G5《安装调试及使用说明书》 - 第34页
凯格精密机械有限公司 - 34 - 第四章 操作系统说 明 1. 单击 [ 运动控制 ] 图标, 弹出 [ 运动控制 ] 对话框, 如 图 4 – 40 所示: 逐一输入马达控制轴、 刮 刀或导轨等的行程,单击 [ 移动 ] 按钮,使轴、 刮刀、或导轨运动。运动到原点位置显示 “ ON ” , 离开原点位置显示 “一” ; 运动到极限位置显示 “ ON ” , 离开极限位置显示 “一” 。 2. 单击 [ 停止 ] ,停止轴、刮刀或导轨…
凯格精密机械有限公司
- 33 -
第四章 操作系统说明
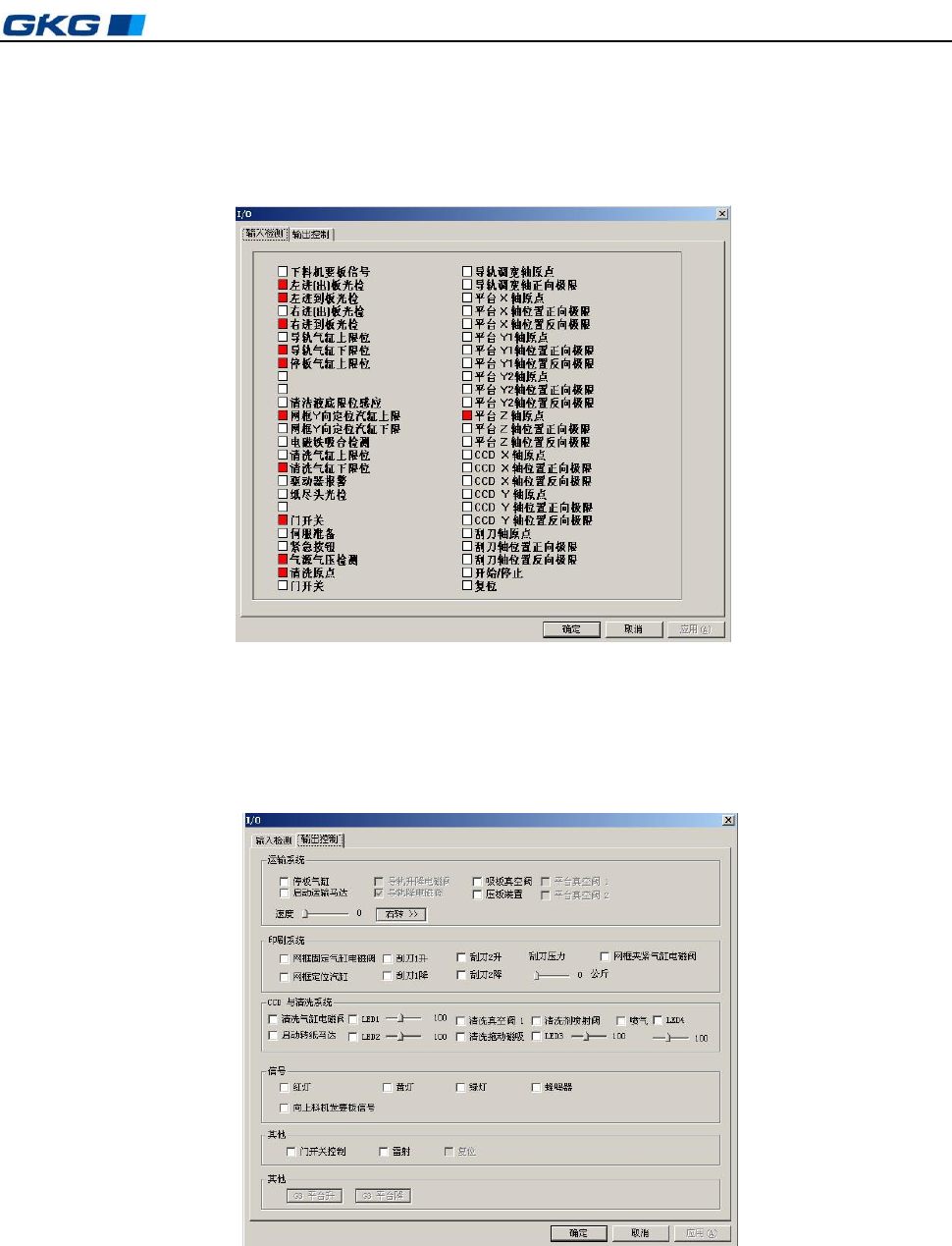
4.2.3.1 I/O 检测
作用是对所有控制系统输入点、输出点进行检测,判断工作是否正常。操作程序如下:
1. 在主窗口画面单击主工具栏 2 中的[ I/O 检测]图标,显示[I/O]对话框的[ 输入检测]图框,
如图 4–38 所示:
图 4-38 〈输入检测〉对话框
2. 对话框中各项输入前的方框如显示为红色,表示当前已检测到该输入点的信号;如为白
色,表示当前没有检测到该输入信号。
3. 单击 [I/O]下的[ 输出检测]选项对话框显示输出检测图框,如图 4–39 所示:
图 4-39 〈I/O 输出控制〉对话框
4. 在此对话框中,逐一激活白色方框后的每一项并观察,可对运输系统、印刷系统、CCD
与清洗系统的马达、气缸、电磁阀等输出控制进行检测以及对报警信号的输出进行检测。
5. 单击[确定]或[取消],回到主窗口画面。
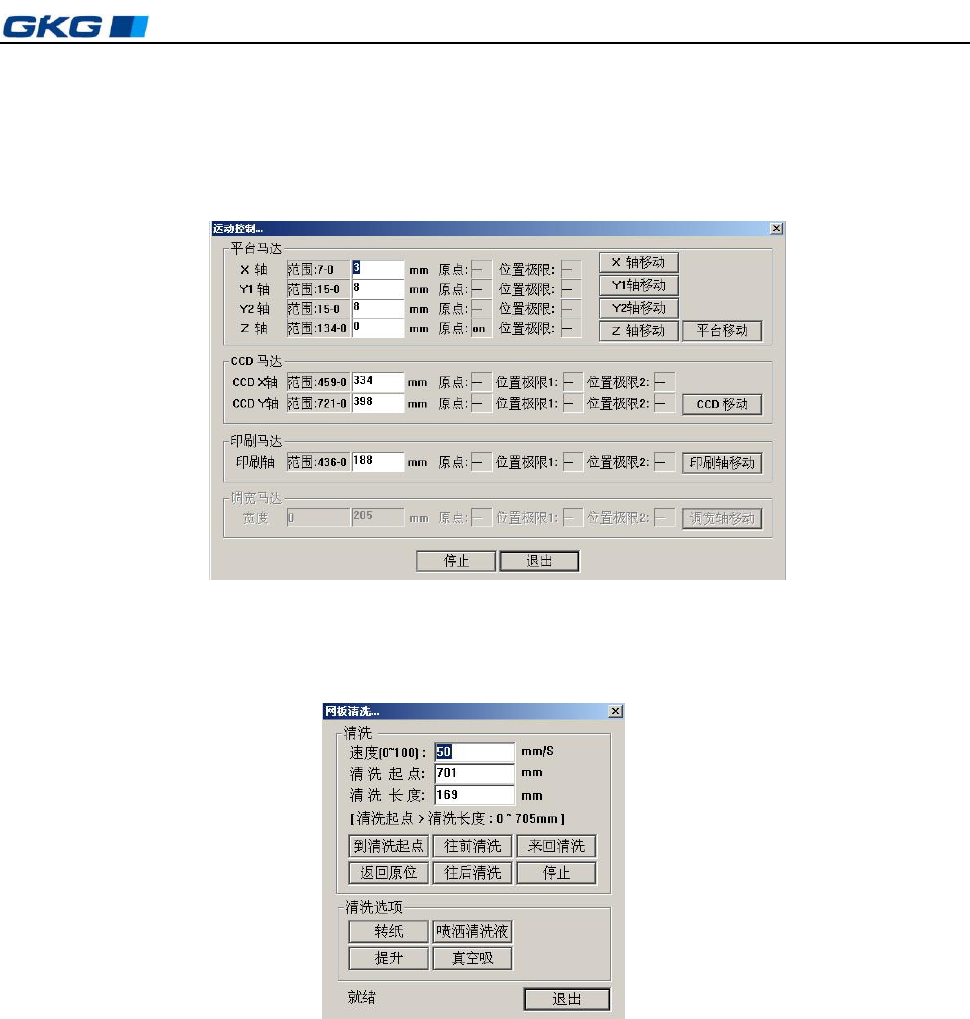
4.2.3.2 运动控制
凯格精密机械有限公司
- 34 -
第四章 操作系统说明
1. 单击[运动控制]图标,弹出[运动控制]对话框,如图 4–40 所示:逐一输入马达控制轴、刮
刀或导轨等的行程,单击[移动]按钮,使轴、刮刀、或导轨运动。运动到原点位置显示
“ON”,离开原点位置显示“一”;运动到极限位置显示“ON”,离开极限位置显示“一”。
2. 单击[停止],停止轴、刮刀或导轨的运动;单击[退回]回到主窗口画面。
图 4-40 〈运动控制〉对话框
4.2.3.3 网板清洗
单击主工具栏 2 中的[网板清洗]按钮,弹出[网板清洗]对话框,如图 4-41 所示:
图 4-41〈网板清洗〉对话框
输入清洗速度、清洗起点、清洗长度等参数后;根据需要单击“往前清洗”、“往后清洗”或
“来回清洗”确定清洗方向。根据需要单击[转纸]、[喷洒]、[提升]、[真空吸]按钮,进行清洗。
单击[退出],停止清洗,回到主窗口画面。
4.2.3.4 手动清洗
单击“手动清洗”图标,弹出手动清洗对话框,可以进行手动清洗钢网。如图 4-17 所示。
4.2.3.5 开始生产
1) 单击主窗口工具栏 2 中的[开始生产]图标按钮,显示“平台高度是否调节好?”对话
框,如图 4-42 所示:

凯格精密机械有限公司
- 35 -
第四章 操作系统说明
图 4-42 图 4-43
2) 单击[是],出现提问对话框“是否要添置锡膏?”如图 4-43 所示;单击[否],回到主
窗口画面。
3) 单击[是]或[否],显示“运输导轨上有 PCB,按[确认]键后 PCB 将被送出”; 如图
4-44 所示
4) 当运输导轨上有 PCB 时,显示“运输出口有 PCB,请取出”;如图 4-45 所示
5) 取出 PCB,单击[确定],在主窗口画面上显示[生产状态]对话框。如图 4-46 所示
图 4-44 图 4-45
6) 当运输导轨上没有 PCB 时,单击“确认”,在主窗口画面上显示[生产状态]对话框。
如图 4-46 所示
7) 机器开始生产,并在上图对话框的下面一栏动态显示机器当前状态:“等待进板-------”