NPM-D3维修手册.pdf - 第272页
NPM-D3 SERVICE MANUAL 7.1 Machine I/O Confirmation Page 7-12 EJM6D3-MB-07SM-00( 編集中 ).DOC 6 R MC demand signal bit0 右装置要求信号 bit 0 右装置要求信号 bit 0 7 L1 PostProc Ins Result OK Output L1 後工程 検査結果 OK 出力 OUT 0063 Ring I/O リング I…
NPM-D3
SERVICE MANUAL
7.1 Machine I/O Confirmation
EJM6D3-MB-07SM-00(
編集中
).DOC Page 7-11
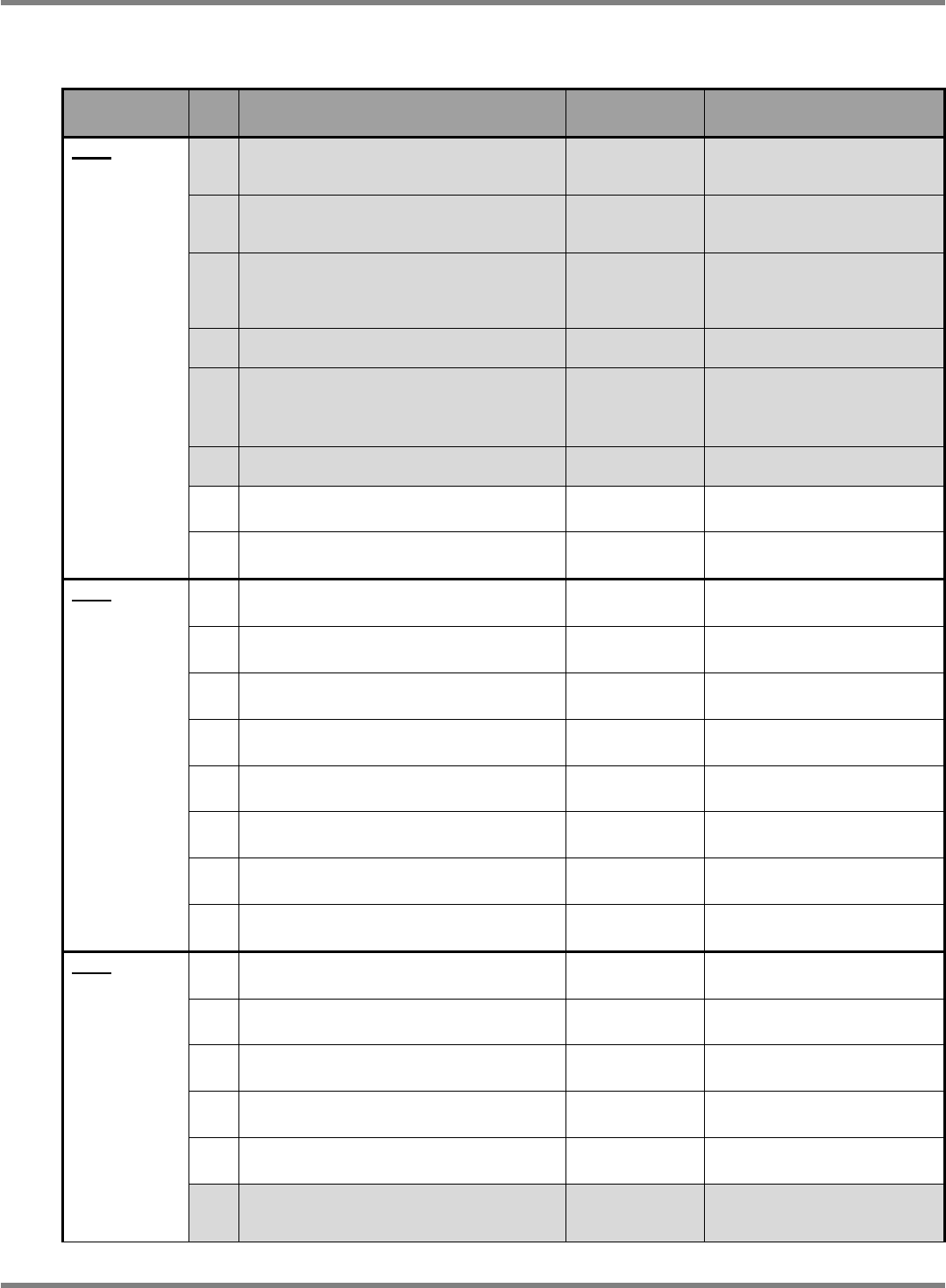
I/O Output (0060 – 0064) #1
I/O 出力
I / O 输出
Address
アドレス
地址
bit
ビット
比特
Name
名称
名称
Cable No.
ケーブル
No
电缆
No
Remarks
備考
备注
OUT
0060
Ring I/O
リング
I/O
环
I/O
# 1
0
L1Sensor remote teaching (Mount
Pos#1)
L1
センサ リモートティーチング
(
実装位置
#1)
1
L2Sensor remote teaching (Mount
Pos#2)
L2
センサ リモートティーチング
(
実装位置
#2)
2
L1 Sensor remote teaching(R
SBY,MntPos#1)
L1
センサ リモートティーチング
(
右待機
1
、実装位置
#1)
3
L1 Sensor remote teaching (L SBY)
L1
センサ リモートティーチング
(
左待機
)
4
L2 Sensor remote teaching(R SBY,
MntPos#2)
L2
センサ リモートティーチング(右待機、実装位置
#2
)
5
L2 Sensor remote teaching (L SBY)
L2
センサ リモートティーチング
(
左待機
)
6
Output reserve
予備出力
预备输出
7
Output reserve
予備出力
预备输出
OUT
0061
Ring I/O
リング
I/O
环
I/O
# 1
0
F Right Standby Conv Start/Stop
F
右待機エリアコンベア起動
/Stop
F
右待机区域传送带启动
/Stop
M601
1
F Mount Conv Start/Stop
F
実装エリアコンベア起動
/Stop
F
实装区域传送带启动
/Stop
M602
2
F Left Standby Conv Start/Stop
F
左待機エリアコンベア起動
/Stop
F
左待机区域传送带启动
/Stop
M603
3
Board clamping rise (MntPos. 1)
基板クランプ上昇
(実装位置
#1
)
基板夹具上升
(
实装位置
#1)
R4113 Solenoid valve
ソレノイドバルブ
电磁阀
4
R Right Standby Conv Start/Stop
R
右待機エリアコンベア起動
/Stop
R
右待机区域传送带启动
/Stop
M604
5
R Mount Conv Start/Stop
R
実装エリアコンベア起動
/Stop
R
实装区域传送带启动
/Stop
M605
6
R Left Standby Conv Start/Stop
R
左待機エリアコンベア起動
/Stop
R
左待机区域传送带启动
/Stop
M606
7
Board clamping rise (MntPos. 2)
基板クランプ上昇
(
実装位置
#2)
基板夹具上升
(
实装位置
#2)
R4117 Solenoid valve
ソレノイドバルブ
电磁阀
OUT
0062
Ring I/O
リング
I/O
环
I/O
# 1
0
F Right Ex Conv
F
右延長コンベア起動
F
右延长传送带启动
M621 Station conveyor
ステーションコンベア
站传送带
1
R Right Ex Conv
R
右延長コンベア起動
R
右延长传送带启动
M622 Station conveyor
ステーションコンベア
站传送带
2
F Left Ex Conv
F
左延長コンベア起動
F
左延长传送带启动
M611 Hub conveyor
HUB
コンベア
HUB
传送带
3
R Left Ex Conv
R
左延長コンベア起動
R
左延长传送带启动
M612 Hub conveyor
HUB
コンベア
HUB
传送带
4
L MC demand signal bit0
左装置要求信号
bit 0
左装置要求信号
bit 0
5
L1 Pre-process Conv Sensor Output
State
L1
前工程 搬送センサ状態出力
NPM-D3
SERVICE MANUAL
7.1 Machine I/O Confirmation
Page 7-12 EJM6D3-MB-07SM-00(
編集中
).DOC
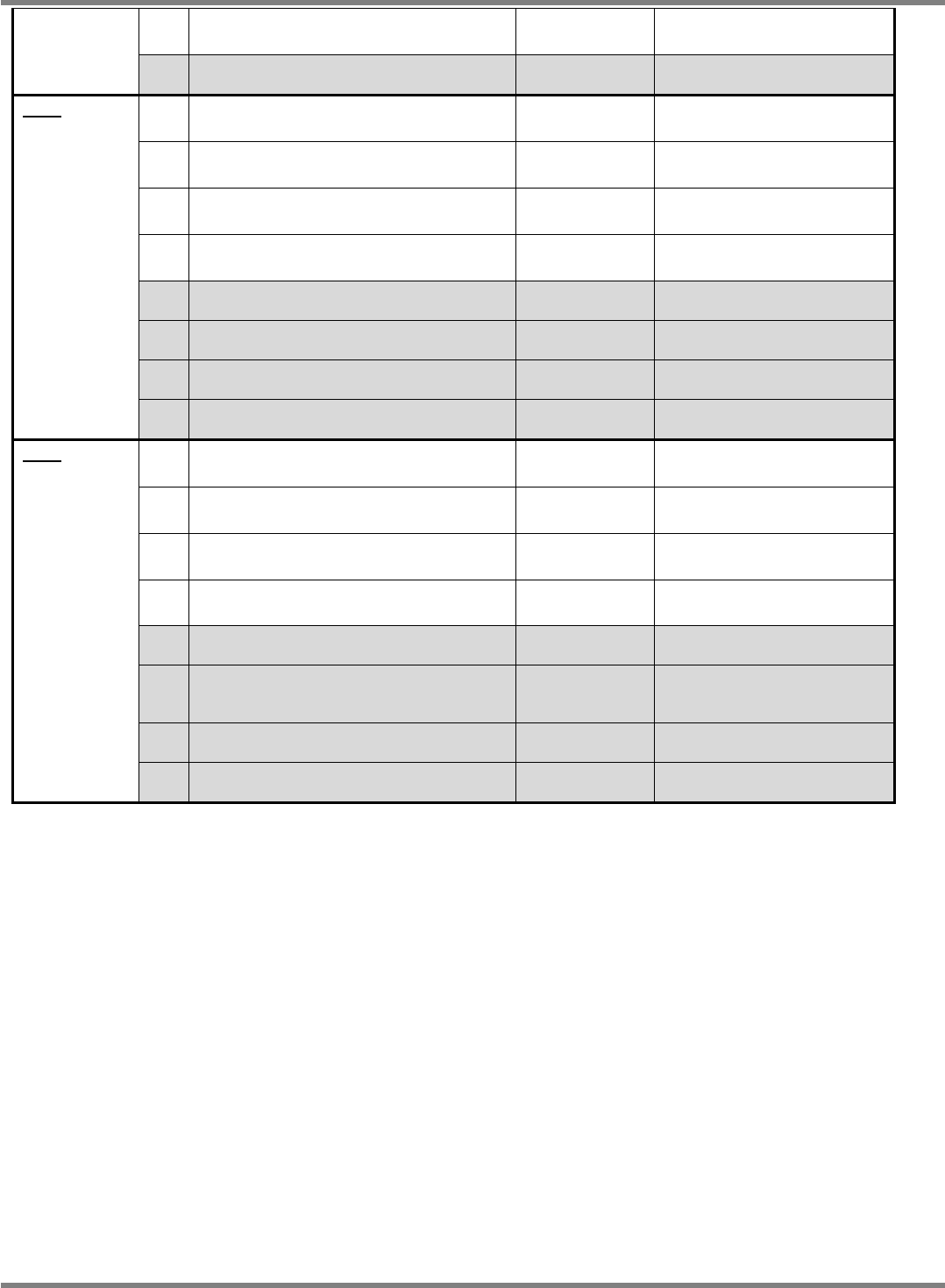
6
R MC demand signal bit0
右装置要求信号
bit 0
右装置要求信号
bit 0
7
L1 PostProc Ins Result OK Output
L1
後工程 検査結果
OK
出力
OUT
0063
Ring I/O
リング
I/O
环
I/O
# 1
0
Holder Change Up (MntPos. #1)
下受け交換上昇(実装位置
# 1
)
支架交换上升
(
实装位置
# 1)
1
Holder Change Down (MntPos. #1)
下受け交換下降(実装位置
# 1
)
支架交换下降
(
实装位置
# 1)
2
Holder Change Up (MntPos. #2)
下受け交換上昇(実装位置
# 2
)
支架交换上升
(
实装位置
# 2)
3
Holder Change Down (MntPos. #2)
下受け交換下降(実装位置
# 2
)
支架交换下降
(
实装位置
# 2)
4
L1 PCB Holder Up (Mount Pos. #1)
L1
基板下受け上昇(実装位置
#1)
5
L1 PCB Holder Down (Mount Pos. #1)
L1
基板下受け下降(実装位置
#1
)
6
L2 PCB Holder Up (Mount Pos. #2)
L2
基板下受け上昇(実装位置
#2
)
7
L2 PCB Holder Down (Mount Pos. #2)
L2
基板下受け下降(実装位置
#2
)
OUT
0064
Ring I/O
リング
I/O
环
I/O
# 1
0
Output reserve
予備出力
预备输出
1
Output reserve
予備出力
预备输出
2
Output reserve
予備出力
预备输出
3
Output reserve
予備出力
预备输出
4
L2 Pre-process Sync Demand Signal L2
前工程 同期要求信号
5
L2 PreProc M Standby PCB Demand
Signal
L2
前工程 中間待機基板要求信号
6
L2 Post-process Sync|Demand Signal
L2
後工程 同期要求信号
7
L2 Pre-process Cnvy Sensor Output
State L2
前工程 搬送センサ状態出力
NPM-D3
SERVICE MANUAL
7.1 Machine I/O Confirmation
EJM6D3-MB-07SM-00(
編集中
).DOC Page 7-13
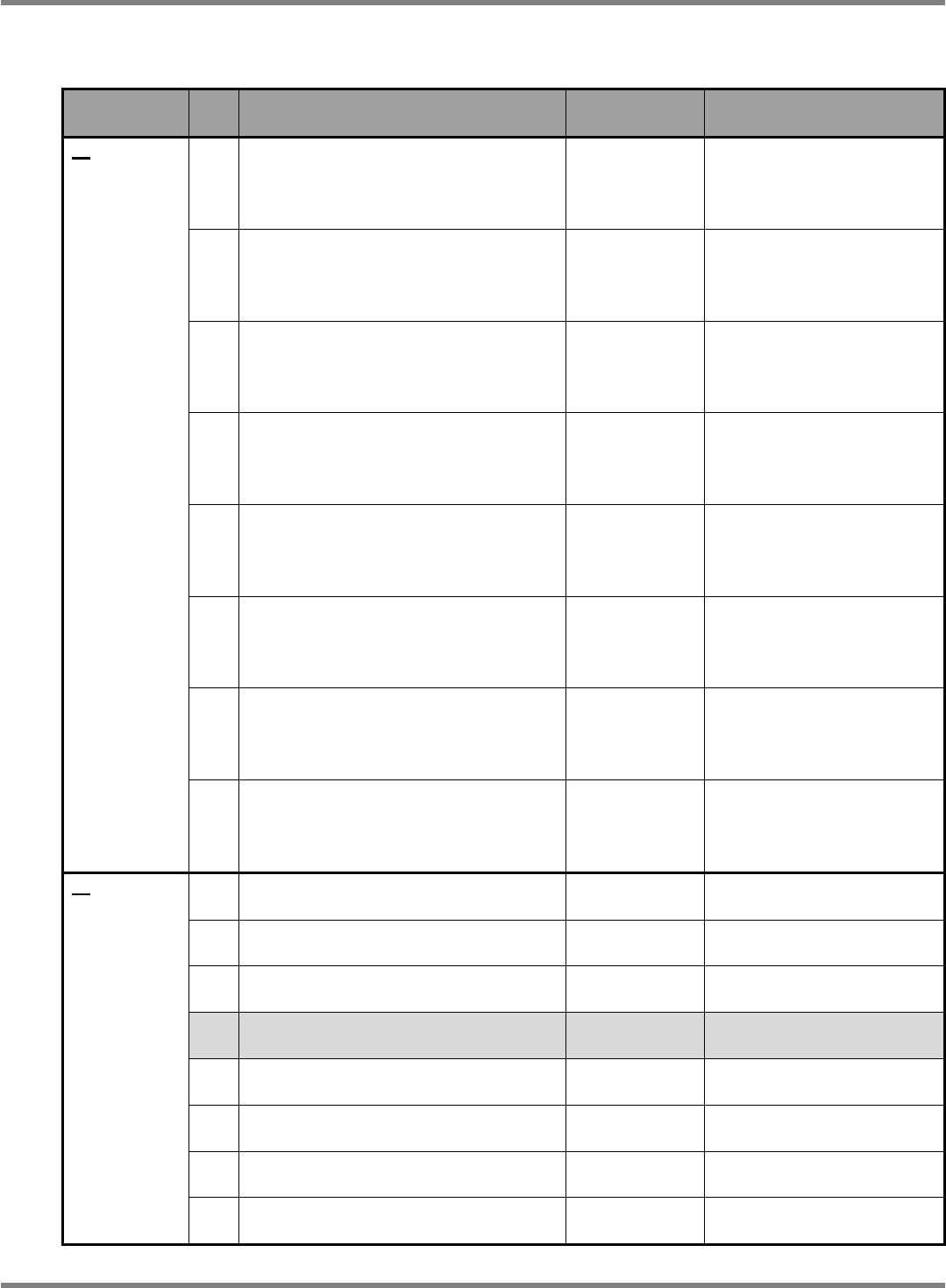
I/O Input (0080 – 0084) #2
I/O入力
I / O 输入
Address
アドレス
地址
bit
ビット
比特
Name
名称
名称
Cable No.
ケーブル
No
电缆
No
Remarks
備考
备注
IN
0080
Ring I/O
リング
I/O
环
I/O
# 2
0
F Feeder Cover 4
F
フィーダ開口部センサ
4
F
料架开口部传感器
4
B1200T
B1200R
1st from the inner side
F table cover lifting
内側より
1
番目
F
テーブルカバー浮き
从内侧第
1
号
F
工作台盖浮起
1
F Feeder Cover 3
F
フィーダ開口部センサ
3
F
料架开口部传感器
3
B1201T
B1201R
2nd from the inner side
F tape feed position
内側より
2
番目
F
テープ送り位置
从内侧第
2
号
F
编带进给位置
2
F Feeder Cover 2
F
フィーダ開口部センサ
2
F
料架开口部传感器
2
B1202T
B1202R
3rd from inner side
F feeder top safety check 1
内側より
3
番目
F
フィーダ上部安全確認
1
从内侧第
3
号
F
料架上部安全确认
1
3
F Feeder Cover 1
F
フィーダ開口部センサ
1
F
料架开口部传感器
1
B1203T
B1203R
4th from the inner side
F feeder top safety check 2
内側より
4
番目
F
フィーダ上部安全確認
2
从内侧第
4
号
F
料架上部安全确认
2
4
R Feeder Cover 4
R
フィーダ開口部センサ
4
R
料架开口部传感器
4
B1204T
B1204R
1st from the inner side
R table cover lifting
内側より
1
番目
R
テーブルカバー浮き
从内侧第
1
号
R
工作台盖浮起
5
R Feeder Cover 3
R
フィーダ開口部センサ
3
R
料架开口部传感器
3
B1205T
B1205R
2nd from the inner side
R tape feed position
内側より
2
番目
R
テープ送り位置
从内侧第
2
号
R
编带进给位置
6
R Feeder Cover 2
R
フィーダ開口部センサ
2
R
料架开口部传感器
2
B1206T
B1206R
3rd from the inner side
R feeder top safety check 1
内側より
3
番目
R
フィーダ上部安全確認
1
从内侧第
3
号
R
料架上部安全确认
1
7
R Feeder Cover 1
R
フィーダ開口部センサ
1
R
料架开口部传感器
1
B1207T
B1207R
4th from the inner side
R feeder top safety check 2
内側より
4
番目
R
フィーダ上部安全確認
2
从内侧第
4
号
R
料架上部安全确认
2
IN
0081
Ring I/O
リング
I/O
环
I/O
# 2
0
F Cart table unlock confirm
F
台車テーブルロック解除確認
F
台车工作台锁定解除确认
B1210P Cylinder limit SW
シリンダリミット
SW
汽缸极限
SW
1
F Cart setting check
F
台車挿入確認
F
台车插入确认
S3211L Limit SW
リミット
SW
极限
SW
2
F Dust box detect
F
廃棄
BOX
有無検出
F
废料盒有无检测
B1212R
3
Input reserve
予備入力
预备输入
未使用
4
R Cart fix unit connect
R
台車固定ユニット接続
R
台车固定装置连接
5
R Cart joint unit connection
R
台車中継ユニット接続
R
台车中继装置连接
6
R Cart table unlock confirm
R
台車テーブルロック解除確認
R
台车工作台锁定解除确认
B1216 Cylinder limit SW
シリンダリミット
SW
汽缸极限
SW
7
R Cart setting check
R
台車挿入確認
R
台车插入确认
B3217 Limit SW
リミット
SW
极限
SW