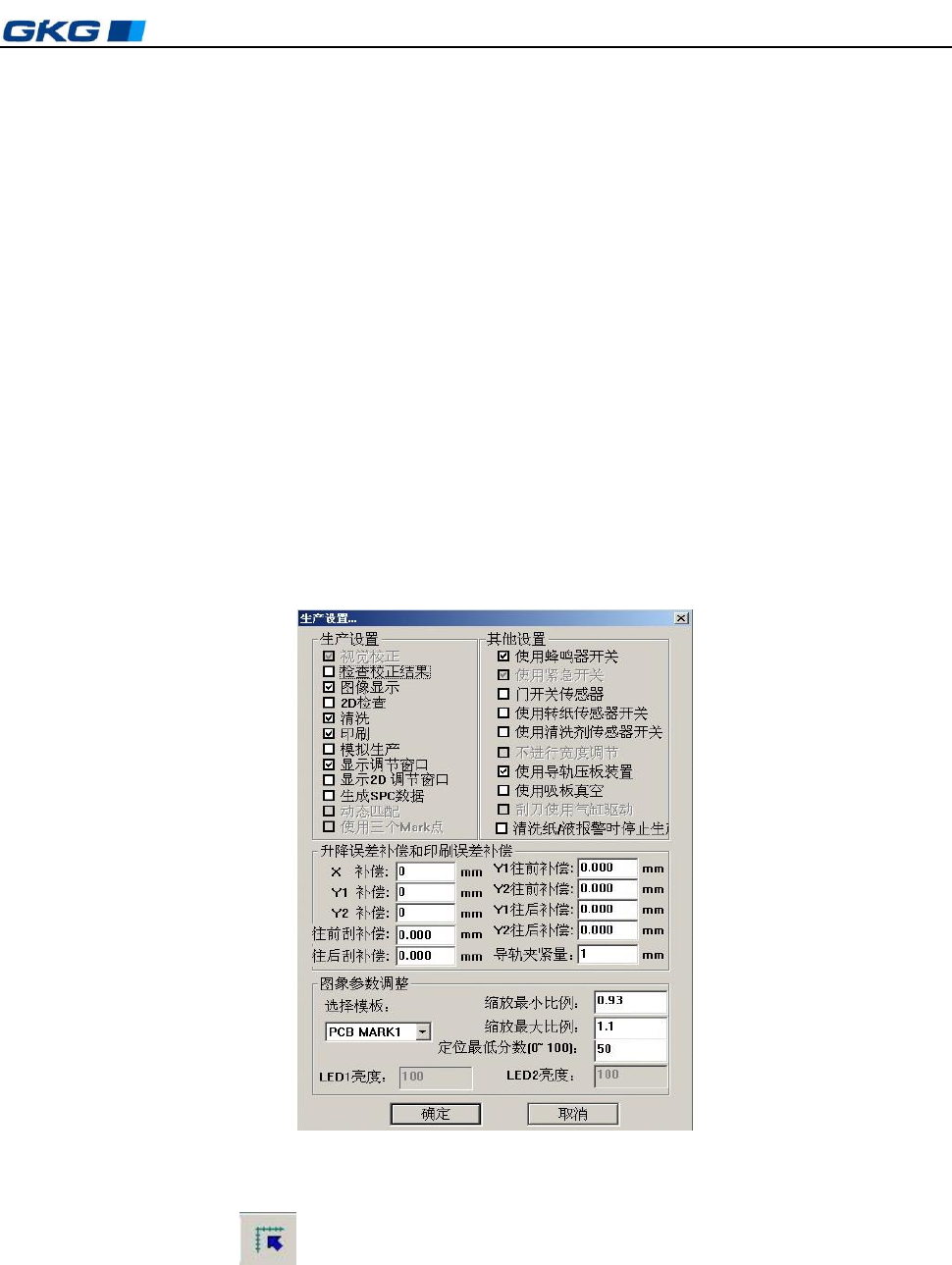
4.2.2.5 生产设置
单击“生产设置”,弹出“生产设置”对话框来快速改变运输、视觉检查、清洗、印刷、
检测等生产设置及其他设置(如门开关感应器的设置等)。同时可对工作台升降误差及刮刀行
程误差进行补偿。如图 4—24 所示:
图 4- 24〈生产设置〉对话框
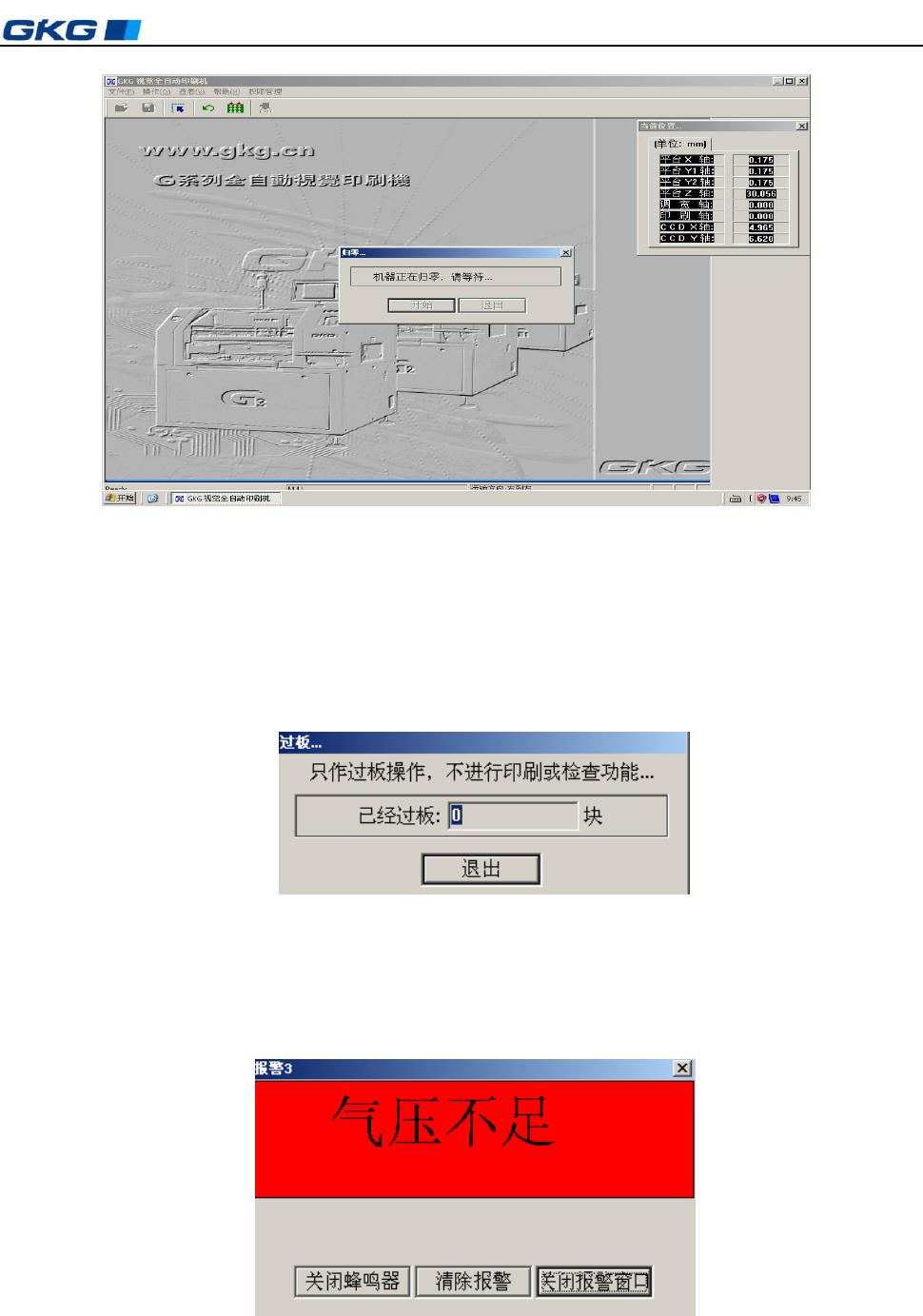
4.2.2.6 归零操作
单击主工具栏 1 中的“归零]”按钮,在主窗口显示的“现在进行归零操作吗?”对话框中,
选择“否”,机器仍回到主窗口画面;选择“是”,机器进行归零操作,出现如图 4–25 画面,
并显示[当前位置]对话框,显示各运动轴当前的坐标值:
凯格精密机械有限公司
- 27 -
第四章 操作系统说明
图 4-25 归零操作
4.2.2.7 PCB 运输
1. 在主窗口画面单击 “ 过板 ”图标,出现[过板]对话框,作用是只作过板操作,不进
行印刷或检查功能。如图 4-26 所示:
2. 单击[退出]仍回到主窗口画面。
图 4-26 〈过板〉操作对话框
4.2.2.8 报警复位
当机器出现故障或按下紧急制动器,屏幕显示[报警]对话框,同时蜂鸣器报警。如图 4–27
所示,此时进行以下操作:
图 4-27 [报警]对话框
1) 单击[关闭蜂鸣器]按钮,蜂鸣器停止鸣叫;
凯格精密机械有限公司
- 28 -
第四章 操作系统说明
2) 排除故障后,单击[关闭报警窗口]或[清除报警]按钮,回到主窗口画面。
3) 此时,主工具栏[报警复位]之前的各项操作按钮被关闭,单击“ 复位 ”按钮,激活
工具栏中的各项操作按钮,才能进行操作。
注意:如果故障原因没有排除而只是“关闭报警窗口”或“清除报警”,待“复位”后重新
进行操作时,机器仍然会发生报警。
4.2.2.9 关闭蜂鸣器
当机器在生产过程中出现报警时,三色灯的红灯闪烁,蜂鸣器鸣叫。此时可单击主工具
栏 1 中第 9 个图标“ ”,将蜂鸣器关闭。
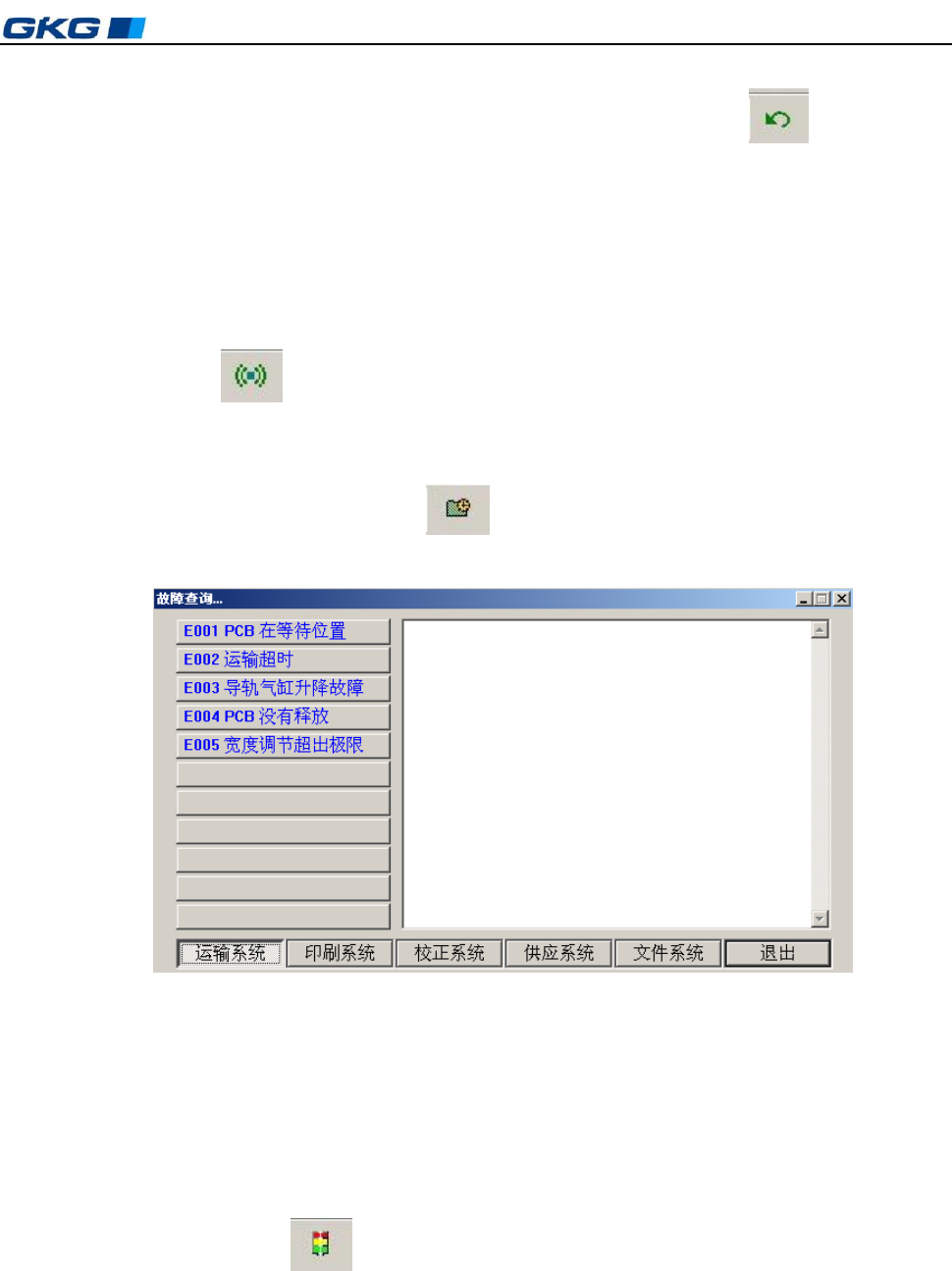
4.2.2.10 故障查询
当机器发生故障时,可打开此对话框查找故障原因并排除。操作步骤如下:
在主窗口画面单击主工具栏 1 中的“ ”图标,出现“故障查询”对话框。如图 4–28
所示:
图 4-28 〈故障查询〉对话框
在对话框中单击“运输系统”、“印刷系统”、“校正系统”、“供应系统”、“文件系统”按
钮,可分别查询以上各系统的常见故障。单击[退出]回到主窗口画面。
4.2.2.11 报警记录
当机器出现故障发出声、光报警时,系统将自动诊断故障原因并记录下报警时间和故障
原因。在主窗口画面单击“ ”图标,出现[报警记录]对话框。如图 4-29 所示:显示当
时和以往的报警记录。
拖动鼠标左键选中某项报警记录,单击[清除],清除此项报警记录;单击[退出],回到主
窗口画面。