NPM-D3维修手册.pdf - 第152页
NPM-D3 Service Manual 5.3 8-nozzle Head Page 5-24 EJM6D3-MB-05SM-00( 編集中 ).DOC Ball screw Motor Plate Joint Bracket Shaft A Fig. 4 Grease connections. 連結部にグリス塗布 在连接部涂敷润滑脂 5. Attach the motor. How to assemble the Z-axis m…
NPM-D3
Service Manual
5.3 8-nozzle Head
EJM6D3-MB-05SM-00(
編集中
).DOC Page 5-23
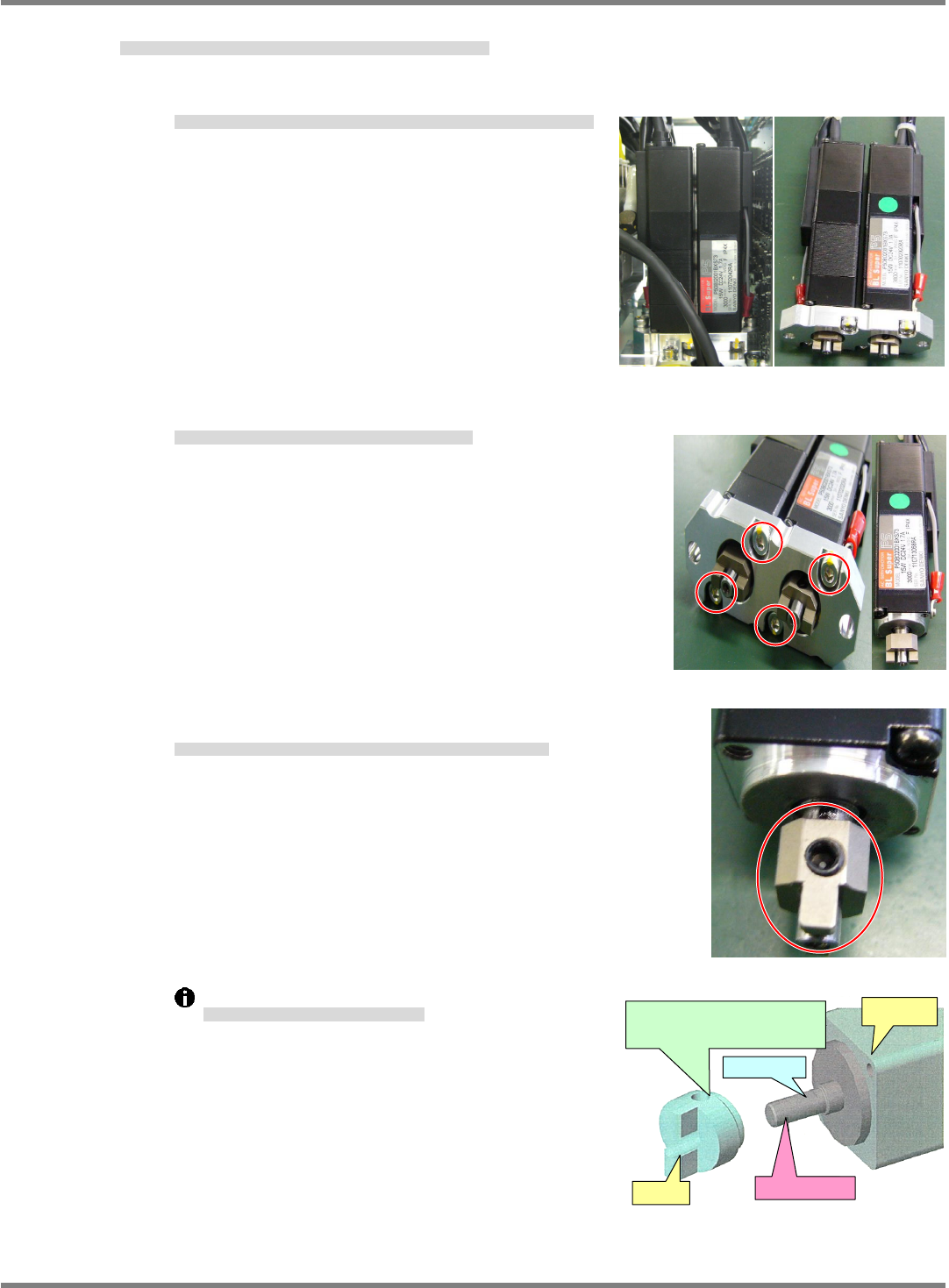
4. Detach the Z-axis motor, install a new motor and couple the joint. (Fig. 3)
Z 軸モータを取り外して、モータを交換しジョイントを取り付けます。(Fig. 3)
卸下 Z 电机后,交换电机,并安装接头。(Fig. 3)
①
Motors are detached by removing the screws (2-M4
16L). (2 motors are detached at a time.)
固定ビス (2-M416L) を外したら、モータが外れます。(モータは 2 個セットで外れます)
拧下固定螺钉 (2-M416L) ,即可卸下电机。(两个电机一起脱落。)
②
Remove the screw (2-3
10L) and detach the motor from the plate.
固定ビス (2-310L) を外し、プレートよりモータを外します。
拧下固定螺钉 (2-310L) 后,从板上卸下电机。
③
Loosen the screw (1-M4
4L), detach the joint, then attach a new
motor.
固定ビス (1-M44L) を緩めてジョイントを外し、交換モータに取り付けます。
拧松固定螺钉 (1-M44L) 卸下接头后,将其安装在交换电机上。
Motor shaft and joint coupling positions
モータシャフトとジョイントの組み合わせ位置
电机轴和接头的组装位置
Fig. 3
Motor
Joint
D-cut
p
lane
Motor shaft
Align the screw hole with the
D-cut plane of the motor.
NPM-D3
Service Manual
5.3 8-nozzle Head
Page 5-24 EJM6D3-MB-05SM-00(
編集中
).DOC
Ball screw
Motor
Plate
Joint
Bracket
Shaft
A
Fig. 4
Grease connections.
連結部にグリス塗布
在连接部涂敷润滑脂
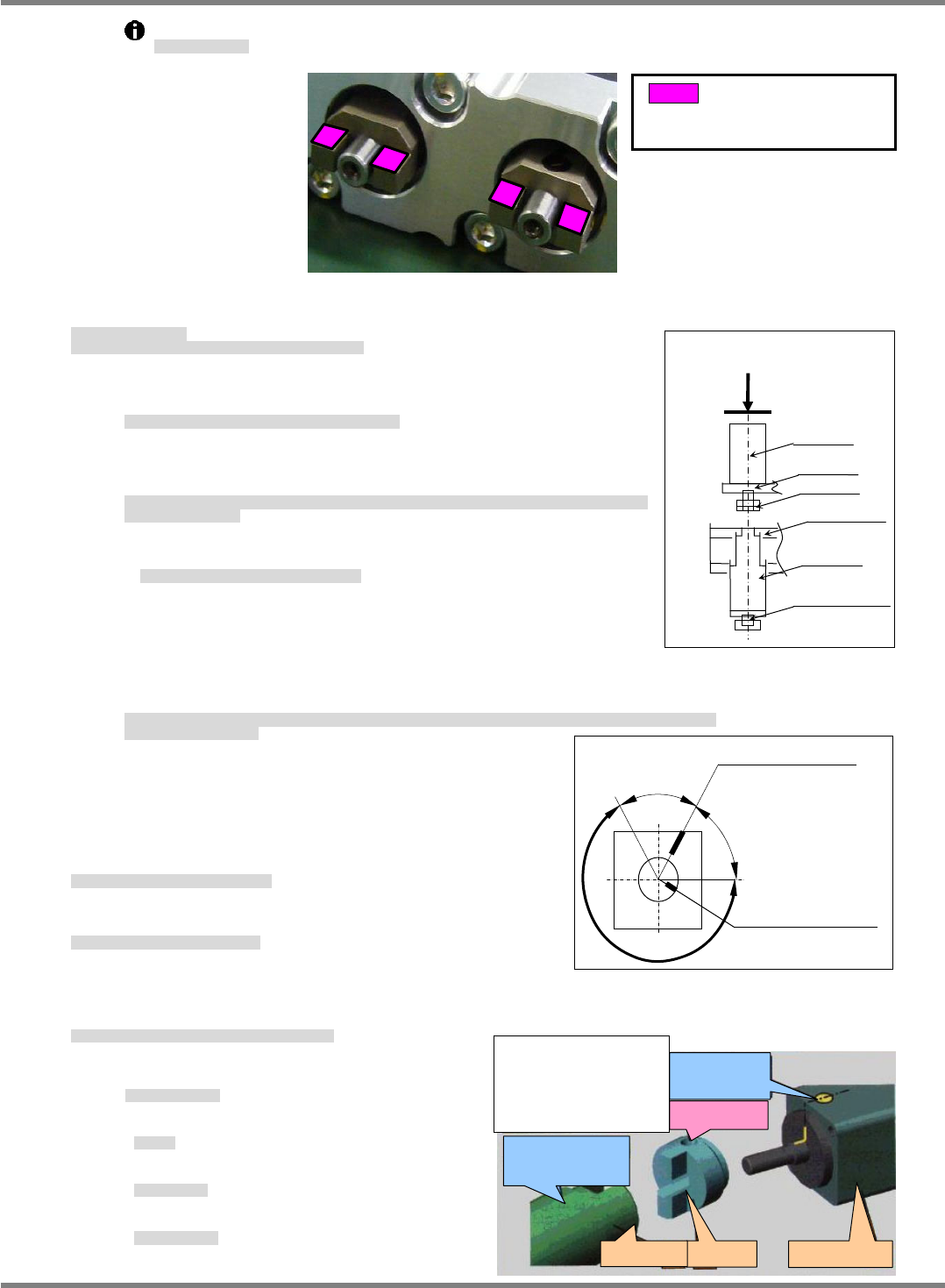
5. Attach the motor.
How to assemble the Z-axis motor (How to assemble the Z-axis motor and ball screw)
モータを取り付けます。
Z 軸モータの組付け方 (Z 軸モータとボールネジの組付け方法)
安装电机。
Z 电机的组装方法 (Z 电机和滚珠丝杠的组装方法)
①
Slide the ball screw to the upper limit stopper position. (Fig. 4)
ボールネジを上限ストッパー位置まで移動させる。(Fig. 4)
将滚珠丝杠移动到上限止动器位置。(Fig. 4)
②
Turn the motor shaft so that the grooves on the ball screw align with
the projections of the joint, and couple together.
ボールネジのマイナスドライバ溝とジョイントのマイナスドライバ面がほぼ同方向になる様にモータのシャフ
トを回転させ組付ける。
为了使滚珠丝杠的一字型螺丝刀沟槽和接头的一字型螺丝刀面几乎成为同一个方向,转动电机轴,并组装。
Hold the ball screw at the upper limit stopper.
ボールネジは上限ストッパー位置を保持する事
滚珠丝杠应保持上限止动器的位置
③
The C channel output position of the motor shaft at this time is on
the top of the motor. Do not position the C channel output within 60
on either side of the C channel output position on the top of the
motor.
(Position with the 240
area of Fig. 5.)
このとき、モータシャフトの C チャンネル出力位置は、モータ上部の C チャンネル出力位置前後 60には、配置しないこと。
(Fig. 5 の 240範囲内に配置)
此时,电机轴部的 C 频道输出位置不可配置于电机上部的 C 频道输出位置的前后 60 以内。
(应在 Fig. 5 中的 240 范围内配置)
6. Wire the head unit Z-axis motor.
ヘッドユニット Z モータの配線をします。
连接头装置 Z 电机的配线。
7. Attach the head unit cover.
ヘッドユニットカバーを取り付けます。
安装头装置的盖。
‘5.1.1 Head Unit Detaching and Attaching’.
8. After attaching the head unit, perform the following procedures.
ヘッドユニット取り付け後は以下の作業を実施します。
安装好头装置以后,进行以下作业。
Calibration
キャリブレーション
校准
• Z plane calibration
面補正
Z
面补正
Z
• Part recognition camera
部品認識カメラ
元件识别照相机
• Jig station
ジグステーション
治具站
:Greasing surface
Grease also on the rear
surface.
Grease: Panasonic LCG100
C channel output
position on the top of
the motor
60
60
C channel output
position of the motor
shaft
NG
NG
0K
Fig. 5
Screw hole
Motor origin
marking
Joint
Z-
a
xi
s
m
o
t
or
Shaft
When engaging the joint
with the shaft, the marking
on the motor must be more
than 60
away from the
screw hole of the shaft.
Raise it almost to
maximum.
NPM-D3
Service Manual
5.3 8-nozzle Head
EJM6D3-MB-05SM-00(
編集中
).DOC Page 5-25
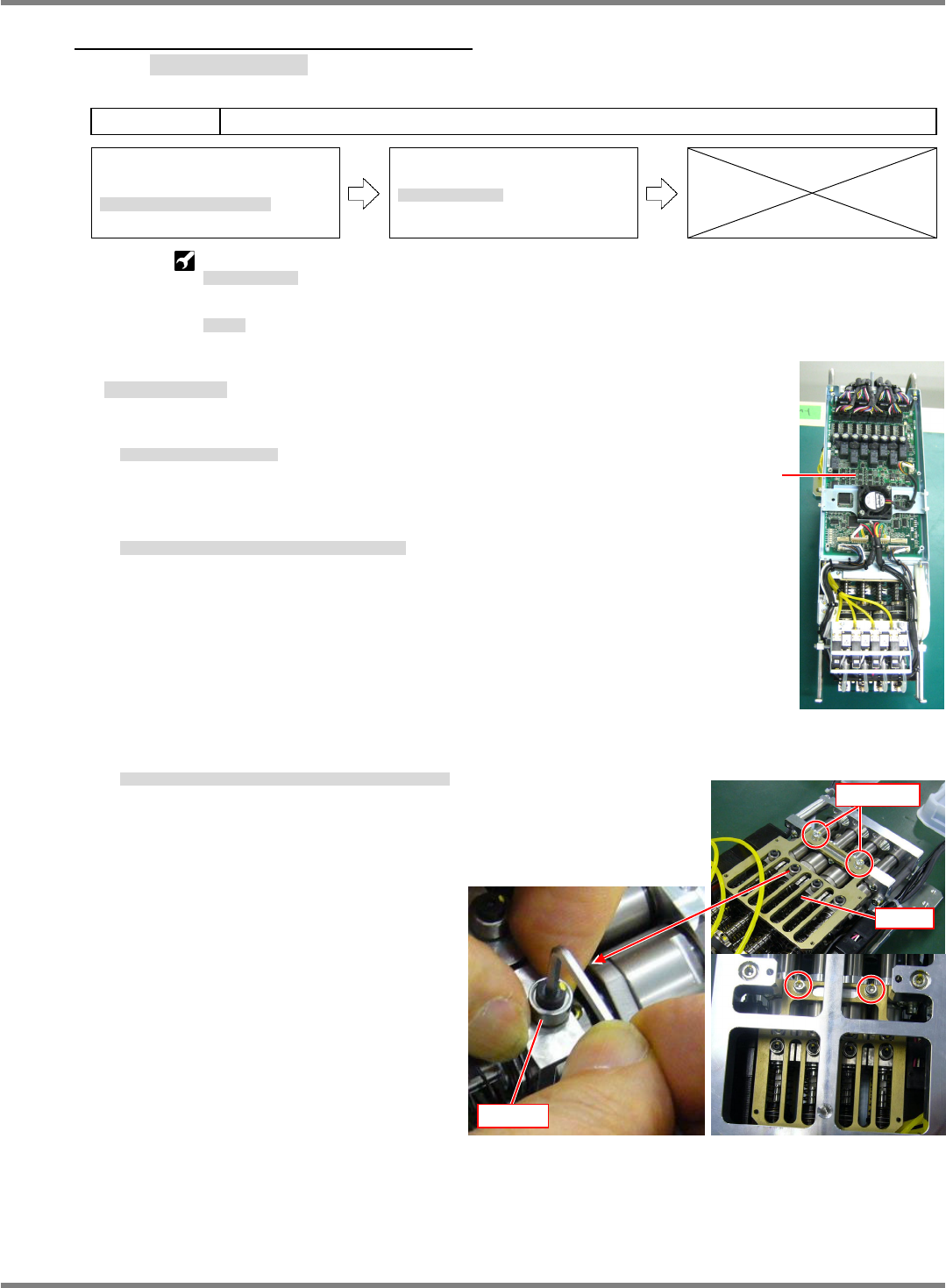
Fig. 2
Guide
Set screw
Bearing
5.3.2 Ball Spline Replacement
ボールスプライン交換
滚珠花键的交换
Unit No.
N610067507AA
5.1.1 Head Unit Detaching and
Attaching
ヘッドユニット取り外し
/
取り付け
头装置的拆卸和安装
5.3.2 Ball Spline Replacement
ボールスプライン交換
滚珠花键的交换
Push-pull gauge
プッシュプルゲージ
推拉规
Scale
スケール
标尺
Ball Spline Replacement
ボールスプライン交換
滚珠花键的交换
11.
1. Ball Spline Replacement
ヘッドユニットを取り外します。
卸下头装置。
‘5.1.1 Head Unit Detaching and Attaching’
2. Detach the head unit cover and the front board. (Fig. 1)
ヘッドユニツトカバーを外し、正面基板を外します。(Fig. 1)
拆下头装置盖后,卸下正面基板。(Fig. 1)
3. Detach the coupling between the ball spline and Z-axis ball screw. (Fig. 2)
ボールスプラインの Z 軸ボールネジの連結部を取り外します。(Fig. 2)
卸下滚珠花键的 Z 轴滚珠丝杠的连接部。(Fig. 2)
Board
Fig. 1