G5《安装调试及使用说明书》 - 第8页
凯格精密机械有限公司 - 8 - 导轨固定螺杆 第二章 设备安装与 调试 第二章 机械安装及软件使用说明 2.1 开箱 开箱后,请您 首先做好以 下工作: 1. 对照《装箱清单》所列各项进行查验。 2. 检查机 器各 部分是否 有损坏 ,包 括另箱包 装的 显 示器 、 键盘 、 三色 灯及 刮 刀板 等,并 将它们重新安装到印刷机上。 3. 务必将运输时安装在滑块两端的各导轨的导轨固定夹 取下 (如图 2 – 1 示) 。 4. 将运…

凯格精密机械有限公司
- 7 -
第一章 系统描述
筒上。清洗间隔时间可自由选择,清洗行程可根据印刷行程自行设定。进行湿洗时,
当储存罐中清洗液不够时,系统出现报警显示,此时应将其加满清洗液。干洗、湿洗、
真空洗,周期可自由调节。
功能:可编程控制的全自动网板清洁装置,具有干式、湿式、真空三种方式组合的清洗方式,
彻底清除网板孔中的残留锡膏,保证印刷品质。
1.4.7 可调印刷工作台
组成:包括 Z 轴升降装置(升降底座、升降丝杠、升降导轨、阻尼减震器和伺服电机等)、平
台移动装置(丝杆、导轨及分别控制 X、Y、θ方向伺服电机的移动来自动调节平台)、
印刷工作台面(磁性顶针、真空吸盘)等。
功能:通过机器视觉,工作台自动调节 X、Y 及θ方向位置偏差,精确实现印刷模板与 PCB
板的对准。
1.4.8 操作控制系统:
由工控机及控制软件、驱动器、步进电机、伺服电机、计数器、光电感应器以信号监
测系统组成。采用 Windows XP 操作系统,智能化的先进软件控制,极大地方便了用户
的使用。
1.5 工作原理
由以上各部组成的全自动视觉印刷机在印刷焊膏时,锡膏受刮刀的推力产生滚动的前
进,所受到的推力可分解为水平方向的分力和垂直方向的分力。当运行至模板窗口附近,
垂直方向的分力使粘度已降低的焊膏顺利地通过窗口印刷到 PCB 焊盘上,当平台下降后
便留下精确的焊膏图形。
凯格精密机械有限公司
- 8 -
导轨固定螺杆
第二章 设备安装与调试
第二章 机械安装及软件使用说明
2.1 开箱
开箱后,请您首先做好以下工作:
1. 对照《装箱清单》所列各项进行查验。
2. 检查机器各部分是否有损坏,包括另箱包装的显示器、键盘、三色灯及刮刀板等,并
将它们重新安装到印刷机上。
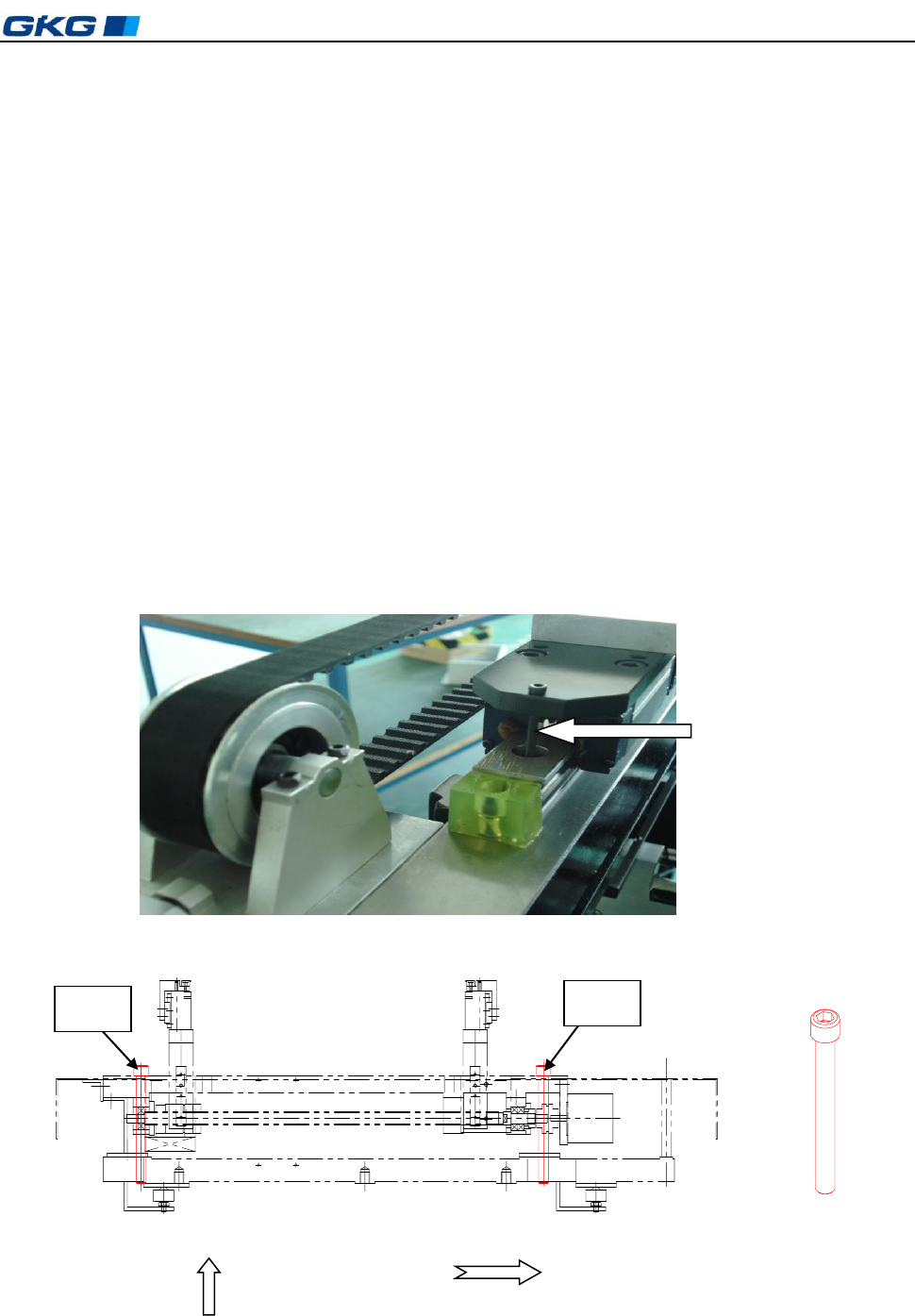
3. 务必将运输时安装在滑块两端的各导轨的导轨固定夹取下(如图 2 –1 示)。
4. 将运输时安装的工作台固定螺杆取下(如图 2 –2 示)。
5. 检查各联接处是否有松动脱落,各运动部分传输皮带有无脱落。
6. 检查各直线导轨上的滑块有无滑脱。
7. 检查电气元件是否固定、接触是否良好。
8. 开机前请务必详细阅读本《操作说明书》。
图 2-1 导轨固定夹
图 2-2 工作台固定螺杆
螺杆
螺杆
凯格精密机械有限公司
- 9 -
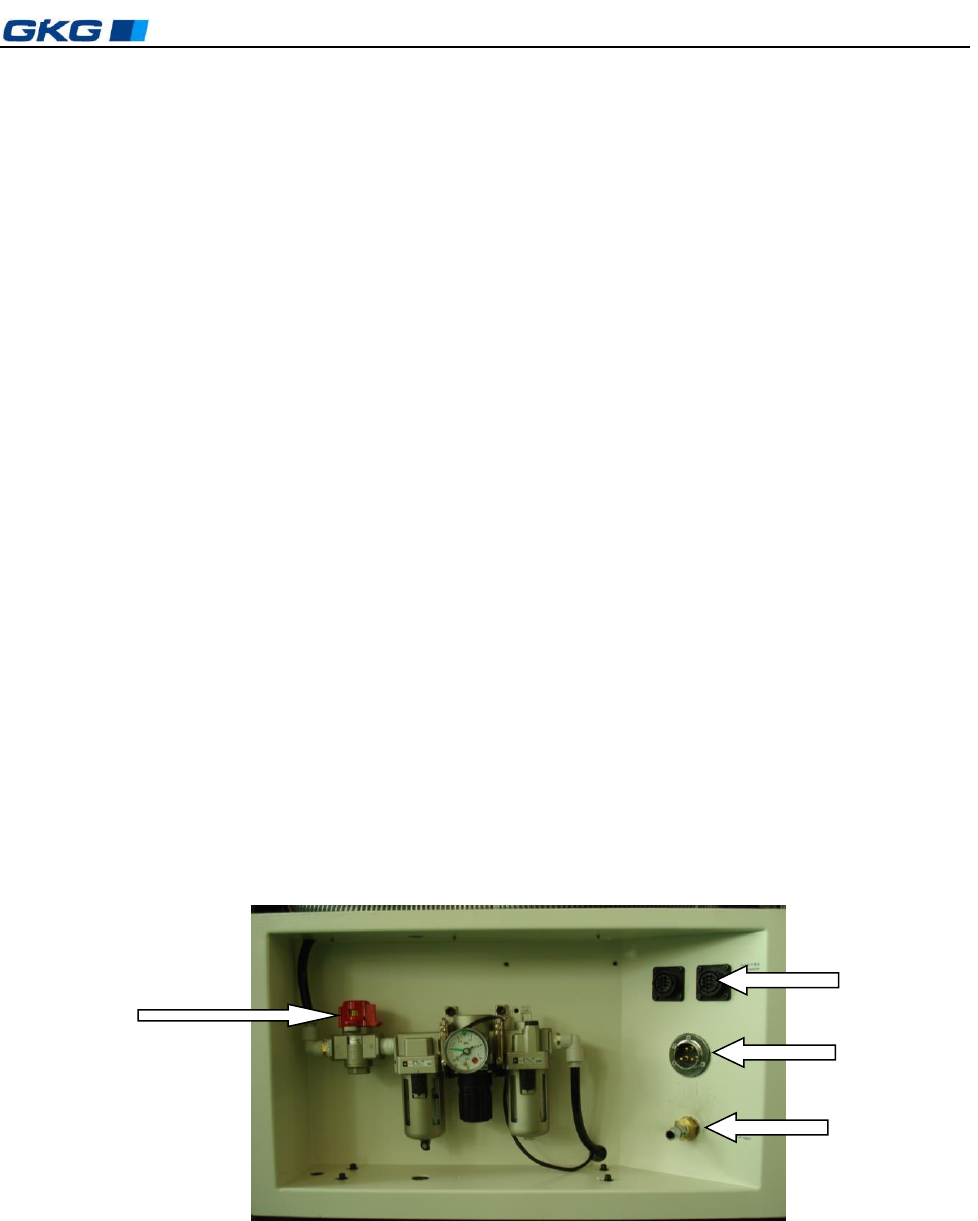
主气源接口
主电源接口
第二章 设备安装与调试
2.2 操作环境
环境温度:不论印刷机内有无工件,该机的工作环境温度最好在 23±5℃之间。
相对湿度:该系列机的工作环境相对湿度应<80%。
储存条件:机器储存应防潮、防尘、防暴晒。在运输过程中,请尽量避免过高的湿度、震动、
压力及机械冲击。
安装场地:见机器外形结构图。
2.3 设备安置及高度调整
1. 将印刷机移动安置到选定位置。调节机器下部四个可调机脚(可调整范围:±20mm),
确定所需的设备高度。
2. 调水平。调整方法是:
a) 使用精密水平仪(框式水平仪)进行测量。
b) 通过四个可调机脚,对印刷机反复进行水平调整,直到其完全水平为止。
c) 将可调机脚螺母锁紧。
2.4 电源气源
1) 请使用 AC 220V、50/60H
Z
具有额定电流的稳定电源,用户在使用本机器过程中如电
压不稳定,应自备稳压电源。
2) 请使用稳定的压力为 4.5~6kgf/cm
2
的工业气源。
图 2-3 电气源接口位置图
2.5 工控机控制系统安装
按图 2-4 将工控机控制系统中显示器、键盘及鼠标等安装到印刷机主机上,并与工控机
连接,然后接通电源。
气源阀门
上下位机接口